硅胶负载型催化剂催化合成新型增塑剂柠檬酸三戊酯
2013-08-16闫建明石家庄白龙化工股份有限公司050031
闫建明(石家庄白龙化工股份有限公司 050031)
一.实验步骤
1.实验准备
试剂选用柠檬酸(C6H8O7)、正戊醇(C5H12O)和硫酸氢钠(NaHSO4)等几种,均属于分析纯试剂。其中,C6H8O7和NaHSO4在使用前,先放置于温度为100℃的烘箱中进行干燥处理。
仪器选用由美国Nicolet公司生产的傅立叶变换红外光谱仪,型号为Avatar360;气相色谱仪,型号为GC-14C;阿贝折射仪,型号为WAY-2S。
2.实验方法
(1)制备催化剂方法
?

?
?
?

?

?
为将硅胶表面水分及孔隙吸附气体排净,需要先加热硅胶至150℃,并进行4h左右干燥,干燥器皿内冷却,待温度下降至室温时,将一定量磨细的Ti(SO4)2、C2H6O(无水乙醇)和硅胶进行混合,并加热回流30min,放置在105℃的烘箱内作12h左右的干燥处理。磨细后,制备硅胶负载硫酸钛完毕。
将一定浓度的Zr(SO4)2与硅胶进行浸渍,约14h后再对其进行过滤,并放置在300℃的烘箱中作2h左右的干燥处理,制备硅胶负载硫酸锆完毕。
(2)制备柠檬酸三戊酯方法
在三口瓶(分水器、回流冷凝管、搅拌器和温度计)中,按照一定量分别加入C6H8O7、C5H12O和NaHSO4,待C6H8O7完全溶解后,加入一定量硅胶负载硫酸钛(或硅胶负载硫酸锆),待加热回流一段时间后,及时做好反应时间的记录工作,并进行分水,待反应结束后,静置反应瓶并冷却,并用标准NaOH溶液进行滴定,将催化剂滤出。
采用饱和Na2CO3溶液以及饱和HCL溶液将滤液缓慢洗涤,待滤液呈中性停止。再将C5H12O和H2O减压后脱除,制得柠檬酸三戊酯。
活性炭在完成脱色步骤后,分别采用气相色谱仪、红外光谱仪对其含量、产品进行分析,按照酯化率的计算公式进行测定,为:

