甲醇装置用16MnDR低温钢的焊接
2013-08-06丁全有杨菀娜任世宏张凯翔张建晓
丁全有,杨菀娜,任世宏,张凯翔,张建晓
(兰州兰石重型装备股份有限公司,甘肃 兰州 730050)
0 前言
随着石化工业的发展,新工艺、新设备不断出现,对压力容器的用材、设计、制造、检验、运输和安装都提出了新要求。石油化工设备用钢要求在各种使用条件下具有一定强度的同时,更要保证足够的塑性和低温韧性。16MnDR钢在主要强化元素Mn、Si的基础上,通过添加微合金元素Nb和Ti,采用高洁净度钢的冶炼方法,通过控轧控冷却和热处理后得到的一种高韧性钢种,其最低温度达-46℃,在压力容器、化工设备、车辆等行业得到了广泛的应用。
甲醇洗涤塔进料/塔底换热器主壳体材料为16MnDR钢板,其化学成分和力学性能要求见表1、表2,设计压力 2.04 MPa,设计温度-29 ℃,介质为甲醇、碳酸氢,规格φ1400 mm×36 mm,结构简图如图1所示。

表1 16MnDR化学成分 %

表2 16MnDR力学性能
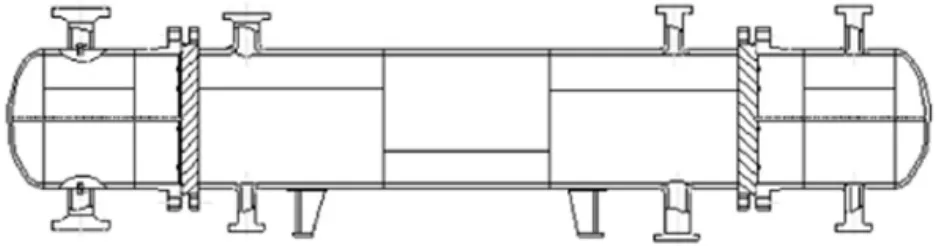
图1 甲醇洗涤塔进料/塔底换热器结构简图
1 16MnDR低温钢的焊接特点
对不含镍的低温钢16MnDR而言,由于其含碳量低,其他合金元素含量也较少,故其淬硬倾向和冷裂倾向都小,因而具有良好的焊接性能,一般可不预热或用较低的预热温度来进行焊接,当板厚较厚或低温环境下焊接时,才需要一定的预热温度。所以这一类钢焊接时,只要选择相匹配的焊材和合适的工艺,同时采用合适的焊接规范,使焊缝有较大的焊缝成形系数,即避免形成窄而深的焊道成形截面,可以保证焊缝及热影响区的低温韧性。
2 16MnDR低温钢的焊接要点
(1)采用小的焊接热输入量。
为避免焊缝及热影响区形成粗大组织而降低其冲击韧性,焊接时必须采用较小的焊接热输入量,具体要求是:焊接电流不宜过大;焊条电弧焊时,焊条尽量不摆动;采用窄焊道、多道多层焊和快速多道焊以减小焊道过热,并通过多层焊的重复加热作用细化晶粒。多层焊时严格控制层间温度。
(2)选择适当的焊接速度。
进行埋弧自动焊时,采用合理的焊接速度。当焊接速度较高时,熔池易形成典型的雨滴状,且焊道成形变成窄而深的截面形状,此时就易产生焊道中心的热裂纹。
(3)避免咬边缺陷。

表3 焊接材料及焊接工艺规范参数
低温钢焊接时注意避免弧坑、未焊透和咬边等缺陷,这些缺陷在低温条件下应力作用时都会造成较大的应力集中而引起脆性破坏。所以对于低温压力容器而言,不允许有任何尺寸的咬边缺陷存在。
3 焊接工艺评定的制定
结合16MnDR低温钢的焊接特点和反应器的结构特点,依据NB/T 47014-2011及换热器技术条件,进行了16MnDR低温钢的焊条电弧焊、埋弧焊的工艺评定。
经多次焊接试验后,在厚度δ=38 mm的16MnDR低温钢上分别进行了焊条电弧焊、埋弧焊的工艺评定,焊接材料和工艺规范参数见表3。焊后经消除应力处理后对焊接试板进行了化学成分、力学性能的检测。试验结果分别见表4、表5,结果为合格。
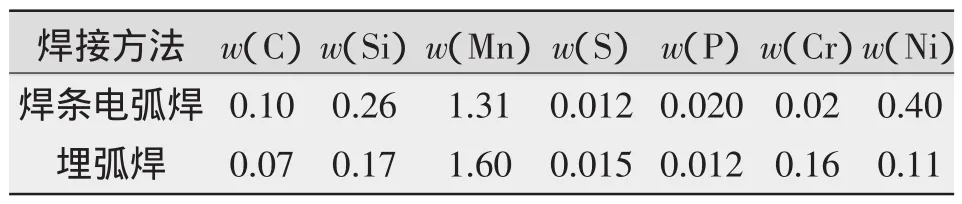
表4 焊缝金属化学成分 %
表4、表5结果表明,焊缝金属化学成分、焊接接头力学性能均满足NB/T 47014-2011及换热器产品技术条件要求,证明所选用焊接材料、制定的焊接及热作工艺正确合理。

表5 焊接接头力学性能
4 产品焊接
在工艺试验和工艺评定的基础上,制定了严格的包含多项质量检查点的16MnDR低温钢焊接作业指导书,指导控制了换热器的焊接全过程。事实证明,焊缝成形美观,无损检测合格率高,各项技术指标均满足设计和工艺控制要求。
5 结论
正确选用焊接材料、严格控制焊接热输入量以及制定合理的焊接工艺是16MnDR低温钢焊接的关键。通过对16MnDR低温钢的焊接工艺试验、焊接工艺评定及产品的施焊,各项技术指标均满足要求,证明所选用的焊接方法、焊接材料及焊接工艺正确合理,达到了产品设计的各项技术指标。