基于ASMIXE的阀门堆焊工艺评定试验*
2013-08-02朱朝晖童南青
朱朝晖,童南青
(1.苏州大学,江苏 苏州 215131;2.苏州德兰能源科技有限公司,江苏 苏州 215143)
1 引言
堆焊是用焊接方法在零件表面堆敷一层或数层具有一定性能材料的工艺方法,其目的在于使零件表面获得具有耐磨、耐蚀等特殊性能[1]。堆焊在阀门焊接工作量中占有60%以上的比重,故堆焊工艺评定工作对于阀门企业有着重要的意义。
2 焊接工艺评定的重要性
工艺评定工作的流程如图1所示。

图1 框架流程图
ASMEⅨ要求产品焊接工作必须按照经过焊接工艺评定合格的焊接工艺规程(WPS)的各项参数进行操作[2]。焊接工艺评定是保证产品焊接质量的重要措施,通过此项工作可以验证施焊单位拟订的焊接工艺是否能满足焊件预期性能,并对施焊单位现有工况下的生产加工能力进行了认可。同时,焊接工艺评定为编制焊接工艺规程提供了可靠的依据。
3 试件尺寸的确定
3.1 尺 寸
根据ASMEⅨQW-453说明,耐磨层或耐蚀层的堆焊评定用母材的尺寸不得小于6英寸×6英寸,或者采用与产品零件相同尺寸的母材试件[3]。从理论上讲,采用与实际产品零件相同或者相似的母材来做评定试验,对于验证产品焊接接头的性能更具说服力。可是,ASMEⅨ优先推荐使用大于等于6英寸×6英寸的试件,除了考虑到耐蚀层堆焊评定需要取弯曲试样外,还在于ASME标准所提出的要求是从产品安全性角度出发给出的最低要求[4],并且在不影响对焊缝性能的判定的条件下为了规范操作统一了试件尺寸。
由于阀门产品在口径、温度、压力、介质、流量控制等方面千差万别,这就要求焊接工程师在做焊接工艺评定前务必知晓企业订单产品的重要程度,从而决定是否采用与实际产品尺寸相一致的母材做评定试验。例如,某些质量及安全等级高的船用阀门和核电阀门用户会在技术规范中提出使用与产品尺寸及材料相一致的试件做评定试验。因此,焊接工程师必须参与合同评审工作。
3.2 尺寸与评定范围
为了尽可能减少焊接工艺评定的数量,从评定范围的角度考虑试件尺寸也很有必要。例如:企业需要做某种耐蚀层堆焊的工艺评定,根据企业的产品图样汇总出零件堆焊前的厚度都在30~50mm范围,则试件的厚度选择25mm更有利。原因在于ASMEⅨQW-453中1英寸(约25.4mm)是一个重要的数据,根据标准有如表1所列。
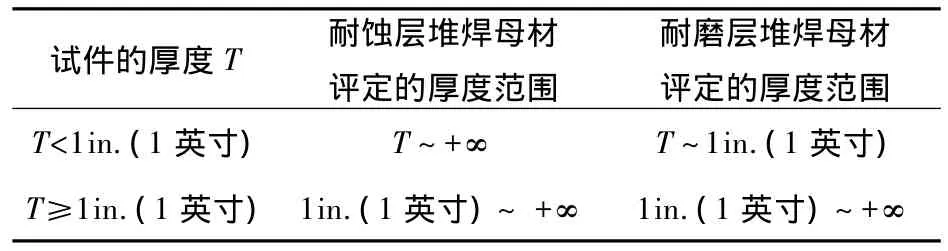
表1 耐蚀层和耐磨层评定厚度范围表[3]
针对上例,如果试件选用厚度为30~50mm范围内任何厚度,评定厚度范围均为1in.(1英寸)~+∞,而实际取25mm(约1英寸)就能实现上述评定范围。
另举一例,某企业耐磨堆焊零件焊前的厚度都在15~25mm范围,试件的厚度T又该选择多少较合适呢?根据表1,选最小值15mm即可实现评定厚度范围15~25mm。但笔者的工作经验是取比15mm更小的常见数据10mm或12mm。因为产品规格的变化扩大到12~25mm范围时,不必仅因差3mm而重新做一次评定。
此外,如果制造厂的实际产品厚度范围恰恰涵盖了25.4mm(1英寸),例如,厚度范围是15~30mm,那么依据本规范,就只能做两个工艺评定。其中,一个试件取25mm,另一个根据实际情况可取15mm。标准中将把1英寸(约25.4mm)作为一个临界值是因为根据焊接传热学,对于低碳钢焊件当厚度大于25mm时,焊接热源被认为是点状热源,在其表面的堆焊熔池产生的温度场是三维的。不锈钢材料的界定厚度为20mm,但因为大多数情况下不锈钢是作为耐蚀金属熔敷于碳素钢或低合金钢基体表面,故规范中仅有1英寸这个关键数据。
根据上例可知,工程师在做焊接工艺评定方案时应充分了解产品规格及产品发展趋势,结合对标准内容深度理解才有可能在满足规范的条件下尽可能减少工艺评定的数量。
4 预备焊接工艺规程(PWPS)
预备焊接工艺规程(PWPS-Prior Welding Process Specification)应在执行焊接工艺评定试验前获得批准,可由有资质的焊接工程师依据企业的近似产品经验值给出,如果没有近似产品也可以参考业界其他企业的参数。
