考虑相变的高强钢T型接头焊接残余应力和变形的数值模拟
2013-08-16凌泽民张永龙
廖 娟,凌泽民,张永龙
(重庆大学材料科学与工程学院,重庆400044)
0 引 言
低合金高强钢具有优异的综合性能且价格低廉,多用于重要的焊接结构,在石油工程、火力发电、工程机械等诸多领域得到了广泛的应用。由于低合金高强钢在焊接过程中会发生固态组织转变,将明显改变焊接结构的应力应变及变形情况[1],从而影响结构使用寿命的评定。
目前,针对钢焊接结构的有限元模拟,国内外学者已做过很多研究。陆皓[2]等采用考虑组织转变的温度-组织-应力耦合的方法计算了焊接残余应力;Lee等[3-4]研究了高强钢相变对环焊缝和厚板多道焊对接焊缝残余应力的影响。精确的预测和降低焊接残余应力与变形对于提高焊接结构质量有重要意义。为了能精确预测残余焊接应力和变形,低合金高强钢焊接时必须考虑材料的相变[5],而有关这方面的研究报道并不多。
为此,作者建立了高强钢T型接头多道焊的热-冶金-力学三维耦合计算模型,运用焊接专业有限元软件SYSWELD计算并分析了其焊接温度场和焊后残余应力与变形;同时,采用热力学模型研究了相变对焊接变形的影响。希望能为低合金高强钢T型接头多道焊焊接温度场、应力和变形分析提供理论依据,促进有限元分析技术在实际焊接中的应用。
1 焊接过程物理模型的建立
1.1 三维有限元模型
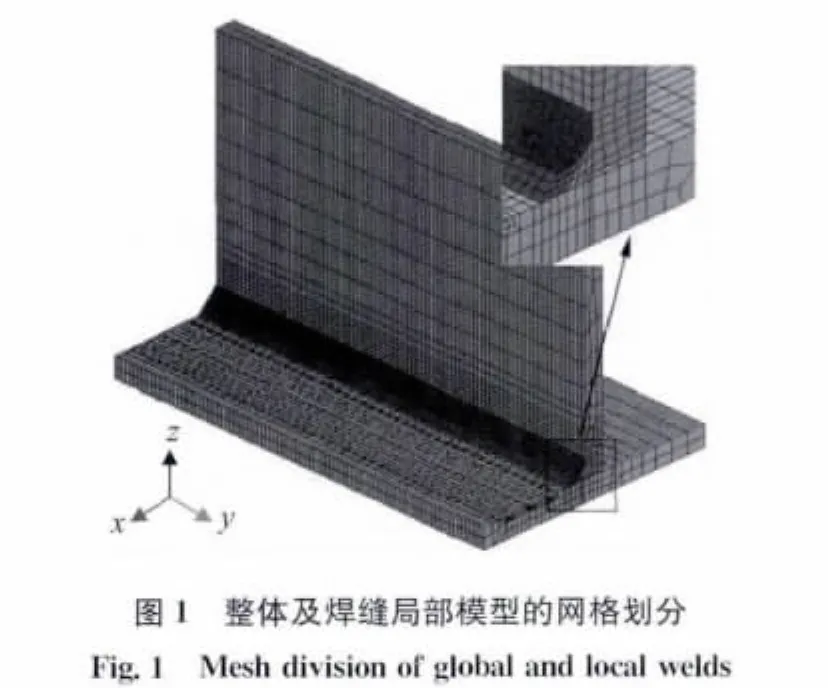
为了准确预测焊接温度场和应力场,采用三维实体计算模型。T型接头翼板和腹板模型尺寸均为200mm×120mm×10mm,模型的网格划分见图1,模型的节点数为30 906,单元数为39 618。
1.2 热源模型
对接头采用单面多道焊接,且热源移动方向为y轴方向。热源采用SYSWELD软件所配备的双椭球体热源模型,该体积热源由y轴前后两个部分组成。
沿y轴前半部分和后半部分的椭球内部热流密度分布函数表达式如式(1)和(2)所示。
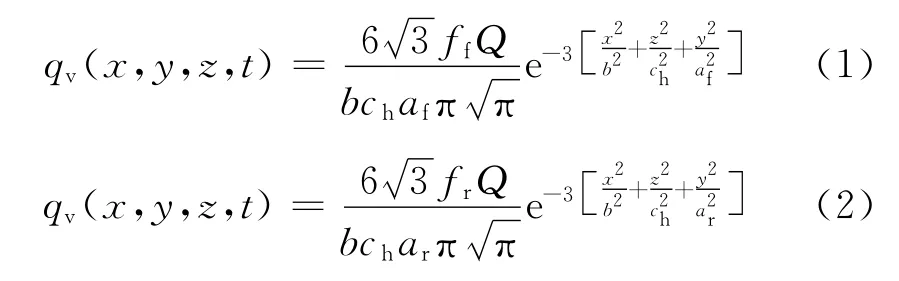
式中:ar,af,b、ch为热源 形 状 参 数;Q 为 有 效热 输入;ff,fr为热流密度在y轴前后两个部分的分配系数,ff+fr=2;x、y、z为模型上任意一点坐标;t为焊接时间。
1.3 固态相变
金属在焊接快速加热及冷却过程中,当超过相变点时会发生固态相变。尤其是在快速冷却过程中。钢中的马氏体转变会导致焊缝金属体积和屈服强度改变。
假设钢的显微组织为珠光体和铁素体,在焊接加热过程中,当珠光体和铁素体钢的温度超过AC1时,其组织开始转变为奥氏体;当温度达到AC3时,珠光体和铁素体完全转变为奥氏体。珠光体和铁素体为体心立方结构,而奥氏体为面心立方结构,在奥氏体转变过程中,钢体积减小。当钢加热到一定温度后快速冷却,奥氏体又开始转变为马氏体,体积增加。因此在多道焊过程中,如果先焊的焊缝再次被加热到相变温度,这部分焊缝会再次发生相变。Leblond[6-9]等计算了低合金钢焊接过程中的相变(扩散相变)过程,Koistinen等[10]模拟了马氏体转变过程。
作者模拟所采用的材料为低合金高强钢Q345D,其化学成分如表1所示。在焊接模拟过程中,定义铁素体为相1,贝氏体为相2,马氏体为相3,奥氏体为相6。假定焊缝金属与母材金属具有相同的热物理性能和力学性能。SYSWELD软件可以结合CCT曲线在焊接模拟过程中考虑相变因素,图2为SYSWELD材料数据库中Q345D连续冷却转变曲线。

