汽车电子控制板功能测试机的设计与控制实现
2013-08-02卞亚东王家善冯志华
□ 卞亚东 □ 王家善 □ 冯志华
苏州大学 机电工程学院 江苏苏州 215006
目前汽车电子控制板的传统检测方法多为手工检测和部分人机检测,总体而言,这两种方法耗时、效率低,对于检验员而言是一件苦不堪言的事,误判、漏判也是时常发生的,且市场上关于此类产品的全自动检测设备几乎没有,这对于公司企业来说,成本大大提高。鉴于这些传统方法的缺陷,汽车电子控制板功能测试机就应运而生了。
汽车电子控制板功能测试机是针对滞后的传统测试在操作简便性上的需求而设计的,它采用LabVIEW[1-3]软件测试平台、GPIB[4-6]采集卡和系统总线、自动识别测试夹具(协助控制待测件的位置),并调用测试程序等一系列先进技术,可自动、快速、准确地完成电子控制板的各种功能测试,且可由工厂的工程人员按照测试的不同要求更改测试步骤及参数,并且所有的测试结果都统计保存在系统文件中,以供日后随时调用和追溯,其功能强大,可对各种汽车电子控制板进行测试,是通用化自动测试系统,具有其它通用仪器组合出的功能测试系统无可比拟的优势。
基本测试原理:汽车电子控制板功能测试机通过对标准样板的参数采集,设定误差范围,与被测板进行比较并判断是否合格。系统组成:汽车电子控制板功能测试机由采集单元、控制单元、测试软件、输出单元等组成,可外接编程电源和负载及高采样率接示波器等外设。
1 汽车电子控制板功能测试机的主要结构
汽车电子控制板功能测试机机械结构总体部分由中间工作平台与若干型材装配而成,工作台上为了固定校验板而设计了支架台,其加工精度和定位基准都要达到一定的要求[7],如图1所示。在测试平台开始工作时,气缸从下方垂直将待测板推动至气缸上限位,使待测板上的焊盘与校验板上的Pin针一一对应接触,并在此位置静止一定的时间,随后激光扫描仪开始扫描待测板上的条形码,并将条形码的信息反馈给PLC,PLC接收到相关信息后给上位机发出检测信号。上位机经过电子回路检测完待测板后,最终将结果反馈给操作员,操作员根据结果对待测板进行相应的处理,同时气缸回到初始位置。
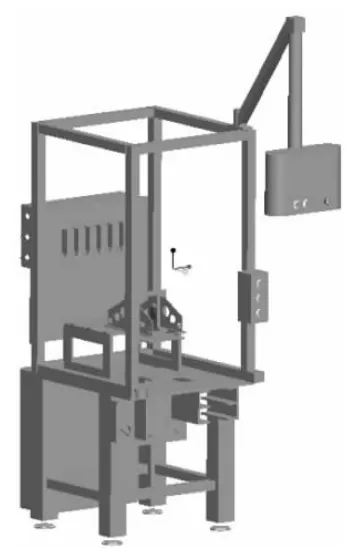
图1 设备结构图
2 汽车电子控制板功能测试机控制系统的输入与输出信号解析
对于该设备的控制检测系统,现设计的主体控制部分采用西门子 PLC S7-300[8],该 PLC 由 PS307(24V 2A)电源供电,同时它通过自带的Profy-bus、RS232等通信接口模块分别与触摸屏、上位机及激光扫描仪相连。PLC起到控制及对各设备之间信息互换的作用。以下对PLC的输入与输出信号进行详细的解析。
