基于Copley驱动器的两个直线电机同步控制的设计
2013-08-09李国林刘玉倩
王 慧,李国林,刘玉倩
(中国电子科技集团公司第四十五研究所,北京 100176)
随着LTCC(低温共烧陶瓷)技术的广泛应用,对陶瓷片的印刷过程也提出了越来越高的要求,以往对印刷面积和印刷精度要求不高的场合常采用的气压印刷方式已经不能满足陶瓷片的印刷要求。因此要在整体结构上做出适合这种工艺的调整。将由一侧电机带动的印刷机构转变为由两个安装对称的直线电机同步带动,且保证运行平稳。
1 丝网印刷机中特殊机械结构
在LTCC印刷机中,印刷头结构常采用龙门式架构,由于印刷过程中要求作用在瓷片上的作用力均匀分布,所以对整体的机械结构要求力平衡,因此这种结构主要是采用两个参数相同的直线电机平行排布,走向一致以带动印刷头同步运动,保证输出力平衡。在装配时要严格保证两电机安装在同一平面上。
在印刷头结构图中,印刷工作台由X、Y、θ三向电机驱动,印刷头装置通过导轨装置与1号电机和2号电机直接相连,构成龙门式结构。两个电机平行安装在Z向网框上,连同印刷头装置由Z向电机带动执行升降运动。
运动流程描述:在执行印刷过程时,Z向电机带动Z向网框运行至印刷高度,X、Y、θ三向电机经调整后到达印刷位置,此时,控制两个电机的驱动器向电机发送运动速度指令,使两个电机同时以相同的速度执行完印刷平移动作。
印刷头结构如图1所示。
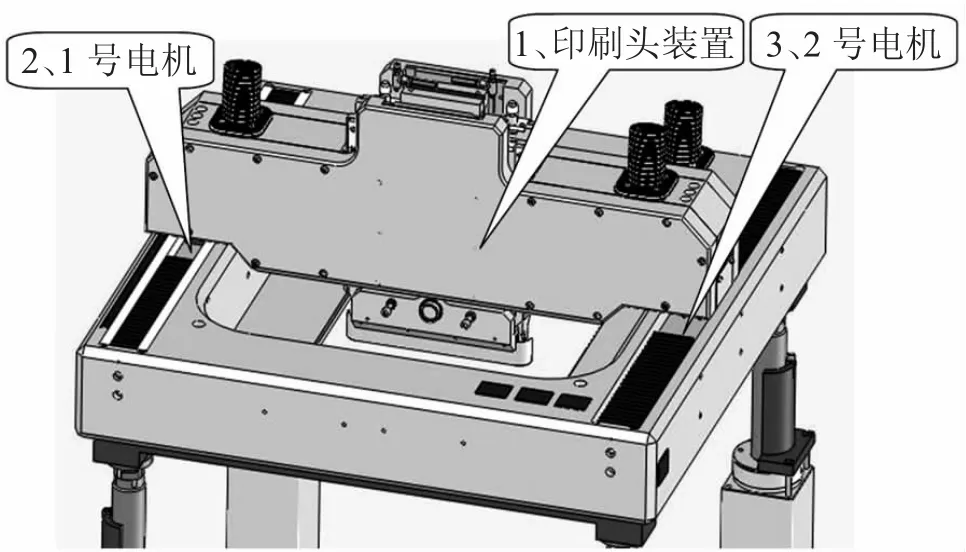
图1 印刷机构示意图
2 两个并行电机的定子排布
为确保电机运行过程中的同步性,电机定子的排列顺序一定在同一方向上保持一致,即N级与S级首尾相接且两侧采用同一排序,这主要是让两电机线圈在磁场中受力保持一致,且方向相同。由于行程长,电机的定子磁块分成几种,所以要在两侧相互对应的位置排列同一种长度的磁块。装配上严格保证对称平齐。磁块的N级与S级之间的安装间隙越小越好,如图2所示。
3 运动控制系统硬件架构
该控制系统主要采用位置闭环控制,通过CanOpen网络进行通讯。上位机为工控机控制,以PCI总线连接CAN通讯卡,Copley驱动器通过CAN总线连接到通讯卡上实现对电机的闭环控制。我们采用两电机并联的方式,共用一个反馈系统,如图3所示。
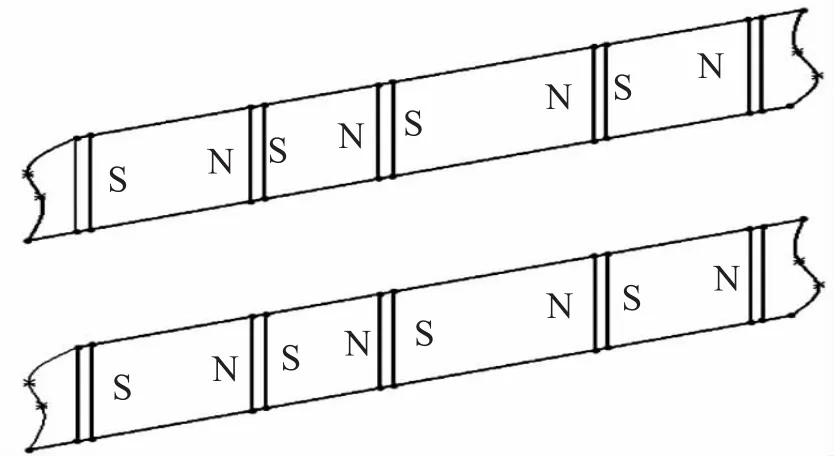
