缸筒深孔镗削工艺改进前后工艺特点分析
2013-08-02贾国宪董恩荣尹存东
□ 都 军 □ 贾国宪 □ 董恩荣 □ 尹存东
1.辽宁通用煤机装备制造股份有限公司 辽宁调兵山 112700
2.辽宁铁法能源集团 机械制造有限责任公司 辽宁调兵山 112700
3.铁法能源联发公司 辽宁调兵山 112700
我公司于2000年开始加工煤矿井下液压支架立柱千斤顶缸筒,先后购置4台T22系列深孔镗床,并且利用旧车床改造了两台深孔镗床。随着深孔镗削技术的发展,尤其是镗削刀具、滚压方式的多次改进,缸筒的镗削工艺也不断深化,缸筒加工的效率、质量不断提高,对深孔镗削技术的认识、理解也不断的加深。
1 原始的缸筒深孔镗削工艺
我公司缸筒镗削加工原始工艺为:粗镗-半精镗-精镗(浮动镗削)-滚压,这种工艺效率低,质量相对稳定,但成本高。
1.1 原始工艺过程主要特点
原始镗削工艺需要4把刀具,即粗镗刀、半精镗刀、精镗刀(浮动镗刀)和滚压头,完成一个缸筒镗削需要反复更换4次刀具。粗镗刀是将硬质合金块焊接在圆柱刀体上,如果镗刀磨损后刀体也将一起更换,而且刀具刃磨也非常不方便,特别是浮动镗刀的刃磨要求更高。精镗时用的浮动镗刀需要专用的工具磨床进行刃磨,刃磨后还需要研磨。刃磨刀具的角度、直线度要求均较高,对操作者的技术水平要求也较高,稍有不慎就会影响整批工件的质量。批量加工时采用原始工艺,缸筒需要在深孔镗上装卡4次才能完成最后滚压加工。
在刚开始引入深孔镗削技术时,由于对深孔镗削工艺特点了解不够,操作者经验不足,缸筒加工成品率低,质量不稳定,效率低。为进一步提高镗削质量,对工艺路线进行了改进,工艺路线为粗镗-半精镗(浮动镗削)-精镗(浮动镗削)-滚压。相对原始工艺路线粗镗去除的余量要大一些,同时对待加工缸筒的直线度、壁厚均匀度和热处理硬度要求更严格一些,其中半精镗采用了浮动镗削方式,其目的主要是去除粗镗过程中产生的加工硬化,从而减少精镗时浮动镗削打刀等问题的发生。但是改进后装卡次数仍是4次,只是镗削后的缸筒质量有了一些提高,但浮动镗刀刃磨精度要求较高。
后来又进行了一次改进,将粗镗刀、半精镗刀安装在一个刀体上,这样粗镗、半精镗在一道工序中完成,工序改为粗镗-精镗(浮动镗削)-滚压。通过这次改进减少了一次装卡,提高了镗削效率。但是这种镗削方式由于当时对深孔镗削理论和实践的认识深度还不够,镗削出来的缸筒出现一些质量问题,实施时间较短。
1.2 浮动镗削的特点
上述几种方式中精镗都是采用浮动镗削,浮动镗削是利用镗刀块在镗刀杆的方孔槽中能精确滑动的特点,对所加工的孔进行自动定心定位,由于浮动镗刀在刀杆中不作强迫定心,这样就能补偿安装时中心线存在的偏差,从而获得良好的孔形精度和表面质量,磨损后刀具可以调整补偿。
但是采用浮动镗削有以下几点不足:1)镗刀制造精度高;2)对操作者的技术水平要求高;3)镗刀更换成本高,因为硬质合金刀片与镗刀体是焊接在一起的,刀片损坏后刀体也需要更换。
1.3 原始工艺路线的滚压方式
原始深孔镗削工艺的滚压头主要由圆锥滚子、锥套和保持架组成 (见图1)。圆锥滚子锥角一般在30°30′±5″,材质一般为 Gr15,淬火硬度为60HRC,其前端倒圆半径3 mm,该滚子与锥度为30°的锥套装配在一起,并使滚子获得1°的后角,滚子均匀分布在锥套圆周上,均布的滚子外径构成工作直径,滚压时轴向力向右,通过锥套传递给止推轴承。滚压结束后,滚压头从所加工的孔中退出,滚子受到向左的轴向力作用,传给保持架,再作用到弹簧上,这样滚子相对锥套向左运动,使整体滚压头工作直径减小,从而保证滚压头退回时滚子不划伤已加工表面。滚压头完全退出所加工的孔时,在弹簧力的作用下,它重新获得原有的工作直径,为下次滚压做好准备。