根据设备的工作流程,可以得到输入端的信号。输入端信号可分为开关量输入信号和通信类输入信号。
2.1 开关量输入信号
①启动信号。操作员按下触摸屏上的启动按钮或者设备上的启动摇杆,设备开始进入工作状态。
②气缸上限位。PLC控制气缸推动待测板至气缸上限位,使待测板上的焊盘和校验板上Pin针接触。
③气缸下限位。气缸回到初始位置时反馈给PLC的响应。
④定位Pin针。位于校验板角落的4根定位Pin针是为了保证待测板上的所有焊盘都能够和Pin针完全接触而设计的。
⑤安全光栅。在设备运行时,操作员是不可以将身体的任何部位接触到工作区域。
⑥急停信号。在设备运行期间,如遇见突发紧急事件,操作员需要立即停止设备。
2.2 通信类输入信号
①扫描条形码。激光扫描仪自动扫描待测板上的条形码,并将信息反馈给PLC。
②PLC发给上位机的检测信号。
2.3 设备控制系统的输出信号(包括对产品的检测结
果和设备的运行状态
① 三色指示灯。包括红、黄、绿三种颜色,分别代表设备处于故障、空载、运行3种状态。
②电磁阀的换向。采用的是三位五通中封式电磁阀。可以同时满足气缸的上升、静止和下降3个动作。采用互锁电路避免两线圈同时通电所造成的设备损害现象。
③PLC与触摸屏之间信息的交换。在设备运行过程中,及时将操作员所需要的信息显示在触摸屏上。
根据以上对测试机控制系统的解析,可以得到该测试平台的电气原理图,如图2所示。

图2 电气原理图
3 汽车电子控制板功能测试机控制系统动作程序图
对汽车电子控制板功能测试机控制检测系统的输入与输出有了详细的了解后,可根据输入与输出的关系得到检测系统动作程序(图3)。
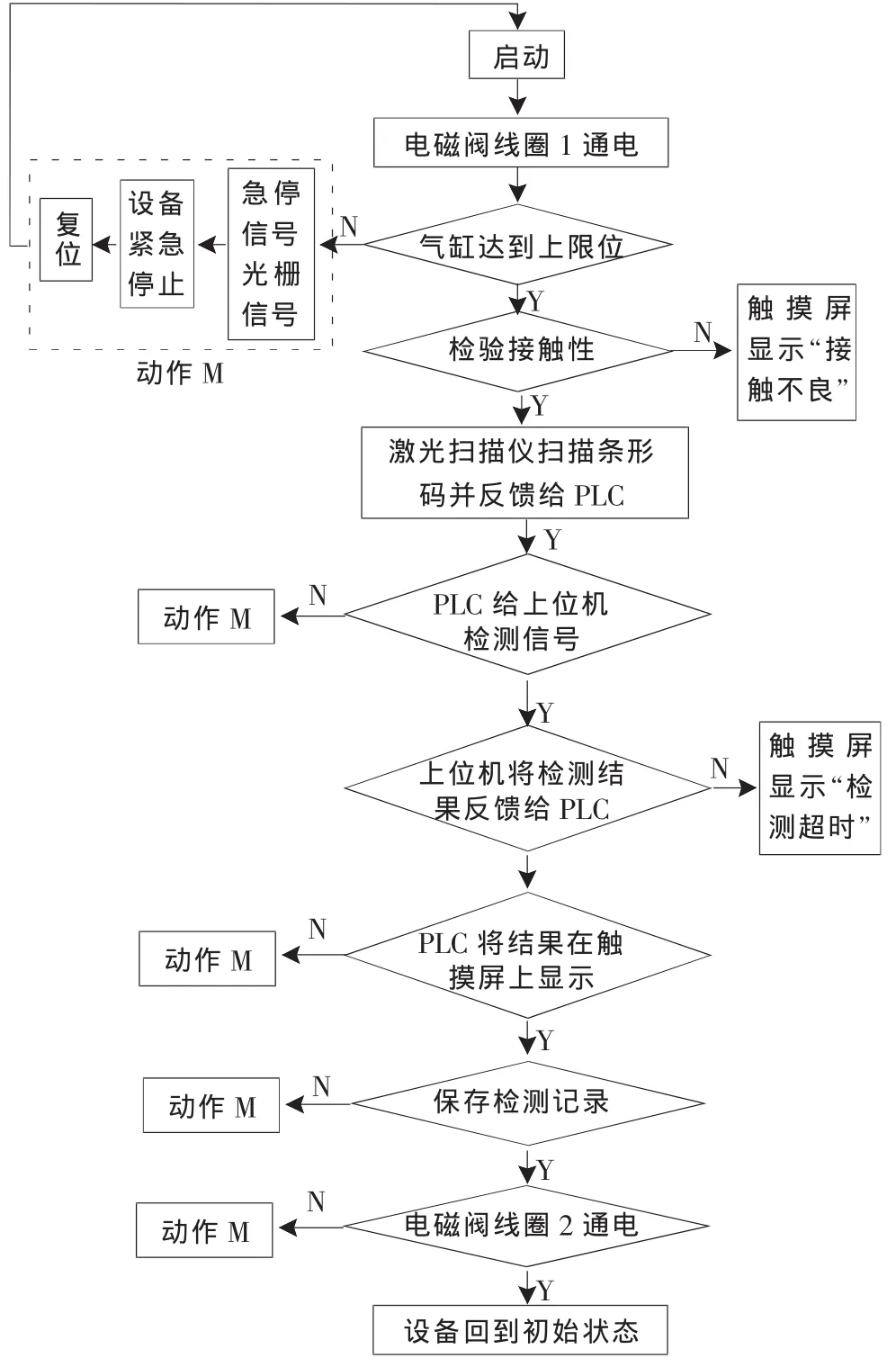
图3 动作程序图
设备在接收到操作员发出的启动信号后,PLC控制电磁阀线圈1通电,使气缸推动待测电子板上升到气缸上限位。PLC在此期间一直在检测判断是否到达气缸上限位,若响应为“1”,表示该动作已完成,进入下一步,若响应为“0”,PLC同时跟踪接收由安全光栅和急停按钮发出的信号,一旦出现危急设备和人身安全的因素发生,设备所有动作立即停止,并发出红色指示灯,等待复位。这一动作在PLC执行每一指令时都必须反复监测反馈的,记该动作为M。检测到待测电子板上的焊盘与Pin针完全接触后,气缸停止在该位置一定时间,在这段时间内,控制系统要完成两个工作:①激光扫描仪自动扫描待测电子板上的条形码,并将扫描结果通过RS232接口出输给PLC;②PLC给上位机发出检测信号,上位机由此调动与之相应匹配的程序,对待测电子板电路进行检测。
