基于CCD的大型台阶轴锻件同轴度测量
2013-08-16王亚辉卢纪生张书军陈东辉
佟 金,王亚辉,卢纪生,张书军,陈东辉
(1.吉林大学 工程仿生教育部重点实验室,长春 130022;2.吉林大学 生物与农业工程学院,长春 130022;3.School of Computing and Technology,The University of Gloucestershire,The Park,Cheltenham GL502RH,UK)
0 引 言
在锻件生产过程中,如何在近千度的高温下,在线测量锻件的几何参数一直是长期未能解决的技术难题。目前,许多锻件生产厂还在采用简单工具人工测量锻件的直径或长度;而尚无法进行台阶轴同轴度的在线测量。因此在加工台阶轴锻件时,为保证后期加工质量,不得不加大冷加工余量,最大直径为400~550mm的台阶轴类锻件的加工余量可达30mm;最大直径大于1000mm的台阶轴类锻件的最大加工余量为40mm[1],由此造成的锻件损耗平均达15%[2]。如果离线测量,需要另加辅具定位,测量时间长,对生产效率和锻件质量均有较大影响。
目前我国年生产大锻件约40万吨[3],如果将上述的锻件损耗降低50%,每年将可节省3万吨钢材,由此带来的直接经济效益近亿元。如果计入后期的冷、热加工及运输成本,提升经济效益的空间更大。
针对该问题的研究已取得了一定的成果。但多数的研究都侧重于锻件直径和长度的测量。如韩国的双频激光器测量系统[4]由3个激光器和彼此正交的2个长导轨组成,激光器所发射的激光束投向锻件,则两激光束之间的距离即为所测锻件长度(厚度或直径);德国的LaCam-Forge系统[5],是将激光测量系统安装在某一固定位置,通过对大锻件的连续扫描,采集大量的锻件表面数据,最终通过图像处理完成锻件的尺寸测量。我国上海交通大学的激光雷达法[6]是通过激光测距仪对大锻件表面进行连续扫描,根据一定的数学模型计算扫描点的三维坐标,从而计算出大锻件的尺寸。上述方法均采用激光器作为核心的测量工具,而激光器只能在30℃以下环境中工作,在大锻件高温生产环境,其测量精度将受到影响。郑宇提出了一种基于激光的同轴度测量方法[7],通过激光扫描获得锻件表面被测点的位置坐标,该坐标经计算机处理后得到锻件的同轴度信息。由于该方法同样使用了激光器,所以测量精度仍会受到高温的影响。