图1 滚压示意图
2 第一次改进后的缸筒镗削工艺
我公司深孔镗削工艺第一次实质性改进是在2005年,当时引进了镗滚头,加工工艺路线为:粗镗—镗滚压,只需工件在深孔镗床上装卡两次就可完成缸筒的镗削要求,效率明显提高。这次改进与原始工艺路线最明显的区别:1)没有采用浮动镗削的加工工艺;2)滚压没有采用圆锥滚子和锥套配合的方式,而是采用直套与腰鼓形滚子配合滚压方式,并且滚压头的退出方式也与原始滚压方式明显不同。
2.1 镗滚一体刀具的镗滚特点
镗滚一体刀具(如图2所示)就是把半精镗、精镗、滚压3道工序合并为1道工序(也有将粗镗、半精镗、精镗、滚压4道工序合并为1道工序的)。利用加工时工件对镗滚压头上滚柱的反作用力来支承镗头,镗滚过程中镗刀后面的滚柱起支承和导向作用,将滑动摩擦变为滚动摩擦,大大减小了摩擦力,滚柱的使用寿命远高于以往的硬质合金块和胶木条导向。滚柱的支承、导向是过盈的,而硬质合金,胶木条的支承和导向是间隙的。所以滚柱的导向精度更高,这既提高了产品质量,又达到了简化结构的目的。
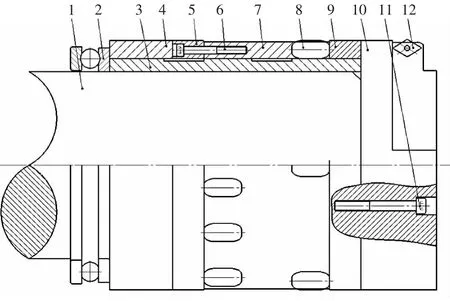
图2 镗滚一体刀具(TGG镗头)结构图
2.2 镗刀头设计
镗滚压头前端的面装有两把主偏角为75°的镗刀头,该镗刀的设计满足了粗镗和精镗的要求,副偏角为6°,刀体上装有正方形或菱形涂层不重磨硬质合金可转位刀片。
2.3 滚压部分
滚柱位于镗刀的后面,前后两排,呈腰鼓形。最开始滚柱也是采用圆锥滚柱,但是圆锥滚柱承载能力较差,经常损坏,而腰鼓形滚柱承载能力明显好于圆锥形滚柱,它们除了起精整孔型和压光表面的作用外,还在镗削过程中起着支承和导向作用。由于本镗滚压头前后两排均采用腰鼓形圆柱滚柱,更增加了镗刀切削过程的稳定性。在其它条件相同的情况下,有效提高了预制孔的表面粗糙度,为滚压后孔的表面粗糙度进一步提高创造了条件。采用滚柱体滚压较圆锥体滚压作用面积大,能承受较大的滚压力,可选用较大的进给量,从而提高生产率。导向内套与镗杆一般有0.01~0.02 mm的间隙,这样就保证了滚道同其它配合面的同轴度,提高了镗滚压头的制造精度。导向内套后滚道直径比前滚道直径径向尺寸大0.02 mm,使后排滚柱沿圆周分布的外轮廓径向尺寸大0.02 mm,增加了后排滚柱支承稳定性。如果滚子直径变小,需要对滚住进行更换,每种镗滚头的滚压直径是不可调的。第1排滚柱的作用是使被加工表面发生应有的塑性变形,第2排滚柱的作用是对被加工表面发生的弹性变形进行修正并使被加工表面得到强化。
滚柱数量增多可减小表面粗糙度值,但所需压力增大,这里前滚柱取6个,后滚柱取12个,一般当直径大于300 mm时,前滚柱取8个,后滚柱取16个,加大滚柱后角a可减小表面粗糙度,但a过大易形成冷硬状态,破坏表面层,一般取a≤1°。
滚压完成后,压缩前压盖5与半环4之间的弹簧柱销,卸下半环4,将两排滚柱退落到退刀槽内,滚径变小,即可退出镗滚头,避免划伤已加工表面 (见图2)。
3 Φ 200mm缸筒镗削加工工艺改进前后切削参数对比
φ200 mm缸筒是加工中比较常见的一种规格,无论采用哪种加工工艺,基本思路都是在粗镗时尽量去除缸筒的表面硬化层及不均匀余量,二次镗削去除余量一般比较均匀,如果采用浮动镗削,加工余量一般在0.2~0.25 mm,滚压前的缸筒应保证在粗糙度值Ra3.2~6.3 μm以下,滚压余量一般在0.01~0.03 mm。
