广数工业机器人堆垛参数的便捷可调设计
2013-08-15陈东青邝禹聪
陈东青,邝禹聪
(华南理工大学广州学院,广州 510800)
1 广数工业机器人执行堆垛动作介绍
如图1,利用广数工业机器人从取工件位吸住工件,再移动到放工件位堆叠起来,执行这一堆垛动作的一般程序如图1 所示。
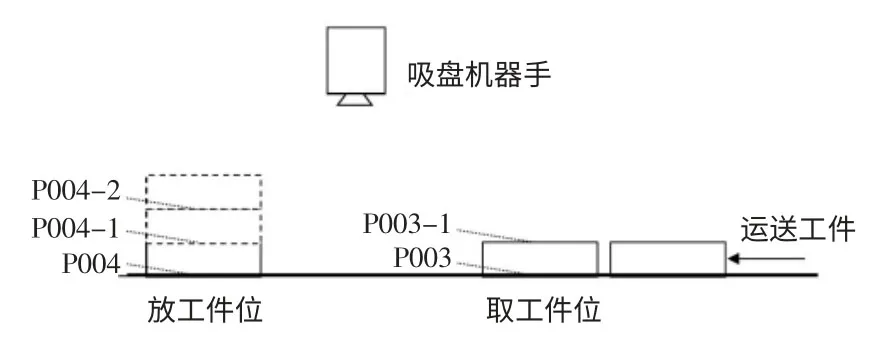
图1 机器人堆垛示意图

其中,堆叠工件主要是利用了平移指令可以比设定点多移动一段平移量的功能。PR000 是每次平移的增量,在变量设置内设为定值,即为工件厚度;“R001<X”中的X 是堆叠程序执行的次数,即为堆垛的层数。
可见,单独使用广数机器人完成堆垛任务时,若要求堆垛的工件层数或工件厚度发生变化,就必须修改机器人程序及参数,现场集中管理、调节不方便。
由于要求现场整个生产系统由三菱PLC 控制并在触摸屏上集中显示、调节,下面具体介绍如何利用机器人与PLC的配合,来实现在触摸屏上便捷地修改堆垛层数与工件厚度的目的。
2 通信处理
广数工业机器人与三菱PLC的通信是通过继电器导通电平信号来实现的,无法直接传送或接收数字量。因此采取对继电器导通次数进行计数的方法,PLC 发送请求信号,要求机器人程序执行对参数的加法运算,执行完再发送信息给PLC,PLC 通过计数判断是否再次发送请求。设计机器人流程框图如图2 所示,连接与堆垛参数相关的IO 接线如表1。
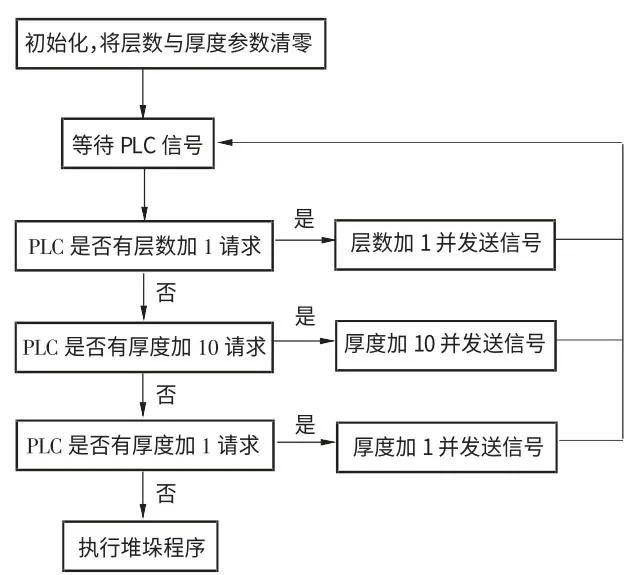
图2 机器人流程图

表1 PLC与机器人IO表
其中厚度加10 请求是当工件厚度较大时,若无加10请求,则与厚度加1相关的继电器需要导通次数太多;有加10 请求则可以减少继电器导通次数,加快运算速度。
3 程序编写与示例描述

