基于PLC及变频技术的定位控制实现*
2013-08-02曾小松龚邦明
曾小松,龚邦明
(西南交通大学机械工程学院,四川成都 610031)
1 前言
单根标准长度的钢轨焊接在一起以后,由于焊接瘤等的存在,铁轨表面平直度是达不到要求的,采用数控钢轨精磨机进行仿形磨削是当前高精度、规模化加工的主要手段。
该精磨机主要由横梁系统和摇摆系统两部分组成,其中摇摆系统要求无级调速和旋转的精确定位,笔者应用PLC、变频器及旋转编码器组成的交流变频半闭环反馈系统有效解决了这一问题。
2 数控钢轨精磨机摇摆系统简述
数控钢轨精磨机是磨削钢轨焊接瘤的专业设备,它主要由横梁系统和摇摆系统两部分组成,其工作原理是通过横梁系统的升降以及摇摆系统的左右旋转运动使安装在横梁上的砂轮沿钢轨的外轮廓对焊接瘤进行仿形磨削。摇摆系统的旋转定位是通过齿轮传动来完成的,当磨头处于垂直状态时,其位置为0#位,对应角度为0°,设定向前转动为负,向后转动为正。由于前后对称关系,表1仅列出正转时的位置及对应角度[1]。

表1 磨头位置及对应角度
摇摆系统(如图1所示)的机械部分由变频电机、转向器、旋转编码器、减速机、主轴和执行齿轮对等组成,其中变频电机选用的型号为YVF2-90L-4-J611005,标称电流 3.7A,标称功率 1.5kW,额定电压380V,额定转矩9.5N·m;旋转编码器安装在连接变频电机输出轴的转向器上,是一种A、B两相增量型编码器,脉冲量为1000;减速机为4级1.5kW,传动比为63的斜齿轮蜗轮蜗杆减速机;执行齿轮对由大小两对圆柱齿轮构成,传动比为8,小齿轮带动大齿轮转动,进而使固定在大齿轮上的横梁系统旋转,工作转速为3 r/min。
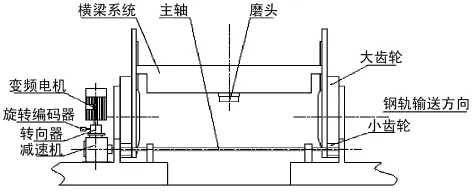
图1 数控钢轨精磨机摇摆系统结构简图
3 数控钢轨精磨机摇摆系统的控制
3.1 控制策略
本系统采用半闭环控制策略,如图2所示。半闭环控制系统不是将输出量反馈到输入端,而是将控制环节的中的某个过程量进行闭环控制,起到稳定该过程量的作用。由于调试维修方便,稳定性好,该系统目前应用比较广泛[2]。

图2 半闭环控制图
系统中由于控制终端大齿轮转动停留位置较多,如果采用闭环控制,每个位置都安装传感器进行检测反馈比较复杂且成本较高;如果采用开环控制,则精度不够。理论和实践表明,在充分考虑机械传动误差的情况下采用半闭环控制是适合本系统的。
3.2 硬件设计
整个系统由1台三菱GT1050型触摸屏,1台三菱FX2N系列小型可编程控制器,1个FX2N-2DA模拟量模块,1台三菱FR-E700系列变频器,1个旋转脉冲编码器和3个光电接近开关等元件组成,实现摇摆过程中基本逻辑动作、闭环控制、检测和人机通讯四大功能,系统结构框图如图3所示。

图3 控制系统结构框图
三菱GT1050型触摸屏为5.7英寸型QVGA 320×240点液晶显示屏,触摸开关最大数量50个/画面,内置 USB、RS-422、RS-232 标准接口[3]。系统中触摸屏与PLC以RS-422协议建立通讯连接,通过改变PLC的数据存储器值或变量值,来设定摇摆系统的目标位置,旋转速度以及启、停等控制。
根据 I/O点数,本系统选用 FX2N-48MR型PLC[4],一方面通过内置的高速计数器对旋转编码器发出的脉冲进行计数来精确控制大齿轮转动角度;另一方面与FX2N-2DA模拟量模块之间使用FROM/TO指令进行传输,可将数字量0~4000转化为0~10V的电压信号,以此作为变频器模拟端频率给定信号来控制电机转速。
系统选用的变频器为三菱FR-E700系列中的FR-E740-1.5K-CHT,该变频器是一款经济型高性能变频器,拥有1.5kW输出功率,内置Modbus-RTU协议,停止精度高,加选件卡可以支持 CC-Link、LONWORKS、Deveice-Net、Profibus-DP 等通讯[5]。在系统中变频器与PLC以RS-485协议建立通讯连接,精确控制变频电机的启/停、正/反转、多种工作转速等。
3.3 软件设计
本系统控制软件设计主要包括上电初始化和自动摆动两个方面。三菱FX2N内部包含基本逻辑指令、步进顺控指令和功能指令,配合扩展模块的特殊指令能灵活的进行编程,且修改方便、运行稳定,并且在使用设计/维护工具GX-Developer完成编程后,还能利用其中的“梯形图逻辑测试”模块进行程序仿真。程序流程图如图4所示。
图4中,首先进行上电初始化。主要是使磨头处于0#位,其流程是让大齿轮以一定速度正转,当0#位安装的接近开关检测到的时候即停止,而如果是16#号位安装的接近开关先检测到的时候也停止,然后反转直到0#位。在自动摆动过程中,根据输入的不同脉冲数大齿轮先向正方向以工作速度1从0#位依次转动到各个位置,到达16#位后再以工作速度2反转回0#位,反方向工作方式同理。

图4 自动状态下的程序流程图
4 结论
本文介绍了在数控钢轨精磨机摇摆系统中运用PLC、变频器以及旋转编码器等组成的半闭环控制如何实现准确定位的问题。实践表明,本系统硬件设计简单可靠、运行灵活、性价比高,软件编程功能完善,在工作过程中具有操作简单、自动化程度高、设备可维护性好等特点。
[1] MMA-14AL钢轨精磨机说明书[Z].拉伊台克铁路技术(武汉)有限公司.
[2] 竺长安,张 屹.控制理论与机械系统控制[M].北京:高等教育出版社,2003.
[3] 阮龙德.PLC、变频器、触摸屏综合应用实训[M].北京:中国电力出版社,2009.
[4] FX系列PLC选型指南[Z].三菱公司.
[5] FR-E700系列变频器使用手册[Z].三菱公司.