本文提出了一种测量大锻件同轴度的新方法。该方法采用面阵CCD作为测量工具;面阵CCD可实时获取锻件的图像,便于操作人员实时监控锻件的生产过程;操作人员可以在获取的锻件图像上选取适当的位置进行测量。在该方法的基础上开发了原型系统,并对系统测量同轴度进行了实验验证。实验采用自主开发的软件进行图像处理。测量结果反映测量综合误差在合理范围之内,单次测量时间在10s之内。面阵CCD具有体积小、可靠性高、测量速度快及对工作环境无特殊要求等优点。
1 测量原理及系统简介
采用面阵CCD作为主要测量元件的大锻件测量系统的结构如图1所示。系统由数据采集子系统、数据处理子系统及数据输出设备组成。首先由CCD获取锻件图像,然后由图像采集卡进行A/D转换,再由图像处理软件对转换后的数据进行处理,最后用相应的数学模型计算出台阶轴的同轴度。
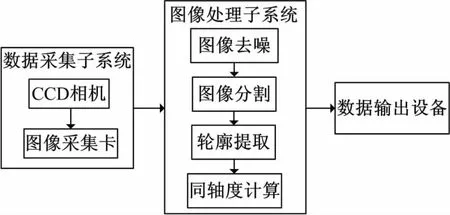
图1 大锻件测量系统Fig.1 System diagram
1.1 测量过程
测量过程由5个主要阶段组成:
(1)采用CCD拍摄锻件侧面图像(图2(a));
(2)使用图像分割软件将锻件从背景中分割出来;
(3)提取锻件轮廓(图2(b));
(4)沿轴向选取若干测量位置,获取相应位置的上下边界坐标;
(5)将坐标值代入相应的数学模型,计算出锻件的同轴度。

图2 台阶轴图像Fig.2 Image of the forge component
为实现以上过程,必须建立相应的数学模型及图像分割算法。
1.2 同轴度的数学模型
1.2.1 照相机成像模型
同轴度的数学模型建立在CCD照相机的成像原理上。CCD成像采用传统的针孔模型(图3),其中O点为照相机镜头的光心,X轴和Y轴分别与像坐标系的x轴和y轴平行,Z轴为照相机的光轴,与像平面垂直。光轴与像平面的交点O1即为像坐标系的原点。由点O及X,Y,Z轴组成的直角坐标系称为照相机坐标系,OO1为照相机焦距f。
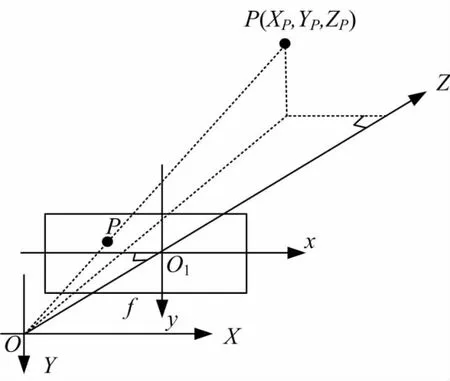
图3 照相机成像模型Fig.3 Camera imaging model
空间任意一点P在像平面上的成像位置p可以用针孔模型近似表示,即任意点P在图像上的投影位置p为光心与P点的连线OP与像平面的交点,由比例关系可知