图3 PLC 程序图
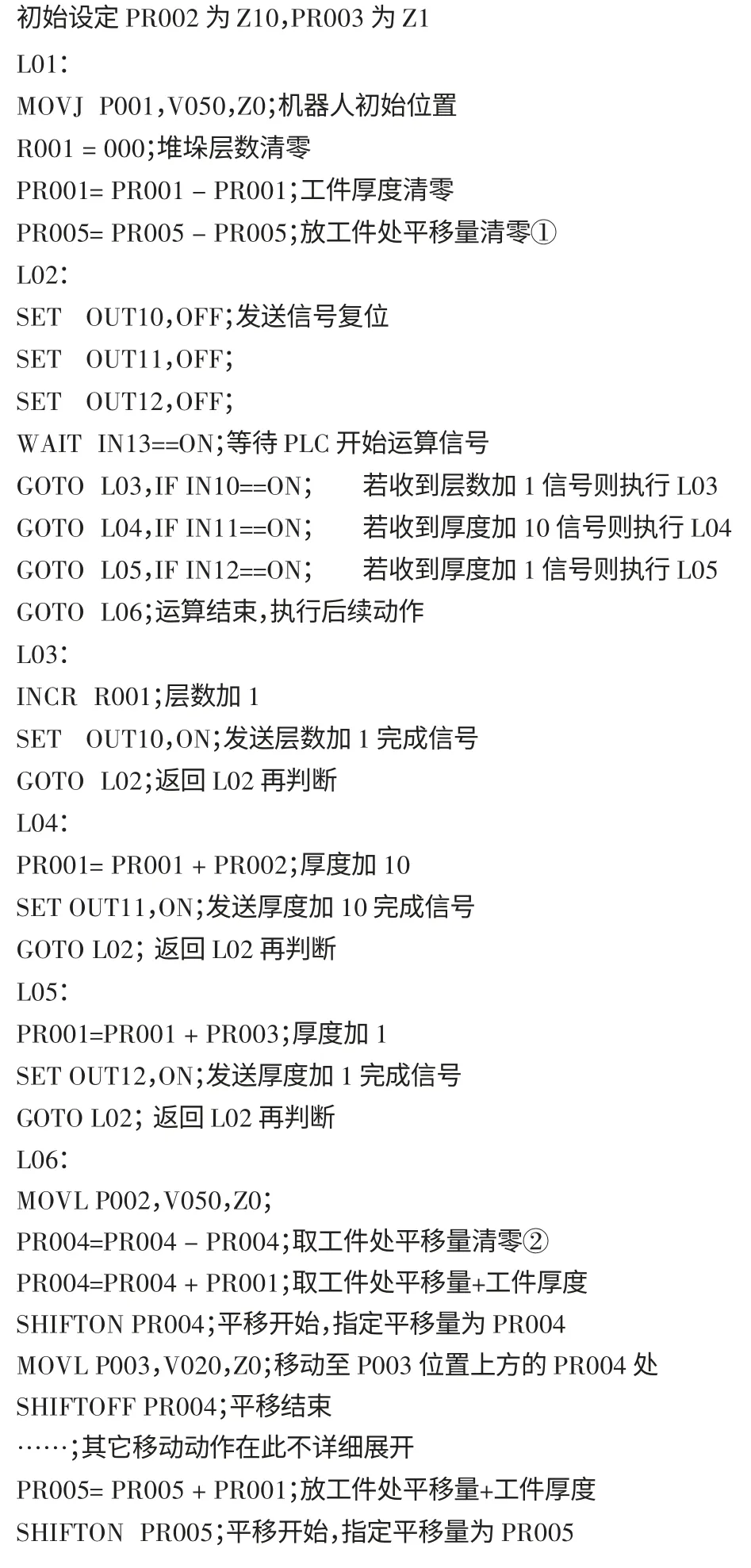
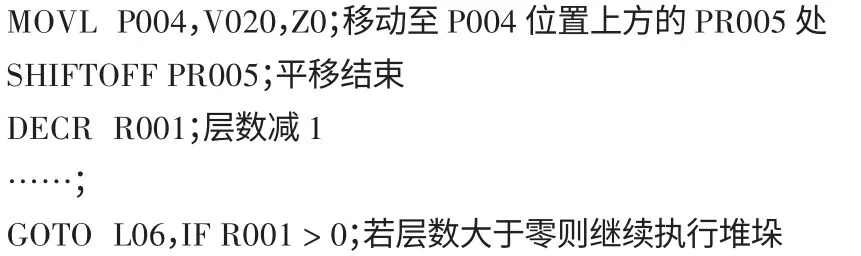
根据图2 流程要求,编写广数工业机器人程序及与其配合三菱PLC 程序(图3)。广数工业机器人程序:
下面以要求堆垛层数为3 层,工件厚度为35mm为例,描述三菱PLC 程序与广数机器人程序的配合运算。
触摸屏设置堆垛层数D0=3、工件厚度D1=35;
点击屏上的开始运算M0,运算标志M1 自保持(PLC第11 行);
M1 接通,则工件厚度D1 除以10,得到的结果十位数为D11=3,个位数为D12=5(PLC 第15 行);
由于计数器初始时全部清零,故C0 小于D0,要求层数加1 信号Y10 接通(PLC 第35 行,41、47 行同理Y11、Y12 接通);
Y10 信号与M1 均接通,发送运算信号Y13(PLC 第53 行);
机器人程序运行后,在等待PLC 运算信号处停留,当Y13 接通使IN13为ON,则顺序向下执行;
由于PLC中Y10 接通使IN10为ON,故执行L03,层数参数R001 加1,并发送层数加1 完成信号OUT10;
OUT10 使X10 接通,计数器C0 加1 后为1(PLC 第23 行);
由于C0=1 仍小于D0=3,故Y10 仍接通,Y13 仍接通(PLC 第35、53 行);
机器人程序发送完OUT10 后,跳回L02,将所有发送信号复位,检测到IN13、IN10 仍接通,再执行一次L03;
如此循环,当R001 加至3 时,C0 也为3,等于D0,Y10 不接通(PLC 第35 行),此处堆垛层数的运算结束,为要求的3 层;
接下去为工件厚度运算,由于C1=0 小于D11=3,故Y11 接通,Y13 接通;
机器人程序检测Y11 使IN11 接通,执行L04;
后续运算与层数相似,运算结果为PR001=35,此处工件厚度运算结束;
最后,当C2=D12 时仍需发送一次Y13(PLC 第53 行),机器人检测IN10、11、12 均不接通,则跳至L06,至此堆垛层数与工件厚度运算全部结束,为触摸屏上输入的数值。
4 结语
通过实际调试,上述处理方法能够实现在触摸屏上对堆垛层数与工件厚度进行修改,由于有厚度加10 程序,运行速度也比较快。达到了生产现场管理集中、调节方便的要求。
[1]吕凤玉.基于PLC 脉冲技术的电梯控制系统[J].科技致富向导,2010(15):249-250.
[2]吴广顺,等.PLC在搬运机器人系统中的应用[J].机床与液压,2006(2):188-190.
