数字化工厂在焊装生产准备过程中的应用
2013-08-06霍鹏程刘国文
霍鹏程,刘国文
(奇瑞汽车股份有限公司,安徽芜湖 241006)
1 数字化工厂的发展趋势
随着全球范围内市场竞争的加剧,缩短产品的设计周期、生产周期、上市周期,降低开发成本已成为企业追逐的目标。多功能性、高独立性和产品的短期设计制造都给制造系统的规划和设计提出更高的要求。各企业在追求规模效益的同时,势必要进行扩大再生产,规划新建厂房或者对现有厂房进行布局优化调整。
在此以奇瑞公司自2008年数字化工厂实施至今在工厂规划中的实际应用为案例,对数字化工厂相关技术进行介绍。同时通过该技术的实施,发现了规划中的一些问题,并提出对策建议,同时结合实际应用,总结出项目实施经验。
1.1 数字化工厂简介
数字化工厂是对传统工厂规划理念的革命。它是根据虚拟制造的原理,通过提供虚拟产品开发环境,利用计算机技术和网络技术,实现工厂规划中的静态工厂规划、装配工艺规划和物流仿真规划,达到缩短工厂建设周期、降低建设成本、优化工艺布局和优化物流方案的目的。数字化工厂与虚拟制造关系如图1所示。