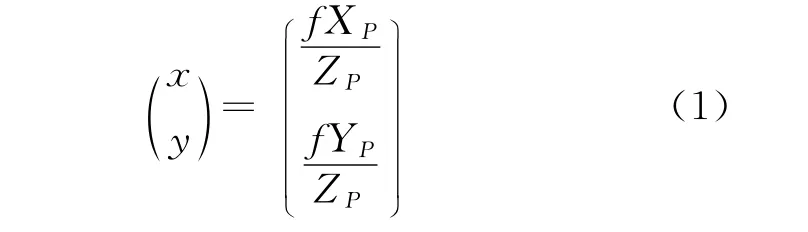
式中:(x,y)为P点在像坐标系下的坐标;(XP,YP,ZP)为空间点P在照相机坐标系下的坐标;f为照相机焦距。
1.2.2 中点测量的数学模型
锻件中点测量示意图如图4所示。图中的圆表示锻件轴向方向的投影,Z轴为CCD的光轴,Y轴沿锻件径向并且通过锻件中心C,CCD镜头中心距离锻件中心的水平距离为物距L0,O为镜头中心,从镜头中心作两条直线与工件相切,切线AO与圆的切点为N,CN 长度为R,即锻件的半径,切线AO、BO与Y轴的交点分别为A(0,a)和B(0,b),与Z轴的夹角分别为α和γ。
由式(1)可知,图4中DA和DB的长度a和b分别为
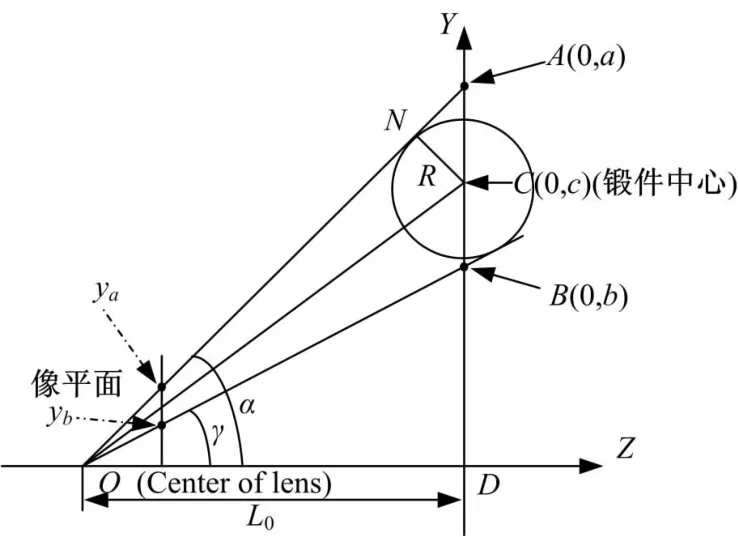
图4 锻件中点测量示意图Fig.4 Center point measurement model

式中:ya,yb分别为点A,B在像平面上的投影的y坐标。
在直角三角形COD中

根据三角公式,式(4)可简化为

在直角三角形OAD和OBD中
所以公式(5)可转化为

由此可知锻件中心C的坐标为(0,c),c=CD。
1.2.3 台阶轴的同轴度检测
同轴度检测示意图如图5所示。经过图像处理后,获得如图2(b)所示的轮廓图;在轮廓图上选取测量位置,获取该位置处轮廓上下边界坐标P(x1,y1),Q(x1,y2)。根据公式(1)(6)可计算出该位置处锻件中心点A的坐标为
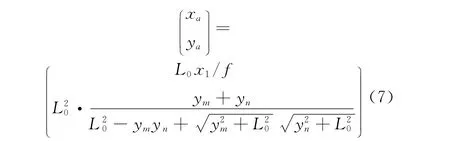
同理可以计算出锻件其他两处中心点的坐标B(xb,yb)和C(xc,yc)。
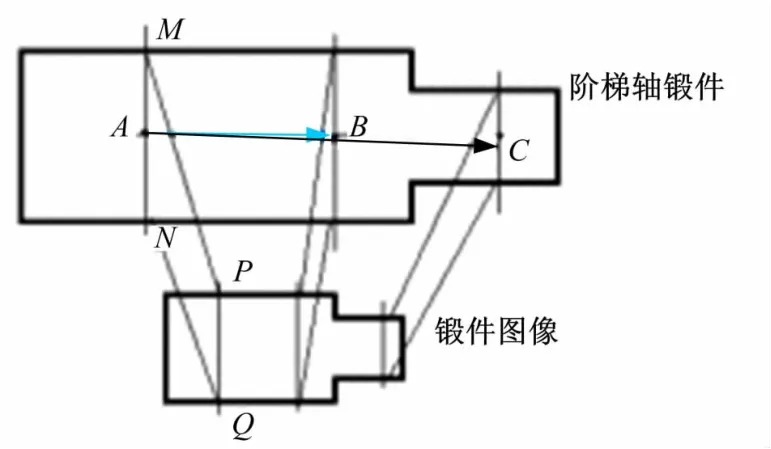
图5 同轴度检测示意图Fig.5 Coaxiality detection model
在图5中,向量

由式(8)得:

若sinθ=0,则点A,B,C在同一直线上,即A,B,C同轴;若sinθ>0,则点C在直线AB 上方;若sinθ<0,则点C在直线AB下方;点C到直线AB的距离d为
同轴度误差为

2 系统结构
2.1 系统硬件