3.1 原始镗削工艺参数
φ200 mm缸筒毛坯料无缝管外径245 mm,无缝管壁厚在25~30mm,因此内径一般在185~195 mm,无缝管弯曲等级分5级,F1~F5,对应偏差为3 mm/m、2 mm/m、1.5 mm/m、1 mm/m、0.5 mm/m,需根据供料状态确定镗削加工工艺。
一般先通过粗镗去除加工余量至φ198 mm,粗镗的切深一般在4 mm,如果切深过大,不仅振动冲击大,易打刀,而且不易断屑,进给量一般在0.25 mm/r。半精镗至φ199.5 mm,进给量0.4 mm/r,粗镗与半精镗的转速一般为90 r/min。浮动镗削至φ200+0.05 mm,转速60 r/min,进给1 mm/r。最后滚压至图纸尺寸公差内,一般为φ200+0.115 mm,滚压转速60 r/min,进给量1.5 mm/r,滚压一般能去除的余量为0.02-0.03 mm(直径)。
如果无缝管毛坯料壁厚均匀、直线度较好,可以采用粗镗-半精镗(浮动镗)-精镗(浮动镗)-滚压的工艺路线,粗镗加工至φ199 mm,然后半精镗至φ199.5 mm,精镗至φ200+0.05 mm,最后滚压至图纸尺寸。这种加工方法虽然质量可以保证,但是效率相对低一些,第一次浮动镗主要去除粗镗的加工硬化层。
3.2 改进后镗滚一体镗削工艺参数
镗滚一体镗头加工时应根据实际毛坯具体情况确定切削参数,以φ200 mm缸筒加工为例,如果缸筒毛坯料直线度及缸筒壁厚、硬度均匀,加工时可用镗滚滚(TGG)一体镗头一次完成镗滚加工,TGG镗头端面可安装两把刀体,刀体上分别安装有菱形可转位涂层刀片,一般前排镗刀刀尖比后排镗刀刀尖轴向超前1~1.5 mm,镗头前排镗刀一次镗削至尺寸197 mm,后排镗刀镗削至200+0.05 mm,然后通过前后两排滚柱滚压至200+0.115 mm,如果加工工件壁厚不均或直线度较差,可先用粗镗刀进行半精镗,然后再用TGG镗头加工,但是此时一般在TGG镗头上只安装一把精镗刀即可。
另外还有一种镗镗滚镗头(TTG),该镗头前面安装一把镗刀,后面装有一排滚柱,在滚柱与前排镗刀中间位置还安装有一把镗刀,这样通过前后两次镗削一次滚压即可完成缸筒的镗滚加工,这种TTG镗头一般加工缸筒加工余量较大、余量硬度不均、直线度差的缸筒,效率较高。这种TTG镗头与TGG镗头虽然都是安装两把镗刀,但是前后镗刀的位置不同,镗滚滚两把镗刀都是安装在镗滚头端面上,但是刀尖在轴向错开1~1.5 mm,而镗镗滚两把镗刀则一前一后布置,TGG组合刀适合加工余量在3 mm以内(直径)的油缸加工。而TTG则适合加工余量在3 mm(直径)以上。
4 结束语
近年来,缸筒镗削工艺经历过几次较大的改进,每一次重大改进都是从镗削刀具入手的。在生产实际会遇到很多实际问题,很多时候好的工艺方法也会有一些小瑕疵,只要在生产现场稍作改进,就会满足生产现场要求。但是,有时候往往因为这一点点小的瑕疵,一个工艺上的重大变革就可能被否定了。深孔镗削工艺不断改进的过程从一个侧面反映了一个新工艺、新技术从研发到推广道路的曲折,也不断提示企业负责人、工程技术人员、操作者对新工艺新技术应该怀有不断探索、实践、执着的心态,才能不断的创新,企业的生产效率才能不断的提高。
[1] 王世清.深孔加工技术[M].西安:西北工业大学出版社,2003.
[2] 王先逵.车削、镗削加工[J].北京:机械工业出版社,2008.