如果激光扫描仪在这段时间内没有将信息反馈给上位机或者上位机,本身出了故障,那PLC将在触摸屏上显示“扫描超时”。若上位机设备运行正常,上位机通过电子回路对待测电子控制板进行检测,将结果反馈给PLC,PLC再将结果反馈给触摸屏。为了方便操作员以后对汽车电子控制板的追踪调查,上位机检测结束后,会自动将电子板上的相关信息保存在上位机内,方便以后进一步的追踪调查。上位机保存好相关信息后,上位机反馈给PLC一个检测完成信号,PLC控制电磁阀换向,气缸回到了初始位置,设备内部的所有动作停止。操作员取下并处理已经检测好的电子板,再进行下一块的检测。
4 结论
(1)从机械结构角度对汽车电子控制板功能测试机进行了设计,结构简单,把非标产品逐渐标准化、通用化。所设计设备不仅适用于汽车电子控制板此类产品,对其它一切测试产品都有一定的通用性。
(2)完善了目前市场上使用的控制检测系统,新增了激光扫描仪设备,让传统的手工扫描在输入到系统中这一动作融入到控制系统中,更加方便、准确。对控制系统中输入输出的解析,加深对系统控制原理的理解,为接下来的协议编程奠定了基础。
(3)明细了系统中各输入输出在整个过程中的动作状态及各控制单元相互之间的联系和反馈。
[1] 周益青,王勇.基于LabVIEW软件的数据采集与分析系统[J].制导与引信,2012,33(1):24-28.
[2] 董平,张付杰,黄卫欣.基于LabVIEW的电子天平数据采集系统设计[J].信息与电脑,2012(4):116-117.
[3] 刘国明.LabVIEW中远程数据采集的实现[J].应用科技,2009(6):198-199.
[4] 米文鹏,洪成华,曹娟,等.基于GPIB的自动测试系统设计[J].计算机光盘软件与应用,2012(9):197.
[5] 张金,王伯雄,张立新.基于LabVIEW的GPIB总线独立仪器集成测试平台[J].仪表技术与传感器,2010(9):13-15.
[6] 李亦君.基于PXI和GPIB总线电路测试系统的开发与设计[J].现代电子技术,2010(22):35-37.
[7] 杜艳华.机械制造技术基础[M].北京:化学工业出版社,2010.
[8] 弭洪涛,张铁军,牛国成.PLC技术实用教程——基于西门子 S7-300[M].北京:电子工业出版社,2011.