系统的硬件由工业控制机,CCD照相机,图像采集卡及LED显示屏组成(见图6)。工业控制机对摄像系统、LED显示系统、测量系统进行控制。本系统使用的是1280×960的面阵式CCD照相机。CCD照相机通过图像采集卡与工业控制机相连;由CCD照相机获取锻件图像,经图像采集卡转换后传入计算机,再由图像处理软件处理,处理结果经计算机显示屏或LED显示屏输出。
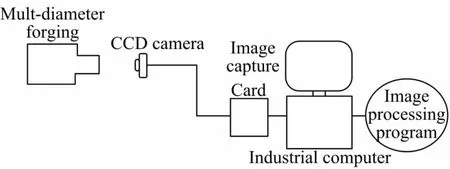
图6 系统硬件示意图Fig.6 System hardware
2.2 系统软件
系统软件平台为 Windowsnt 4.0。软件用Visual C++6.0编制。软件由参数设置、图像采集、图像处理及结果输出组成。
软件界面如图7所示。界面左侧窗口显示CCD获取的锻造现场实时视频信号;右侧窗口显示从视屏信号中截取的现场图像。由图像处理软件对截取的图像进行处理。首先去除图像的噪声;然后进行图像分割,将锻件与背景分离;接下来确定锻件的轮廓,并选取若干测量位置;获取各个位置上下边界的坐标;将坐标代入公式(7)计算出各位置中心点坐标;最后使用公式(10)(11)进行同轴度判断,并计算同轴度误差。
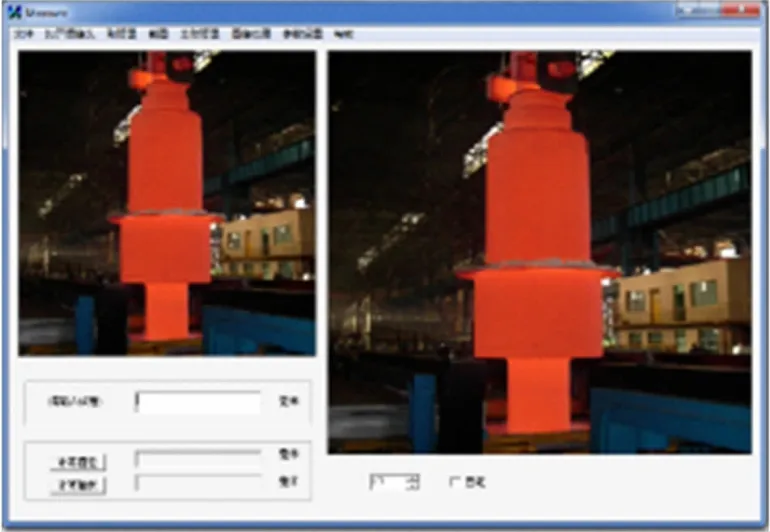
图7 软件操作界面Fig.7 Software interface
系统中采用中值滤波配合形态学方法作为滤波算法[8],实验结果显示该算法可去除CCD获取的图像中的噪声。
由于图像分割直接影响最后的测量结果,所以系统中采用改进的区域生长算法进行图像分割。该算法可直接用于彩色图像,通过为像素的r,g,b分量设置不同的阈值,以确定是否将给定点加入生长区域。该算法的处理步骤如下:
(1)在图像的锻件区域选取一点P0(x0,y0)。
(2)去点P0的四个邻点P(x,y),检测点P的r,g,b分量是否满足生长条件;如果它们全部满足条件,将点P与P0合并(将他们放入同一区域),并将点P压入堆栈。
(3)从堆栈中弹出一点,将它作为新的P0重复步骤(1)。
(4)若堆栈为空,则算法结束。
3 实验结果及分析
选取一个已知参数的台阶轴(见图8)作为实验对象,该台阶轴的最大直径为500mm,同轴度误差为0.02mm;测量物距为4000mm。在轴上选取4个测量位置进行同轴度检测。实验分为10组,每组实验均在上组实验的基础上将锻件旋转20°,然后对 A,B,C,D 四个位置进行多次检测。
