PLC程序修改在铸机板坯信息传输中的应用
2013-07-29黄月
黄 月
(辽宁本溪机电工程学校,辽宁本溪 117022)
1 引言
本钢炼钢厂两台大板坯铸机是从DANIELI公司引进的具有世界先进水平的铸机,6#铸机是一机两流即7流和8流,7#铸机是一机单流即9流。两台铸机所生产的汽车板已经为本钢带来了可观的经济效益,并将本钢带进中国可生产汽车板公司的先进行列。
两台铸机自同时生产以来,生产的板坯不能同时由输送辊道运送到连轧车间,而是采用一台铸机的板坯下线由运输汽车运送到连轧厂,另一台铸机生产的板坯由输送辊道运送到连轧车间,其原因是由于发送到连轧厂的板坯信息与实际下线到输送辊道的板坯信息不符,导致连轧车间不能根据实际接收的板坯信息进行轧制。由汽车运输板坯每年都会增加上百万的运输成本,同时又会增加大量的人力去组织和协调。给生产操作带来诸多的不便。为节约生产成本,必须尽快解决这一问题。
2 板坯信息发送的工作原理及错误原因
2.1 板坯信息发送的工作原理
当铸机开浇前,由二级系统下达包括浇次号和炉次号信息的生产计划到一级系统。当切割机完成一块板坯的切割后就会产生包括炉次和板坯次序的信息,并对每一块板坯的位置进行跟踪,直到板坯下线到连轧厂的运送辊道。当喷号完成后,就会由一级系统向二级系统发送所喷号板坯的全部信息,包括炉次号及板坯号。当由称重辊道输送板坯到横移车上时,一级系统将保存所载板坯的信息,当由横移车运送的板坯下线到通往连轧厂的输送辊道时,由一级系统将下线的板坯信息(炉次号和板坯次序)传送到二级系统,二级系统对所接收的板坯的信息重新组合并由MES系统(三级系统)发送到连轧厂。7流、8流、9流的板坯是由1#、2#板坯横移车共同接载,并完成下线到连轧厂的输送辊道的。铸机辊道及横移车布局见图1。
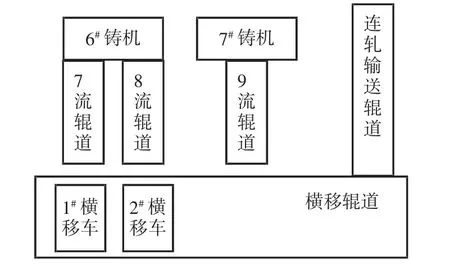
图1 铸机辊道及横移车布局图
2.2 板坯信息错误产生的原因
由于各种因素的影响,DANIELI公司的调试专家在调试期间没有对板坯信息跟踪系统进行调试,因此由一级系统传送到二级系统的板坯信息不是完全正确的,7流、8流铸机采用由称重辊道下线板坯到横移车上时向二级系统发送板坯的信息,而9流铸机是采用当板坯由横移车下线到通往连轧厂输送辊道时向二级系统发送板坯信息。这样就造成7流、8流、9流铸机传送到二级的板坯信息时间上不一致,而二级系统是将所接收到板坯信息进行组合并按接收时间的先后发送到MES系统(三级系统),先接收的板坯信息先发送到MES系统上。当两台横移车同时接收板坯时,生产操作人员要根据现场的实际情况接收不同铸流的板坯,而且下线的次序也不确定,先下线的板坯信息可能后发送,后下线的板坯信息也可能先发送,这样就造成由二级系统传送到MES系统上的板坯信息和实际由横移车下线到连轧厂输送辊道的板坯次序不相符。另外检查程序发现,当2#横移车无论接收到哪一流的板坯都会向二级系统发送有9流板坯下线到连轧厂的输送辊道上。这样又造成发送到二级的板坯数量大于实际下线到连轧厂运送辊道上板坯数量。因此由上述分析可知,发送到连轧厂的板坯信息不仅与实际下线的输送辊道的板坯信息次序上不一致,而且发送到连轧厂板坯信息的数量要多于实际下线到连轧厂输送辊道上的板坯数量,造成连轧厂无法判断所接收板坯是来自于哪一台铸机,也就无法根据所接收的板坯信息进行轧制。
3 解决的办法
3.1无论1#和2#横移车接载的是7流、8流、9流的哪一流的板坯,只有当横移车上的板坯下线到连轧厂输送辊道时,再向二级系统发送所下线的板坯的信息,因为在同一时间只能有一个横移车上的板坯下线,这就保证了所发送的板坯信息和实际下线的板坯信息相一致。
3.2 要确定两个横移车上所接载板坯是属于哪一流板坯,当板坯下线时,只向所接载板坯的那一个流PLC发送板坯下线信息,然后将信息发送到二级。
根据上述分析,按照所制定的板坯发送和下线规则就要对现有的横移车的PLC和7流、8流、9流的PLC程序进行修改,保证所发送的板坯信息和实际下线的板坯信息相一致。
4 PLC程序的修改
4.1 确定横移车接载的是哪一流的板坯,修改横移车PLC程序如下:
修改程序FC400功能块,增加NW18,用于确定1#横移车所接板坯为9流上的板坯。
修改程序FC400功能块,增加NW19,NW20用于确定1#横移车所接板坯为8流或7流上的板坯。修改方法同上。
修改程序FC420功能块,增加NW18,用于确定2#横移车所接板坯为9流上的板坯。
修改程序FC420功能块,增加NW19,NW20用于确定2#横移车所接板坯为8流、7流上的板坯。修改方法同上。
4.2 当板坯由横移车下线到连轧厂运送辊道时,仅向所接载那一流的PLC发送板坯下线信息。修改横移车PLC程序。
修改程序FC707功能块,增加NW25,由横移车PLC向9流PLC发送9流板坯下线信号。
修改程序FC707功能块,增加NW26,NW27由横移车PLC向8流、7流PLC发送8流或7流板坯下线信号。修改方法同上。
4.3 由7流、8流、9流PLC向二级发送板坯下线信号,通过二级将板坯信息发送到MES系统。
修改9流PLC程序FC188功能块的NW5,向二级发送板坯下线信号。
修改 8流、7流 PLC程序 FC188功能块的NW5,向二级发送板坯下线信号。修改方法同上。
5 结论
5.1 通过制定相应的板坯发送和下线规则,确保了7流、8流、9流PLC所发送的信息和实际下线的板坯顺序完全一致。
5.2 通过修改PLC程序完成这个信息交换的过程。通过检查一级系统和二级系统板坯的实际信息交换的数据,所发送的板坯信息正确。