图1 数字化工厂与虚拟制造关系
数字化工厂是一个集成化的计算机环境,在计算机网络和虚拟现实环境中建立起来的用于对生产工程的各个环节,在不同层次(小到操作步骤,大到生产单元、生产线乃至整个工厂)进行设计、仿真、分析和优化,具有集成、开放、并行和人机交互等特点。数字化工厂有广义和狭义之分。从广义角度而言,数字化工厂是以制造产品和提供服务的企业为核心,由核心企业和一切相关的成员构成,使一切信息数字化的动态组织方式。从狭义的角度而言,数字化工厂是以工艺规划和生产线规划为核心,研究如何组织生产的问题,包括产品工艺分析、工艺规划、生产计划、生产线规划、物流仿真和生产线优化等内容。数字化工厂概念如图2所示。
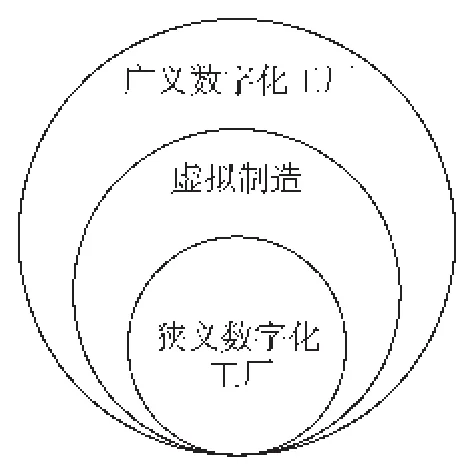
图2 数字化工厂概念
1.2 数字化工厂常用软件和应用情况
到目前为止,数字化制造已经在国外领先汽车制造企业中得到了普遍应用,调查显示,全球前15大汽车制造企业都在不同范围内采用了数字化制造解决方案,并获得了降低规划成本、提高规划质量、加快规划时间等多方面的投资回报。
国内外主流的PLM系统有达索公司(Dassault Systèmes)、参数技术公司(PTC[1])、西门子PLM公司(Siemens Product Lifecycle Management Software Inc.)、欧特克公司(Autodesk,Inc.)、CAXA 等。其中在汽车行业应用最广的主要有达索公司的delmia系统、西门子公司的Tecnomatix,以及在相应系统上高度定制的TBD系统。全球主要汽车制造企业采用PLM系统的情况如图3所示。
1.3 奇瑞公司数字化发展规划
奇瑞公司的数字化发展规划如图4所示。
2 数字化工厂软件介绍
2.1 Delmia系统介绍
Delmia系统是法国达索系统(Dussault System)公司为客户提供的数字化设计、制造和维护管理的PLM平台。Delmia系统主要包含:面向设计制造的DPE;面向物理过程分析的QUEST;面向人机分析的Human;面向虚拟现实的Envision;面向机器人仿真的Robotics;面向系统数据集成的PPR Navigator。
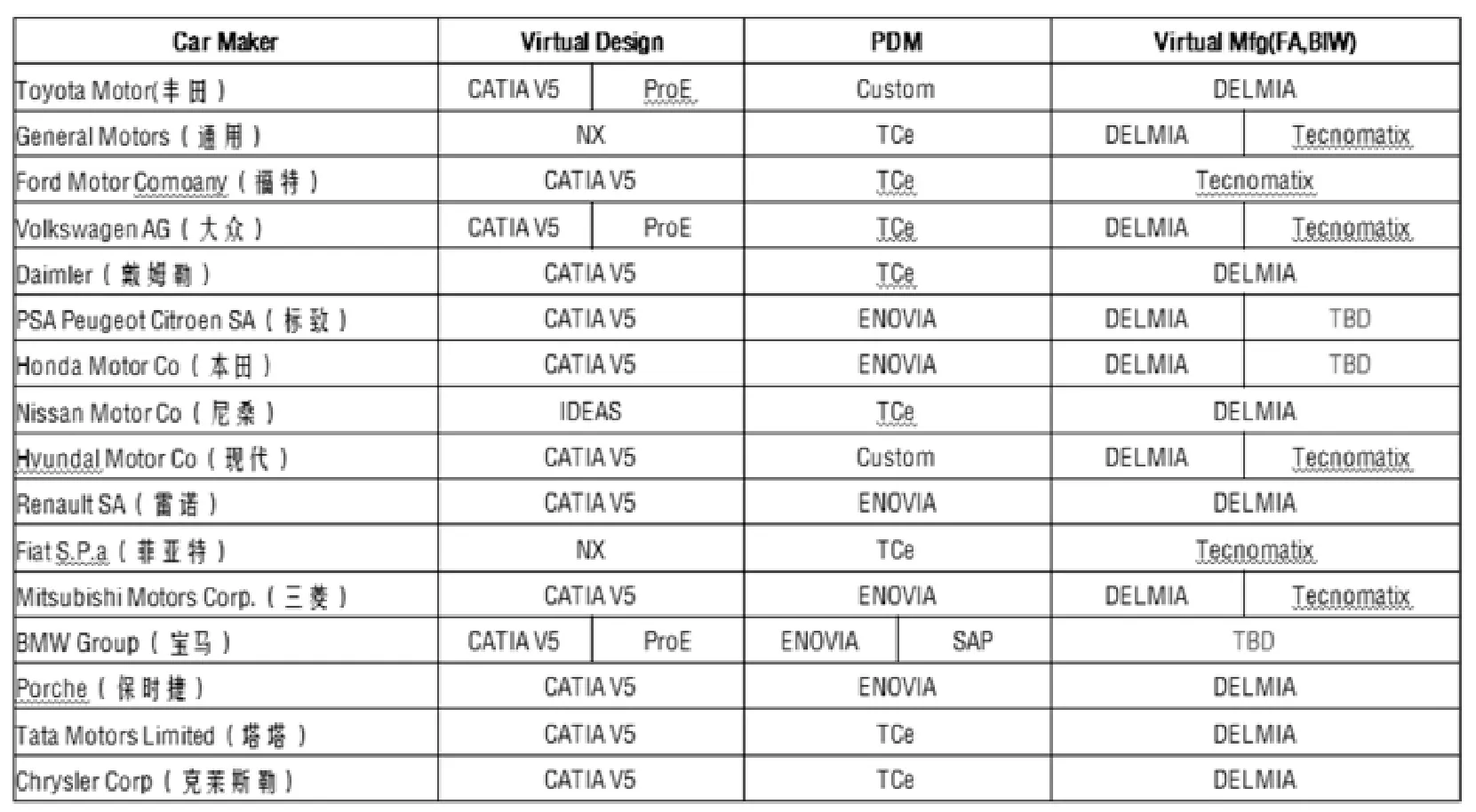
图3 全球主要汽车制造企业采用PLM系统的情况