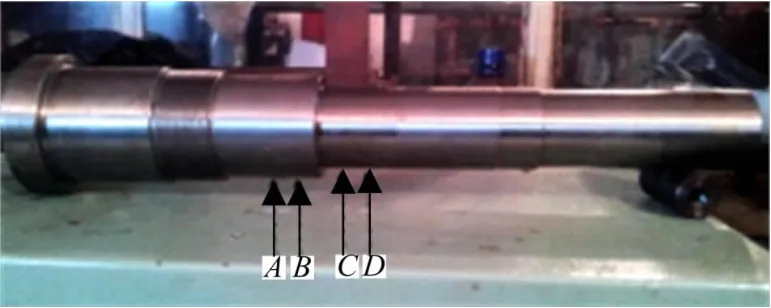
图8 被检测台阶轴Fig.8 Object to be measured and the position of the diameter measurement
3.1 实验结果分析
第1组实验结果如表1所示。表1显示,该组测量的最小误差为0.86mm,约为锻件最大直径的0.172%;测量的最大误差为1.44mm,约为锻件最大直径的0.288%;平均误差为1.24mm,约为锻件直径的0.244%。该结果说明,通过多次测量取平均值为结果,可在一定程度内降低测量误差,因此在实际使用时,可根据现场的需求,增加测量的次数,以提高测量结果的准确度。
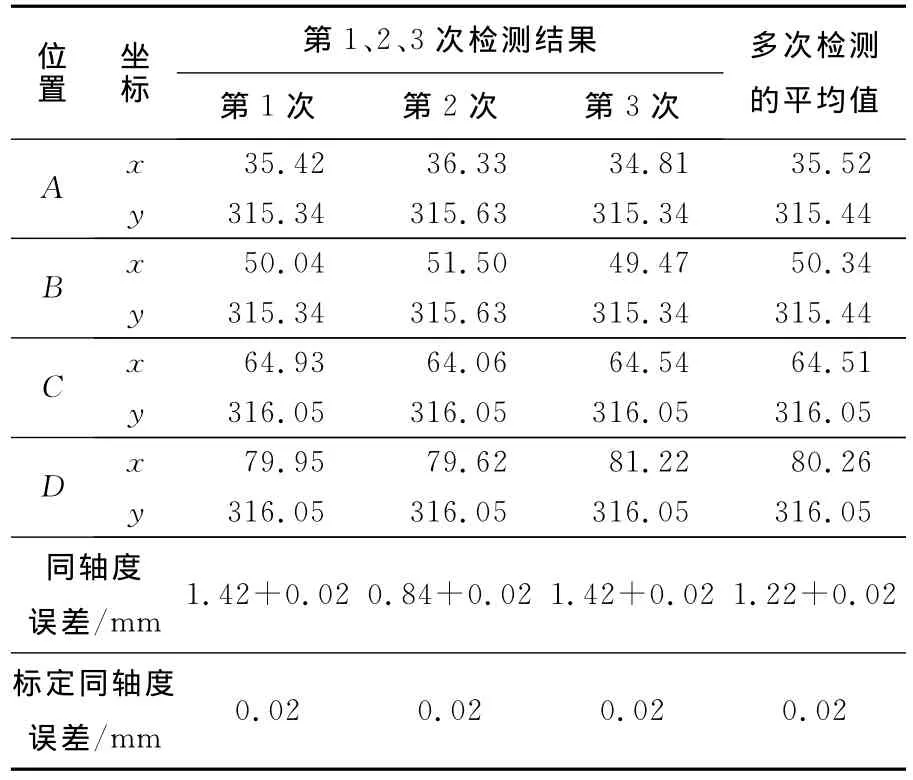
表1 第1组同轴度检测结果Table 1 Results of the first set coaxiality detection
第2至第10组检测的结果见表2。实验结果显示检测的最小同轴度误差为0.87mm,约为锻件最大直径的0.174%;最大同轴度误差为1.50mm,约为锻件最大直径的0.3%。该台阶轴的给定同轴度误差为0.02mm。该结果显示,系统在测量直径为500mm的台阶轴时,误差在1.5mm以内,若应用于实际生产,可大大降低所需的加工余量,从而达到提高生产效率、降低成本的目的。
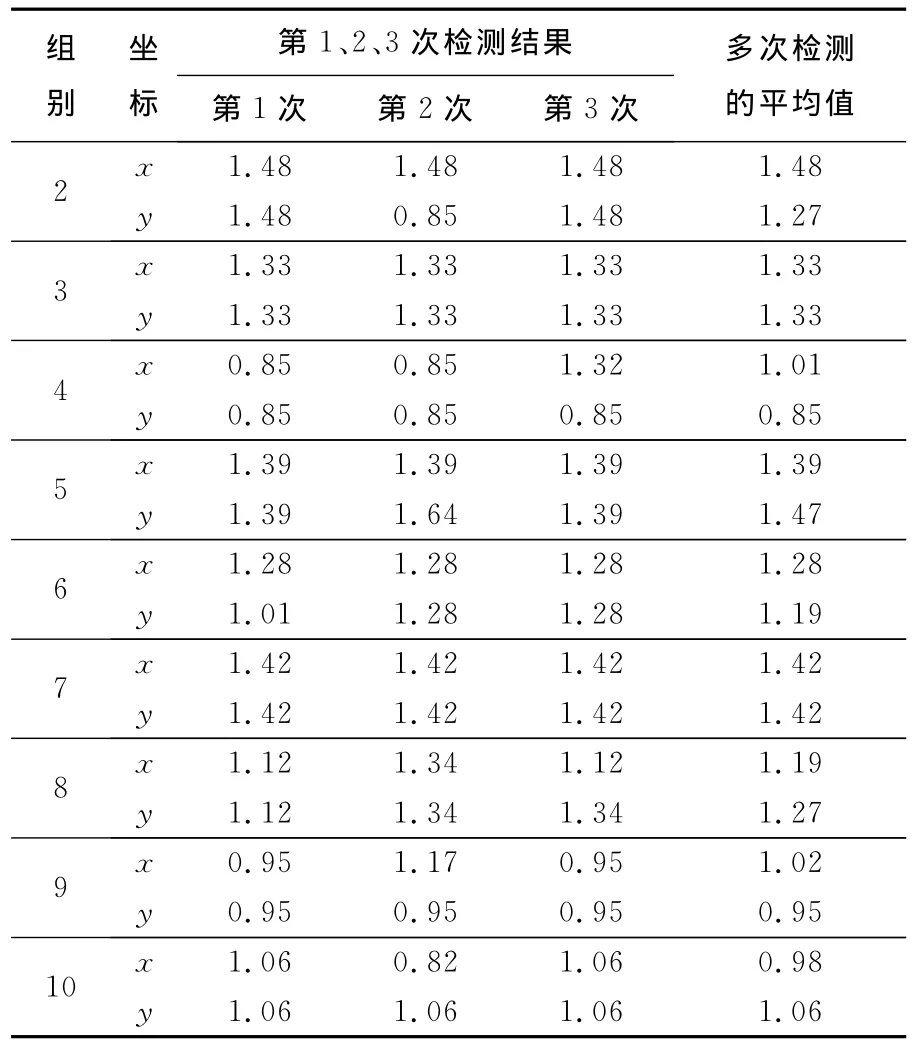
表2 第2组至第10组同轴度检测结果Table 2 Results of the second set to tenth set coaxiality detection
不同测量次数的同轴度检测结果略有不同,这可能是由以下原因引起:
(1)锻件表面平整度。锻件表面微小的突起都会导致不同位置的检测结果不同。
(2)图像处理算法的精确度。因为需要通过软件来确定锻件的边界,所以是否能准确确定锻件的边界将直接影响检测的结果。
(3)CCD照相机的分辨率。在数字图像中使用像素来表示图像,这导致图像中锻件的轮廓会与实际的锻件有细微的差别,从而导致最后的误差。