图2 电机定子排布图
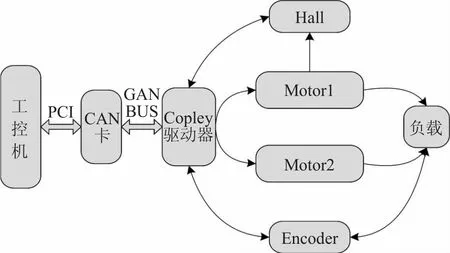
图3 硬件框架图
4 电机实际参数的设置和相位校正
(1)参数设置。在这种特殊结构中,由于一个驱动器同时控制两个电机,参数要根据电机实际运行时的状态来考虑。由于采用并联,驱动器电机输出端的电阻和电感应该是在同时接通两电机时测量每一相后的平均值。对于电机本身的固有参数,反电动势常数BMF和Fc均保持不变,电机的峰值推力也应该是两个电机的峰值推力之和。
对于电机的连续电流IC应按照下列公式计算:

其中:IC为电机连续电流;Fp为峰值推力;Fc为力常数
此处连续电流为直接输入驱动器软件中的电流值。
(2)采用CME2进行电机参数设置,如图4所示。
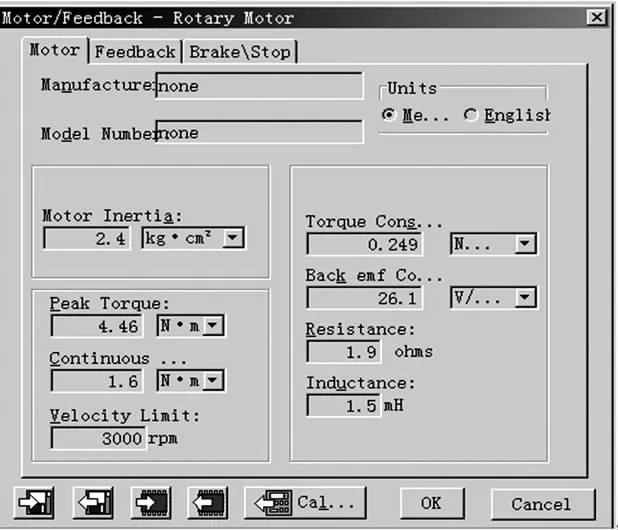
图4 CME2参数设置
(3)相位校正。电机在初始化过程中首先要对电机相位进行校正,本系统主要采用的是Hall和Encoder相结合的反馈模式,电机通电后,霍尔传感器在一段磁极范围内按照我们设置的方向进行调相,因为只采用一个霍尔,所以其中一个电机的相位调整靠机械件间的稳固连接方式来保证,虽然在安装时定子不是完全绝对的对称,它们之间存在微小的误差,但是这种误差在机械结构刚性很强的前提下是不影响运动控制的。并且在陶瓷片印刷过程中没有过低的印刷速度,由于机械连接造成的微小误差是不会影响印刷质量的。
5 控制系统的软件架构
Copley提供了供开发的基于C++的底层函数,所以我们在VC++环境下编译测试程序。首先初始化CAN网络,可以采用CAN View软件监控驱动器CAN网络是否初始化成功。然后初始化驱动器对象,驱动器对象调用设置参数对电机发送控制指令,运动过程中可以通过驱动器调试软件监控速度曲线图,获取电机的位置误差,进而在底层做误差补偿。
控制流程图如图5所示。
部分软件功能代码:

图5 控制流程图
6 总 结
本文介绍的这种单驱动器同步控制两个电机的控制方式改变了以往的控制模式,满足了印刷陶瓷片的工艺要求,并在实际设计中得到应用。
[1] 叶云岳,卢琴芬.直线电机技术手册[M].北京:机械工业出版社,2003.
[2] 李华德.电力拖动控制系统[M].北京:电子工业出版社,2001.