表1 Q345D钢的化学成分(质量分数)Tab.1 Chemical compositions of Q345Dsteel(mass)%

1.4 力学模型
在焊接过程中,温度场随时间的变化会引起热应变和相变应变。假定材料遵循各向同性硬化性能的弹塑性准则(von Mises塑性模型)。则总应变ε可表示为:

式中:εE、εP、εT、εΔV、εTrp分别为弹性应变、塑性应变、热应变、相变应变和相变塑性引起的塑性应变。
在数值模拟中,采用增量有限元分析法,式(3)可表示为

式中:ΔεE为运用胡克定律,用弹性模量和泊松比表示的应变改变;ΔεT为用热膨胀系数计算的应变改变;von Mises屈服准则(各向同性)和硬化规律联合用于ΔεP,ΔεΔV为相变导致的体积改变所引起的应变改变。
2 数值模拟结果及分析
2.1 焊接温度场
图3为接头各道焊缝温度场云图。此时,焊接电压为20V,焊接电流为220A,焊接速度为10mm·min-1。由图可知,熔池温度最高,为1 819℃,温度达到1 500℃的为熔化区。第一、二、三道焊缝的熔池形状分别如图3(a)、图3(b)、图3(c)所示。

图4为节点A、B、C位置处的热循环分布曲线。其中,节点A位于第一道焊缝,节点B位于第二道焊缝,节点C位于第三道焊缝。由图4可以看出,A、B、C三节点处的峰值温度达到1 800℃;节点A处发生了三次加热-冷却循环过程,即当焊接后续焊道时,第一焊道尚未完全冷却,且每一个热循环的峰值温度均不同。如果后续加热-冷却循环过程中的温度峰值超出其奥氏体化温度AC3,焊缝会再次发生相变过程。产生的马氏体组织将被其后续焊道退火,退火后的马氏体硬度下降,使其强化行为变得更为有利。但是,冷裂纹也可能在后一道焊接之前的短暂时间间隙内产生。如对焊接参数和焊缝长度做相应的调整,将第一焊道的冷却温度保持在马氏体生成温度以上,且随多道焊接的完成相对缓慢的下降,这有利于产生贝氏体组织以替代马氏体。因此,在多道焊接过程中,可通过不同工艺参数条件下的热循环曲线,选择其最优工艺参数。

