MG335树脂锚杆用热轧钢筋生产研究与应用
2013-07-30左建强樊炜凯
左建强 李 恒 樊炜凯
(山钢新疆分公司轧钢厂,新疆 喀什 844200)
随着我国煤碳工业的快速发展及安全管理的不断加强,树脂锚杆支护作为目前巷道支护中相对安全、经济的形式,逐渐被用户认可。树脂锚链用热轧钢筋作为山钢新疆分公司轧钢厂新开发的产品,主要品种有 MG335,MG400,MG500,MG600。生产规格多样,按螺纹的旋转方向分为左旋锚杆和右旋锚杆。广泛应用于矿山井下支护,边坡,地道,坝体加固等各项工程。随着工业的迅速发展,对钢筋性能的要求,欧、美等国主要采用微合金化技术生产高强度、综合性能好的400MPa、500MPa级钢筋。微合金化是当前各钢厂开发热轧带肋高强钢筋的主要方式,它是指在钢中加入微量V、Nb等元素,利用其强化作用,使钢通过热轧后获得高强度、高焊接性以及良好的成型性能。
1 工艺流程
铁水预处理→转炉→钢包底吹氩→连铸机→轧制→检验→发货
2 技术要求
2.1 产品化学成分
钢的牌号和化学成分(熔炼分析)应符合表1规定。
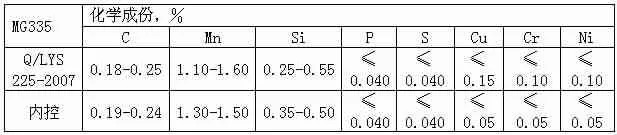
表1
2.2 性能要求见表2

表2
2.3 规格及尺寸偏差见表3

表3
2.4 钢筋的弯曲度不得影响正常使用,钢筋每米弯曲度不应大于4 mm,总弯曲度不大于钢筋总长度的0.4%。钢筋的端部应平齐,不影响连接器通过。钢筋拉伸实验按GB/T 20065-2006执行。执行Q/LYS225-2007树脂锚杆用热轧钢筋企业标准
2.5 钢筋的公称截面面积与理论重量见表3。
3 生产工艺与性能检验
3.1 生产工艺
转炉控制炉渣碱度2.8-3.0,保证过程渣化好,终渣化透。转炉采用双渣法,拉碳取样化验成分,合格后放钢。出库的连铸坯,倒运到加热炉前原料跨内。将钢坯由行车吊运至加热炉装料辊道上,齐头后由推钢机推进加热炉内加热。铸坯入炉严格按莱钢自用坯技术条件,检查连铸坯外 形尺寸及表面质量,有缺陷及时挑出;铸坯做到票、物相符,钢坯单独存放,严禁混钢。铸坯加热时严格按规定相应钢种控制炉温;钢坯加热应均匀,尽量减少黑印对钢材性能指标的影响;生产过程中严格执行停轧降温制度。连铸坯出炉后,经出炉辊道、机前辊道送至Φ500×1粗轧机,进行轧制。粗轧后的坯料,由辊道运至160t热剪进行切头、切尾。轧件切头、切尾后,进入Φ430×4中轧机组,进行轧制。中轧后的轧件经辊道送入Φ320×8精轧机组轧制成成品。成品轧件经倍尺剪分断剪切。剪断后的轧件由调速辊道送入上卸钢装置。轧件由上卸钢装置抛出后进入步进式冷床自然冷却。轧件在冷却的过程中由齐头辊道齐头。经步进式冷床,轧件落入下卸钢装置上,当轧件达到一定的数量时,下卸钢机构动作,轧件落入冷剪前辊道。冷剪前辊道将轧件送入300t冷剪进行定尺剪切。钢坯加热应均匀,加热时间:80~90分钟。加热制度如表5所示。
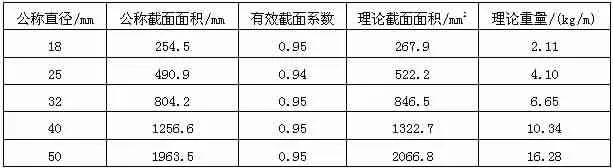
表4