由于ASMEⅨ卷中并没有术语预备焊接工艺(PWPS),但是通读ASMEⅨ可看出焊接工艺规程(WPS-Welding Process Specification,也被称为焊接作业指导书)是工艺评定工作的焦点。根据QW-100.1的描述,WPS可列出各种重要的和非重要的变素,以及当采用某WPS时,相关变素的容许范围[5]。实际操作中一次工艺评定试验不可能涵盖各变素的极限条件。例如,堆焊时采用最低层间温度试验就不可能验证最高层间温度。所以把针对某一工艺评定试验所做的焊接工艺规程称为PWPS以区别于经评定合格后编制的WPS,工作中也可以把PWPS看做试生产工艺规程或首件认证工作的一部分。
5 试件的焊接
因为堆焊材料往往比母材(基体材料)特殊且经济价值高,在满足堆焊层性能前提下尽可能采用较少的焊接层数,这对实际生产成本控制很重要。因此,必须重视堆焊中稀释率问题。
稀释率通常用母材在堆焊熔敷金属中所占的百分比来表示。如稀释率10%熔敷金属中含有10%的母材和90%的堆焊合金[6]。稀释率增加则堆焊层本应具有的特殊性能开始下降。但是过分强调低的稀释率则容易导致堆焊焊缝出现未熔合的缺陷,进而导致堆焊层整体剥落。
鉴于上述原因,在焊接工艺评定试验中应注意以下情况。
(1)焊接层数:宜选择3~4层,对于耐磨合金堆焊尽可能选择3层。
(2)稀释率:在保证与母材间熔合的条件下第一层的稀释率要尽可能低。具体措施涉及焊接参数间合理匹配,例如,为了降低稀释率可降低第一层焊缝的热输入,其直接表现为减小焊接电流或者保持电流不变而提高焊接速度[7]。
(3)焊接操作:ASMEⅨ中指出进行评定试验的焊工或焊机操作工应是熟练的技工[5]。需要指出的是该熟练技工应该是一名熟练的堆焊技工,而不是指要求一位高水平的对接焊或擅长其它接头形式的焊工来完成。尽管对接焊焊缝的质量要求看起来比堆焊对焊工操作技术要求更高,但实际生产中会发现那些很熟练的对接焊焊工在堆焊评定试验中化学成分的检测项目难以通过。究其原因在于长期的对接焊工作会让焊工很注重焊缝的焊透程度,习惯于关注焊透程度必然在底层焊缝中停留较久引起较高的稀释率,而堆焊焊缝的目标不是焊透而是熔合即可。具体的操作方法是底层焊缝两侧不必要求等高的熔敷厚度,至第2和第3、4层通过在焊缝宽度两侧增加停留时间来弥补边缘的熔敷厚度。
6 试验与检验
根据QW-453中的注释,耐蚀层的焊件焊后需要做表面渗透检查、4个侧弯试样的试验和化学成分分析。对耐磨层的焊接试件要求做渗透检查、硬度试验、宏观试验和化学成分分析4个项目。其中,对化学成分检测不是强制要求,当有要求时才需要检测。通常采购技术协议中会有相关约定。
当所有上述试验项目由有资质的检测机构测试合格后,该工艺评定工作即基本完成,需要引起注意的是原始的试验报告、所有试样、工艺评定试件残留部分应妥善保存留作补充试样或见证用。
7 结语
阅读标准文件如同学习法律法规,不结合实际应用很难深刻理解。但是,在实际生产应用中总会发现按规范操作的过程中有诸多不明确的细节,这就要求工程师能翻来覆去地查阅相关章节,包括查找英文版规范以避免因翻译导致的含义误读,同时需要查找相应的ASME产品卷,才能识别具体与通用要求间的差异。
[1] 周振丰,张文钺.焊接冶金与金属焊接性[M].北京:机械工业出版社,1992.
[2] 王希东.通用阀门焊接评定ASME和EN标准的应用[J].阀门,2004(6):18.
[3] ASME code,section Ⅸ QW-453,Welding and Brazing Qualifications 1998[S].
[4] 赫.汉伯瑞克.焊接评定中对ASME法规第Ⅸ卷的理解和应用[J].压力容器,1988,5(1):64.
[5] ASME code,section Ⅸ QW-100.1,Welding and Brazing Qualifications 1998[S].
[6] 美国金属学会.金属手册焊接与钎焊[M].第8版.北京:机械工业出版社,1984.
[7] 高清宝,王德权,苏志东.阀门堆焊技术[M].北京:机械工业出版社,1994.