2.2 焊接残余应力
图5为T型接头在翼板上表面中心处的纵向和横向残余应力分布模拟结果,其中σx为横向残余应力,σy为纵向残余应力。采用Sigmar ASM1.0型全自动应力、应变监测仪对其进行测试,由图5可见,试验值与模拟值基本吻合,证明了模拟结果的准确性。
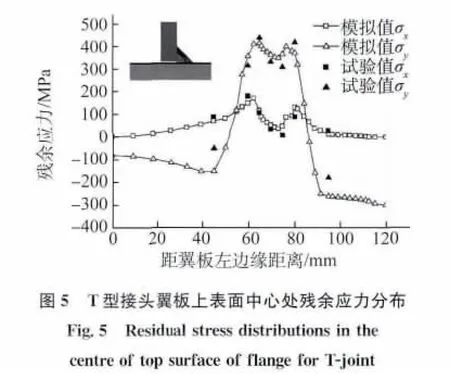
由图5模拟结果还可以看出,由于焊接是局部加热-冷却过程,σy的分布特征是焊缝及近缝区为拉应力,远离焊缝区域为压应力;在焊缝中心,由于奥氏体向马氏体转变时发生了体积的增加,导致了该区域的应力较小;焊缝中心到热影响区应力逐渐增加,这是由于热影响区到母材区域,温度未达到相变温度,该处未发生相变,无体积改变来抵消一部分收缩应变。
而σx几乎都为拉应力,且焊缝中心到热影响区应力逐渐增加,远离焊缝区应力逐渐减小并趋近为零。σx产生的原因比较复杂。直接原因是焊缝冷却的横向收缩;间接原因是焊缝的纵向收缩,表面和内部不同的冷却过程以及叠加的相变过程共同作用的结果。纵向和横向残余应力分布的模拟值和试验值一致。
2.3 焊接变形
对于T型接头,焊接时的快速加热过程中,翼板厚度方向(z轴)上的温度分布不均匀,使得翼板的上表面焊缝处受热发生膨胀,下表面膨胀小甚至不膨胀。从而造成焊接面膨胀受阻,产生较大的横向压缩塑性变形。因此,焊后冷却时就会在焊缝厚度方向上出现收缩不均匀的现象,并导致角变形的产生,而角变形的大小可以用翼板边缘厚度方向的位移来反映。
由图6可见,在考虑相变情况下,最大变形为0.32mm;在不考虑相变的情况下,最大变形为0.39mm;由模拟结果对比可知,两种情况下的变形基本一致,模拟结果仅相差0.07mm,最大变形处均为翼板有焊缝一边的边缘中间。

3 结 论
(1)建立了高强钢T型接头的热-冶金-力学耦合的三维模型,并在考虑了相变的情况下,实现了其多道焊焊接温度场模拟,并得出根据热循环曲线选择多道焊最优工艺参数的方法。
(2)在考虑相变情况下,高强钢T型接头多道焊的应力分布结果表明焊缝及近缝区为纵向拉应力和横向拉应力,远离焊缝中心为纵向压应力和横向拉应力,且焊缝中心由于相变导致体积增大,应力略小于近缝区的;模拟结果与试验结果基本吻合,证明了模拟结果的准确性。
(3)在考虑相变与不考虑相变两种情况下,T型接头多道焊变形对比结果表明,相变对焊接变形的影响不明显。
[1]RAVI VISHNU P.Solid-state transformations in weldments[J].ASM Handbook,1994,6:70-87.
[2]陆皓,李培麟,陈俊梅.低合金高强钢焊接固态相变力学行为及模拟技术研究[C]//2010信息化焊接国际论坛论文集.北京:[出版者不详],2010,5:43-47.
[3]LEE C H,CHANG K H.Prediction of residual stresses in high strength carbon steel pipe weld considering solid-state phase transformation effects[J].Computers and Structures,2011,89:256-265.
[4]LEE C H,CHANG K H.Finite element simulation of the residual stresses in high strength carbon steel butt weld incorporating solid-state phase transformation[J].Computational Materials Science,2009,46:1014-1022.
[5]DENG D.FEM prediction of welding residual stress and distortion in carbon steel considering phase transformation effects[J].Materials and Design,2009,30:359-366.
[6]LEBLOND J B,DEVAUX J.A new kinetic model for anisothermal metallurgical transformations in steel including effect of austenite grain size[J].Acta Metallurgica,1984,32(1):137-146.
[7]LEBLOND J B.A theoretical and numerical approach to the plastic behaviour of steels during phase transformation-I.Derivation of general relations[J].Journal of the Mechanics and Physics of Solids,1986,34(4):395-409.
[8]LEBLOND J B,MOTTET G,DEVAUX J C.A theoretical and numerical approach to the plastic behaviour of steels during phase transformations-II.Study of classical plasticity for ideal-plastic phases[J].Journal of the Mechanics and Physics of Solids,1986,34(4):411-432.
[9]LEBLOND J B.Mathematical modelling of transformation plasticity in steels I:case of ideal-plastic phases[J].International Journal of Plasticity,1989,5(6):551-572.
[10]KOISTINEN D,MARBURGER R.A general equation pre-scribing the extent of the austenite-martensite transformation in pure iron-carbon alloys and plain carbon steels[J].Acta Metallurgica,1959,7(1):59-60.