表5 PSB830钢坯加热严格按下表控制炉温

表6 物理性能
生产过程中严格执行停轧降温制度。轧制温度制度。开轧温度:1050~1100℃,精轧终轧温度:950±20℃。粗轧1~6架尺寸偏差:±0.5mm;中轧:±0.3mm;精轧:±0.2mm。加强穿水水量和水压的控制,按照钢筋上冷床温度680℃左右控制穿水。严格执行工艺纪律,根据轧件表面质量及时更换轧槽和轧辊;轧制偏差按上限控制,交货检验项目:内径、外径、横肋高、横肋间距、圆度。
剪切时遵守工艺技术规程,严格控制因超剪、叠剪造成的弯头;定尺长度通常采用12米,其他需求见销售协议;长度允许偏差+50/+30mm;分规格按国内销售材相同支数包装,每捆重量在3吨左右。用Ф5.5-Ф6.5盘圆进行打捆,每捆包扎道数不少于7道,打捆要牢固。标牌标示用锚杆钢专用标牌进行标示,每捆焊接2个标牌,焊接要牢固规范。标示内容:生产厂家;名称:树脂锚杆用热轧钢筋;标准号:Q/LYS225-2007;钢号;炉号;规格;支数;重量。检验合格后进行码垛入库,摆放应整齐,便于吊装;通尺锚杆钢材一头齐,包装牢固,单独存放。
3.2 性能检验
试样取双倍试样,一组用于正常检验,一组用于试验分析。产品的物理性能如表2所示。产品的强度值符合国家标准,且各检测点的检验值相对稳定。
4 金相组织分析
将以上产品进行取样,利用金相分析仪进行了分析。
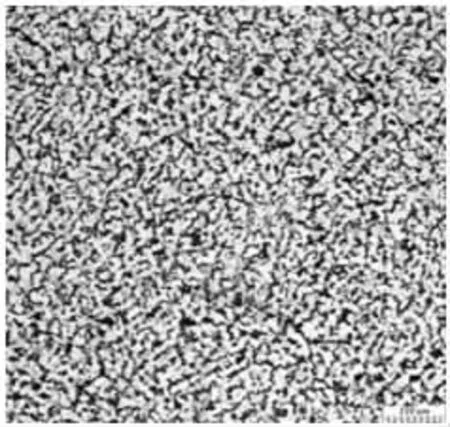
图1 轧后金相组织
采用金相图像分析仪以及扫描电镜分析对试样的金相组织进行分析,考察钢筋的显微组织,如图1所示。
由图1可知,样品均为铁素体与珠光体混合物。其中晶粒度为9.0级,且分布均匀。未见明显带状组织。样品中也未见明显的带状组织。钢筋的强度与钢坯的含碳量在一定范围内存在着正比的关系,即强度随着含碳量的增大而增大。合金元素Mn、Si构成置换固溶体,使屈服强度和抗拉强度增加。而V元素可以形成碳的化合物、氮的化合物,在轧后冷却时析出,起到第二相沉淀强化作用,并且V可以有效的细化晶粒,从而提高钢材的物理性能。
结语
本文介绍了MG335树脂锚杆用热轧钢筋的微合金化冶炼、轧制生产工艺及生产注意事项。对钢筋的尺寸以及性能要求等各项指标进行了论文。对产品进行了化学成分及物理性能检验,并且进行了金相组织分析。检验结果显示,加热温度和终轧温度过高会导致轧后晶粒粗大,使内部组织在奥氏体区停留时间过长,轧制过程产生的变形带、位错在奥氏体区发生回复现象,发生相变后,产品内部晶粒较大,使钢材的屈服强度降低。产品性能稳定,符合客户要求。
[1]贾培刚.树脂锚杆用热轧钢筋表面裂纹的生产与消除[J].山西冶金,2012(02):38-39.
[2]赵金勇.HRB400热轧带肋钢筋的开发与应用[J].黑龙江冶金,2006(02):14-15.
[3]丁宁.HRB400热轧带肋钢筋性能强化的机理分析[J].湘钢科技,2001(02):11-13.
