一种新型动车组车体底架加工工装
2013-08-02孙廷俭卢峰华李秀艳
□ 孙廷俭 □ 刘 军 □ 卢峰华 □ 王 超 □ 李秀艳
唐山轨道客车有限责任公司 河北唐山 063035
高速动车组铝合金车体底架是由地板、边梁、焊接结构件等组合成的铝合金大型构件,加工时采用全自动液压工装装卡固定,此种工装结构体积大,有时候会出现与加工中心主刀头发生干涉的现象,使加工效率受到很大影响。此外,由于底架和地板结构迥异,此种工装也难以适应多种底架、地板的装卡使用,适用范围有明显的局限性。为了克服上述缺陷,设计研制了新型的动车组车体底架加工工装。
1 新型工装的结构组成
新型的动车组车体底架加工工装是由横梁组成及左、右压夹装置组合而成。压夹装置包括夹座、压夹结构两部分,其中压夹结构由压夹头和压紧螺杆组成。左、右压夹中的夹座安置于横梁上,压夹结构安置于夹座上。
本工装的压夹结构有两种:一种是压紧螺杆竖直设置,一种是压紧螺杆水平设置。压紧螺杆竖直设置的压夹头为角形架,竖直压紧螺杆位于角形架中的上水平架前端,角形架的下竖直架与夹座连接。压紧螺杆水平设置的压夹头为竖直杆,水平压紧螺杆位于竖直杆上端,竖直杆下端与夹座连接。图1为新型的动车组车体底架加工工装的结构示意图。
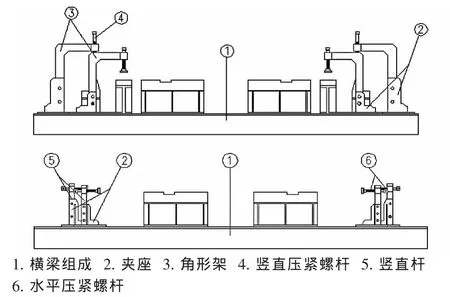
图1 新型动车组车体底架加工工装结构示意图
2 新型工装的结构特点
1)横梁组成由铸造横梁、锁紧吊钩、支撑轮、偏心手柄、吊环螺钉等组合而成,如图2所示。
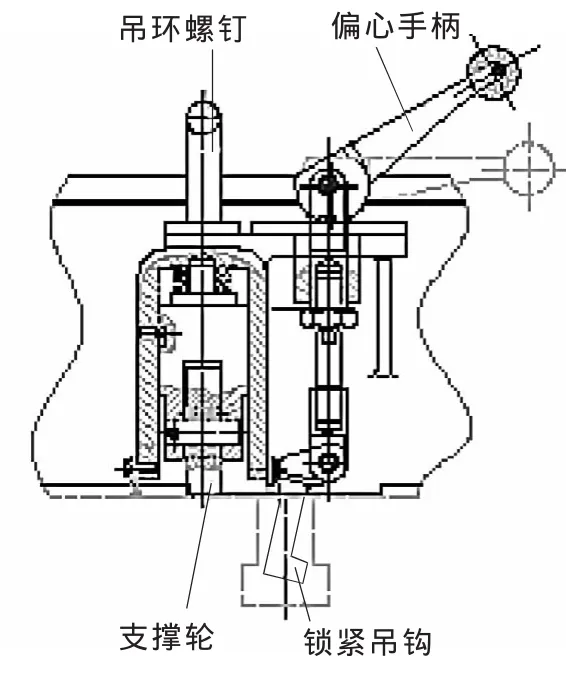
图2 横梁组成示意图
横梁组成可以在机床上人工推动,到达指定位置后固定锁紧。根据不同底架或不同地板的加工需要,多个横梁组成构成不同的加工布置方案,避免加工工装与加工构件的加工位置之间产生干涉。
2)横梁上设有3条梯形槽,夹座通过匹配的梯形螺栓安置于横梁上,可根据需装卡构件的宽度调节左、右夹座之间的距离。左、右夹座装置分别为两个,一组对称的左、右压夹结构尺寸较小,用于装卡地板,另一组对称的左、右压夹结构尺寸较大,适用于装卡结构尺寸偏大的底架。装卡底架时,松开尺寸较小压夹结构与夹座之间的连接螺钉及定位销,使压夹结构向后倾倒便可;装卡地板时,可使同端的大、小压夹结构一前一后夹持在地板板面上。地板和底架的装卡示意如图3、图4所示。
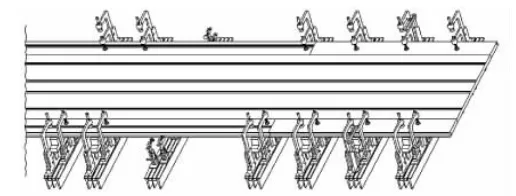
图3 地板装卡示意图
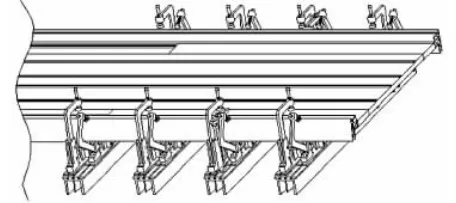
图4 底架装卡示意图
3)压紧螺杆分为竖直设置和水平设置,从而可实现对地板、底架竖直和水平两个方向的固定,保证加工构件的稳定性。
4)角形架的下竖直架及竖直杆与夹座的连接为插接连接,下竖直架、竖直杆分别插装于夹座上匹配设置的插槽中,插入端与插槽之间有连接螺钉及定位销。插接连接方式可实现角形架和竖直杆的相互替换。
3 新型工装的工作原理
以动车组车体地板为典型加工零件,介绍新型动车组车体底架加工工装的工作原理。如图4所示,装卡时使用多个本工装,使地板位于各横梁上的左、右压夹装置之间,左、右压夹结构中大部分为压紧螺杆竖直设置,少数为压紧螺栓水平设置。左、右压夹中的竖直压紧螺杆一一对应地板左右两侧上板面,水平压紧螺杆则对应地板的左侧面和右侧面,先通过水平压紧螺杆对地板进行对中调节,调节到位后通过竖直压紧螺杆将地板牢固地装卡在本新型工装的组合工装中。
工装的排布、组合根据需加工构件的结构及加工要求确定,横梁上还可垫放不同厚度的垫块,以使构件处于适宜的高度位置上。
4 结论
新型动车组车体底架加工工装克服了现有工装结构尺寸大、适用范围小、加工效率低的缺陷。新型动车组车体底架加工工装结构简单、体积小、排布灵活,可适应多种地板、底架等大型部件的装卡,装卡方便省力,可大幅缩减装卡辅助耗时,提高加工效率,同时也无自动液压工装与加工中心主刀头发生干涉的问题,适宜作为动车组车体底架及地板的加工工装使用。
[1] 朱耀祥,浦林祥.现代夹具设计手册[M].北京:机械工业出版社,2009.
[2] 陈心昭.机械加工工艺装备设计手册[M].北京:机械工业出版社,1998.
[3] 孟少农.机械加工工艺手册[M].北京:机械工业出版社,1991.