图4 数字化发展规划
DELMIA软件系统包括两个相互关联的独立软件——DPE(DELMIAProcessEngineer)与DPM(Digital ProcessManufacturing)。前者为数字化工艺规划平台,它建立产品数据、资源数据和工艺结构,并将三者有效地关联在一起,实现工艺方案的评估、各种数据的统计计算、装配工艺结果的输出等;后者提供工艺细节规划和验证应用的环境,以产品、工装的三维模型并结合DPE已设计好的工艺流程进行数字化装配过程的仿真验证,两者通过唯一的PPR Hub数据库共享数据。由于汽车制造行业的特点及各企业在技术标准方面、数据管理方面、输入输出需求方面的差异,使得DPE的通用模板难以应对不同的用户,而二次开发能较好地解决这个问题。DELMIA的二次开发主要指对DPE进行二次开发,按照企业的不同需求,进行客户化定制。
3 生产线规划
3.1 规划内容
数字化工厂是虚拟的集成制造环境,通过其虚拟环境建立目标系统的模型并仿真,能够对参数化表示的生产线进行分析和优化。虚拟环境下生产线的规划包括以下几个内容。
3.1.1 生产线总体初步规划
根据生产纲领和工艺内容,确定生产节拍,选择合适的加工设备和加工参数,采用预设计的物流策略和控制规则,合理安排空间布局以符合现场空间限制,这是生产线规划的第一步,其他规划内容都要依据初步规划后的模型运行数据进行分析判断。
3.1.2 设备分析
判断机床等设备的加工参数设置、服务优先级机制、装夹方式是否合理;分析设备发生故障的频率、故障修复的时间、设备的维护成本对生产线产能和生产任务进度的影响,重新设置设备参数乃至更换设备。
3.1.3 生产线物流规划
判断物流分流策略和控制规则是否合理,验证自动导向小车(AGV)和机械手等运送设备的路径、数量、速度以及服务机制的合理性,分析缓冲站容量和仓库容量是否过大或过小。
3.1.4 生产线布局规划
规划生产线布局,建立生产线的三维视图。对特定工位进行三维的装配操作接近性分析和装配干涉检查。
3.1.5 人机工程分析
通过对生产线上的工作人员进行仿真模拟,分析人员工作的空间和劳动强度,优化工人的动作和行走路线。
3.1.6 平衡性和瓶颈分析
判断生产线上的各种随机因素对平衡性的影响,找出瓶颈工序,通过参数的重新配置和工序的优化消除瓶颈,提高生产能力。
4 数字化工厂在生产线规划中的应用
整个生成准备阶段分为三步:概念规划阶段、资源验证阶段、现场实施阶段,常用模块如图5所示,在不同的阶段有着不同的内容。
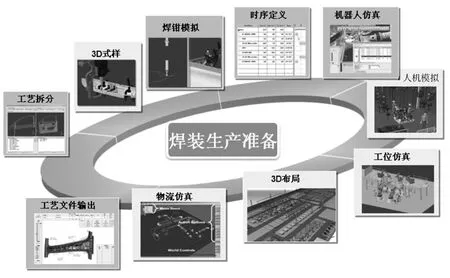
图5 焊装应用范围
4.1 概念规划阶段
4.1.1 工艺设计
工艺规划的主要内容有工艺拆分、3D式样、焊钳模拟、时序定义、机器人仿真、工艺文件输出。
(1)工艺拆分、时序定义。
将产品数据按照工艺需求进行工位拆分、设备选型、时序定义,拆分出满足节拍需求和质量要求的工位,如图6所示。
(2)3D式样、焊钳选型。
在没有夹具的情况下进行焊钳模拟、焊点分配,往往无法考虑与焊钳与夹具的干涉、夹具对焊钳的遮挡等情况。3D式样的引入可以更清楚直观地了解这些情况,提升焊钳选型和焊点分配的准确性,如图7所示。
(3)机器人仿真、人机仿真。
在涉及采用自动化的工位,除验证焊点的可焊接外,还需要需验证机器人姿态的可行性、选择合理的机器人位置、验证焊钳选用是否合适,保证自动化方案的可行性,如图8所示。

图6 工艺拆分

图7 焊钳模拟
在工艺设计过程中,经常会遇到一些工位需要采用非常规的焊接姿态,只进行焊钳模拟对最后的总姿态并没有一个直观的了解。针对这些工位,进行人机姿态仿真,可以直观地看出焊接时人体的姿态,并最终做出决策,如图9所示。