为改善测量结果,可采取以下措施:
(1)对同一位置多次测量后取平均值为最后的测量结果。
(2)改善图像处理软件,尽量提高处理的精度。
(3)提高CCD照相机的分辨率。
3.2 经济效益分析
以一普通台阶轴锻件为例进行经济效益分析。该锻件的最大直径为500mm,粗轴部分长为1000mm,细轴部分长为2000mm,台阶高度为50mm。使用传统方法和使用CCD测量方法所需材料和成本对比见表3。
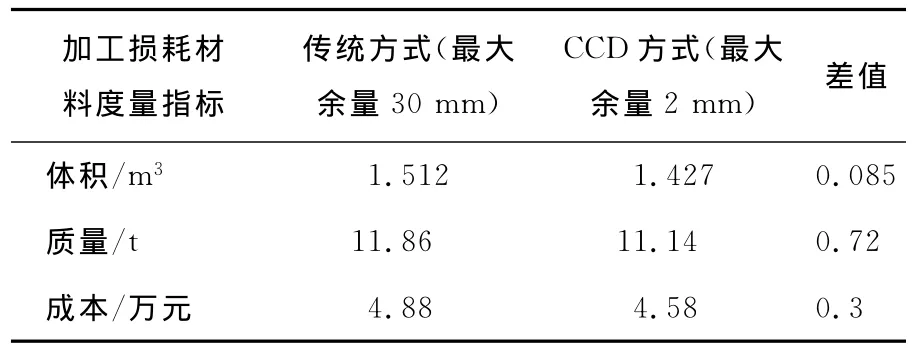
表3 传统方法和CCD方法的经济效益比较Table 3 Comparing of traditional method and CCD-based method
由表3可见,使用CCD方法可节省材料0.085m3,约0.72t,合计0.3万元,约为成本的7%。若考虑到后期冷加工及运输,还可节省更多的费用。另外,本例中采用的是实心轴,而在实际生产中还会加工空心轴,这样节省的费用与占成本的比例将大大提高。
4 结束语
提出并开发了一种基于CCD的锻件集合尺寸在线测量系统,该系统可用于在线测量锻件的多种集合尺寸,并可用于在线测量台阶轴的同轴度。实验显示,该系统可在距锻件4000mm处进行在线检测,从而实现了远程非接触在线测量;该系统在线检测最大直径500mm的台阶轴时,最大误差小于1.5mm,可大大降低所需的加工余量,该系统应用到实际生产中,可提高生产效率,降低生产成本。
[1]谢懿.ISBN:711111794实用锻压技术手册[S].北京:机械工业出版社,2003.
[2]聂绍珉,李树奎.大锻件热态在线尺寸测量研究综述[J].金属加工,2008,20(11):22-25.Nie Shao-min,Li Shu-kui.The summary of large size forging measurement[J].Metal Working(Metal Forming),2008,20(11):22-25.
[3]聂绍珉,唐景林.基于CCD的大型锻件尺寸测量研究[J].塑性工程学报(增刊),2005,12(3):85-88.Nie Shao-min,Tang Jing-lin.Measurement of Large size forgings based on CCD[J].Journal of Plasticity Engineering(Supplement),2005,12(3):85-88.
[4]Xiao Y H,Zhan Q M,Pang Q C.3DData ac-quisition by terrestrial laser scanning for protection of historical buildings[C]∥Shanghai:Wireless Communications,Networking and Mobile Computing,2007. WiCom 2007.International Conference,2007.
[5]Ralf Rech,Nicol Müller,Rolf Lamm,et al.Lasermessungen an groβen freiformschmiedestücken[J].Stahl und Eisen,2006,126(2):53-57.
[6]于鹏,高峰.新型大锻件尺寸测量系统的关键技术研究[J].机械设计与研究,2008,24(3):89-92.Yu Peng,Gao Feng.Research and development of a new large-size forging measurement system[J].Mechanical Design and Research,2008,24(3):89-92.
[7]郑宇,郭蕴纹.台阶轴非接触在线检测方法的研究[J].长春理工大学学报,2004,27(3):56-63.Zheng Yu,Guo Yun-wen.Studies on non-contact on-line inspecting method of echelon a-xis[J].Journal of Changchun University of Science and Technology,2004,27(3):56-63.
[8]Gonzalez R C,Woods R E.ISBN:0201180758Digital Image Processing[S]. (2nd Edition)New Jersey,USA:Prentice Hall,2002.