二.结果与讨论
1.不同种类的催化剂比较
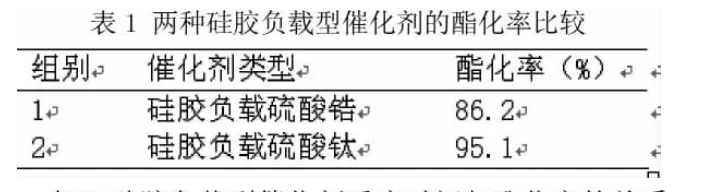
分别用硅胶负载硫酸锆和硅胶负载硫酸钛制成柠檬酸三戊酯,在催化剂为0.5g,C6H8O7=0.04mol,以及醇:酸=5:1的情况下,进行加热回流,同时将反应温度控制在155~165℃之间,持续反应达3h,再对两种硅胶负载型催化剂的酯化率进行测定。具体如表1所示。
由此可见,硅胶负载硫酸钛的催化活性相对要较好,容易分离纯化,经红外光谱仪分析其产品,结果显示为淡黄色,并可在精馏的作用下,使其变为透明无色油状产品。确定使用该催化剂作进一步探讨。
2.优选合成参数
影响酯化率的合成参数主要包括催化剂的反应时间、醇酸比和活化温度,以及用量等几种。为实现合成参数的优选,现结合相关实验,对几者进行逐一验证,具体分析如下。
(1)反应时间
在C6H8O7=0.04mol,醇:酸为4:1的情况下,将活化温度维持在400℃左右,并使用1%催化剂,此时调整反应时间参数,结果如表2所示。
由此可知,反应时间越长,酯化率也会相应提升,且在超过3h以后,酯化率上升幅度趋于平缓。可优选3h作为反应时间。
(2)醇酸比
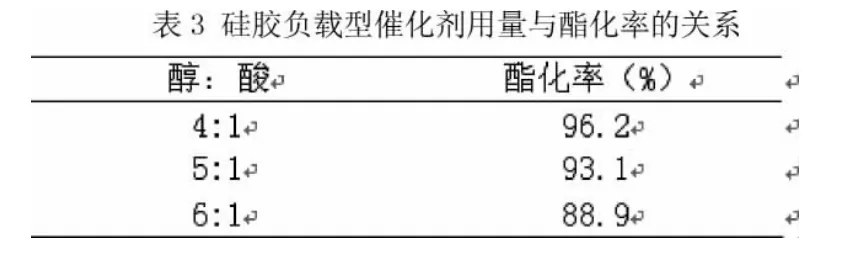
由于酯化反应具有可逆性,我们可通过加大反应物浓度的方式,来提升酯化率。在C6H8O7=0.04mol,活化温度400℃左右,以及使用1%催化剂的情况下,将反应时间控制在3h左右,此时调整醇酸比参数,结果如表3所示。
由此可知,醇酸比越大(超过4:1后),酯化率呈现出明显降低的趋势,为此,可优选4:1作为醇酸比。
(3)活化温度
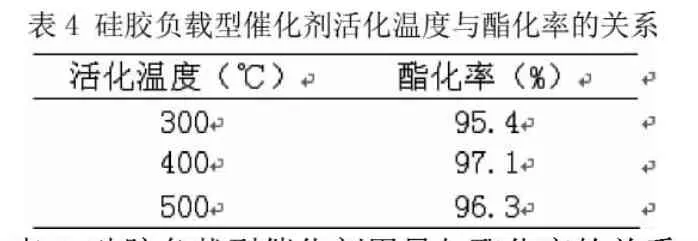
在C6H8O7=0.04mol,醇:酸为4:1,以及使用1%催化剂的情况下,将反应时间控制在3h左右,此时调整活化温度参数,结果如表4所示。
由此可见,在300℃到400℃期间,活化温度越大,酯化率呈现出上升趋势;当活化温度>400℃,酯化率开始呈现出下降的趋势。导致这种现象的出现,可能与催化剂中的硫随着温度上升而损失越来越大有关。为此,可优选400℃作为活化温度。
(4)用量
在C6H8O7=0.04mol,醇:酸为4:1,以及活化温度维持在400℃左右的情况下,将反应时间控制在3h左右,此时调整用量参数,结果如表5所示。
由此可知,在1%到3%用量期间,催化剂用量越多,酯化率也越高,当用量>3%,酯化率开始呈现出下降趋势。导致这种情况的可能因素是吸附反应物较多。为此,可优选3%作为用量。
三.实验验证
在C6H8O7=0.12mol,醇:酸为4:1,以及使用3%催化剂用量的情况下,将活化温度维持在400℃左右,将反应时间控制在3h左右,重复3次本实验,并做好记录,结果如下表(表6)所示。
由此可知,在上述情况下进行实验,结果均趋于稳定,酯化率约在97.2%~97.3%之间波动,提示硅胶负载型催化剂催化合成新型增塑剂柠檬酸三戊酯的工艺具有可行性。
四.体会
经研究表明,采用硅胶负载硫酸钛作为催化剂,155~165℃作为反应温度,在 C6H8O7=0.12mol,醇:酸 =4:1,用量 3%,活化温度400℃,以及反应时间3h的情况下,酯化率可达到97.3%左右,可以有效用于新型增塑剂柠檬酸三戊酯的催化合成。并且该催化剂还具有催化活性较好、容易分离纯化等典型特征,值得推广。
[1]滕俊江,乔艳辉,黄小梅.氨基磺酸催化合成柠檬酸三戊酯[J].工业催化,2010,18(2):67-70.
[2]汪多仁.柠檬酸三戊酯的开发与应用进展 [J].增塑剂,201O,21(2):35-37.
[3]涂援鸿,熊斌,廖维林,等.硅胶负载硫酸铁催化合成香兰素 1,2-丙二醇醛[J].日用化学工业,2008,38(1):39-41.