图8 机器人仿真

图9 人机仿真
(4)工艺文件的输出。
在工艺设计完成后,工艺设计的数据保存于系统中,客户可以根据需求调用数据,通过二次开发生成需要的文件。在生成文件的过程中,还可以将企业标准植入二次开发脚本中,进行数据处理,进一步生成数据处理后的文件。如焊接参数表(根据点焊参数库)、判断中频焊机(根据材料、料厚)、判断吊具(根据总成质量)等。
4.2 资源验证阶段
4.2.1 方案、厂房规划
工位仿真:生产线及自动化工位的柔性化能力已成为衡量生产线成功的重要标准。柔性能力越强的工位对机器人之间、机器人与设备间的协同合作能力要求越高。工位仿真可以在方案确定前,对方案进行详细的仿真验证,找出优化方案。
通过工位仿真,可以更准确地确认设备的数量、方案的布置情况、工位占地面积,对预算申报、方案对比确认提供更准确的数据支持。如图10所示。
4.2.2 3D工厂

图10 方案验证(新生产线及混线方案验证)
整个生产车间的设备是由不同的供应商提供的,这对不同设备之间的衔接、校核提出了更高的要求。传统的工厂布置图是二维的,也就是平面布置图,在校核空间方向时造成局限,尤其是在校核高度时,造成不必要的返工。例如夹具、吊具、钢结构、葫芦轨道分属于不同的供应商厂家,在校核起吊空间、转运空间时,二维空间就存在局限性,现场因前期校核不准造成返工的情况很多。3D工厂示意如图11所示。
在工艺拆分过程中搭建3D布局,可以在概念规划时期就发现方案存在的问题,评估现场空间大小。从工位开始搭建,保证工位布局的合理;利用工位搭建的数模然后在区域内进行搭建,优化区域内布局的合理,最终在生产线级别下搭建,形成整个车间布局。如图12所示。
4.3 现场实施

图11 3D工厂
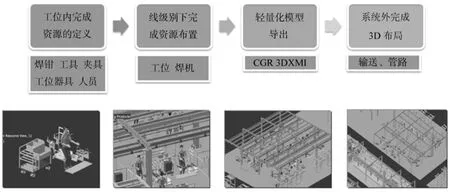
图12 工位3D布局
资源验证后,生成指导现场实施工艺指令,不仅是纸面文件,同时包含3D指令和AVI视频,通过网络(IE浏览器、客户端)发布DELMIA仿真记录。供应商、车间均可查看工艺信息并反馈,形成一个交互式平台,对整个系统工艺进行维护、更新、存档。如图13所示。
5 数字化工厂技术带来的价值
(1)利用数字化工厂技术可实现同平台、集成的、三维的焊装项目工艺规划,提升规划质量和项目管理能力。

图13 信息发布
(2)形象直观地进行工艺规划中的产品、焊点分配,工装运动仿真、机器人仿真、人机操作仿真。提高知识、工艺规划信息的共享率和重用率;在生产规划过程中通过仿真验证产品的可制造性、可装配性、制造流程的合理性、生产线的效率等,及时发现产品设计、生产规划的错误。
(3)方案优化。
a.减少物理样机的数量。
试制物理样机的目的是检查可制造性和可装配性,并借助试验验证汽车的性能。利用数字化制造技术后,很多分析和验证工作都可以通过数字样机来完成。
b.生产线设计更加优化。
生产线布局之前,在虚拟环境中不断分析、验证和改进设计方案,从而大大优化了生产线规划的质量,减少了许多实施后调整工作所带来的损失。
c.通过旧线改造来提高生产效率。
在软件平台的设计和分析生产过程中,以虚拟方式评估备选布局及物流方案,在变动生产布局前对变动结果进行预测。这样在搬迁或整合工厂、增添新车型时,生产改造过程就变得简单和可靠。
d.提高生产的柔性化方案的可行性。
通过生产线的柔性设计,在一条生产线可以生产更多类型的汽车,从而提高了生产线的利用率,并大幅节约成本、缩短时间。柔性生产线需要不同设备、配合实施,对各设备集成的要求更高,通过前期的仿真验证,能更早、更准确地判断出方案的可行性,使柔性化方案更为成熟。
e.工艺数据同平台设计,满足项目管理及客户的需求。
所有的工艺数据均存储、来源于同一平台,保证了数据的完整性、准确性;通过集成开发,将这些数据提取生成客户所需要的工艺文件,指导现场生成需要。
f.通过共用平台将工艺设计、工厂规划、焊装仿真、物流仿真等集成一体,真正实现数字化工厂的建立。
