一台反应釜压料管管卡脱落、壁厚减薄原因分析及建议
2013-07-26杨以鹏
杨 以 鹏
(江苏省特种设备安全监督检验研究院 连云港分院, 江苏 连云港 222000)
设备的全生命周期管理分为前期管理、运行维护管理、轮换及报废管理三个阶段。[1]随着我国特种设备监察、检验机构对压力容器监管、检验力度的加大,特种设备使用单位尤其是有特种设备使用经验的大、中型企业对压力容器的安全管理工作日趋重视。
在化工、医药等行业的化工工艺过程中,内装有搅拌装置的反应釜被广泛应用,以使参加反应物质充分混合或物料的均匀受热、冷却。根据“浴盆曲线”理论[2],在压力容器投用初期,设备失效率较高。因此,当设备投用满3年[3,4],进行首次全面检验时,在检验过程中可发现设计、制造、使用等环节造成的缺陷。
1 检验案例
1.1 设备基本情况
图1和表1分别为某企业于2009年购进并使用1台6 000 L反应釜的简图和技术特性参数表。
1.2 检验结果
2012年,在首次全面检验时发现该容器存在以下缺陷:
再者,随着农资流通企业的转型,各种新型产品成为服务农业生产的重要抓手,给农户提供了更为丰富的产品选择,但由于农资市场秩序不够规范,假冒伪劣泛滥。李殿平表示,尽管国家加大对假冒伪劣农资的打击力度,但制售假冒伪劣农资行为仍屡禁不止,严重扰乱了农资市场的正常秩序,农资监管体系亟需完善。
1)处理时间。3月1日开始用国光大果或兰月吡效隆处理,3月2日基本完成。根据实践经验,用国光大果或兰月吡效隆进行果粒膨大处理,最好在果粒花生米大小时进行(即坐果后 20~25 天)。
(3) 造成管卡脱落处的压料管后内筒封头壁厚局部减薄的主要原因分析:比较无、有管卡处和管卡脱落处的压料管后内筒封头壁厚减薄的情况,发现无管卡处封头局部壁厚未见增量减薄,有管卡处封头壁厚增量减薄量为0.5 mm,管卡断裂处封头局部壁厚增量减薄量为4 mm。压料管处封头表面均光滑,未见凹点且三处均处于同种介质环境下,因此管卡脱落处封头局部存在较大增量减薄的形成原因不可能是电化学或化学腐蚀。推理可知,造成封头局部增量减薄主要原因是流体作用。如图2所示,管卡脱落后,在内筒体表面形成小凸起,工艺料流经此处时,受到管卡剩余凸起、压料管与封头内壁间隙的影响,流体在局部流速加快,加剧磨损,造成封头壁厚的局部减薄。从结构上看,造成设备壁厚局部减薄的原因根源在于压料管管卡脱落。
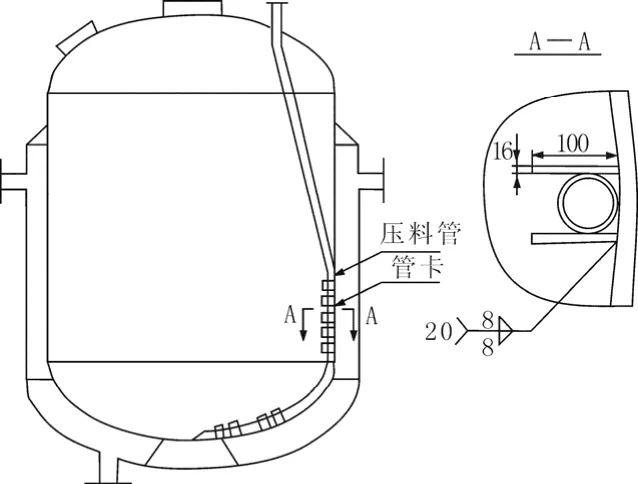
图1 反应釜简图Fig.1 Diagram of reaction vessel

表1 反应釜的技术特性Table 1 Technical characteristic of reaction vessel
(2) 内筒筒体液面以下壁厚整体减薄2 mm,最小壁厚22 mm;内筒下封头壁厚整体减薄3 mm,降至23 mm;
军训对于我们每个经历过的人来说,都是一段永远都忘不掉的美好回忆。其中会发生很多有趣的事,也会被自己与战友的坚持所打动。
(1)规范统一。应用移动终端实现无纸化操作、规范合同结算业务单据,从技术角度保证业务单据的真实性、准确性。
(4) 靠近内筒封头底部位置的压料管上侧管壁有局部穿孔,压料管进口处部分管体缺失。
(3) 下封头部位有个别压料管管卡脱落,管卡的残余部分高出内筒/封头内壁2~3 mm。管卡脱落处的压料管后内筒封头最小壁厚19 mm,减薄面积约3 cm×5 cm,比管卡及焊脚外侧封头壁薄4 mm,比无管卡的压力管后内筒封头壁厚薄3.5 mm;
全面检验时,对反应釜内筒内壁焊缝做磁粉检测,未发现表面缺陷存在,液面以上未见减薄。审查图纸时,《技术要求》中标有“设备制造完成后,进行整体(包括压料管)消除应力热处理,热处理后严禁在筒体上施焊。”
1.3 原因分析
(2)造成管卡裂纹、脱落的原因主要由以下三方面构成:①管卡与压料管采用过盈配合方式进行装备,压料管未固定于管卡上,反应釜在使用时,工艺料在搅拌过程中不可避免的会对压料管进行冲刷作用,致使压料管晃动,撞击管卡。管卡受到周期性疲劳载荷作用。在反应釜使用过程中,管卡至少一面受到间歇拉应力作用。②虽然管卡在焊接过程中,焊脚圆滑过渡,但是管卡与封头壁面连接部位存在的不连续结构是无法避免的,产生了应力集中。③呈酸性的工艺料。在疲劳载荷、应力集中、酸性介质的共同作用下,造成了管卡根部的裂纹或管卡局部断裂脱落现象。
事务处理模块 事务处理模块主要包括用户事务和系统事务两部分,其中用户事务主要包括对用户信息的处理;而系统事务主要包括对播放器进行一些逻辑控制,如暂停、播放、截图等操作。
(1)壁厚的整体减薄主要原因是工艺料与容器内筒内壁的磨损和呈酸性无机盐工艺料对容器内筒材质的腐蚀,其根源在于设备设计选材时“性价”比的考量,本文不作进一步分析。
(1)管卡根部,距离管卡与封头连接的角焊缝上缘5 mm位置有裂纹、裂缝;

图2 管卡示意图Fig.2 Diagram of pipe strap
1.4 建议和方案
年减薄量(26-18)/3=2.7 mm,内筒下封头最小厚度为19 mm,该设备下次全面检验周期为1年。
按《GB150.3-2011》[5]对内筒封头进行壁厚校核:
Pc=3.0 MPa(最高允许工作压力)、工作温度200 ℃,[σ]t=170 MPa,Φ=1,Di=1 800 mm,封头的计算厚度(mm):

设备使用单位没有进行反应釜热处理的条件,因此无法对管卡、封头及内筒进行热焊修补。
针对1.3节原因分析内容,本文提出以下建议和方案:
(1) 进行容器设计时,去除釜内压料管、管卡结构,将反应釜出料方式改为下出料,对从而有效避免压料管震动、管卡脱落带来的影响;
伊拉克战后,在美国的强力主导下,伊拉克库尔德人获得了宝贵的自治权,拥有了库尔德自治区议会、自治政府及军队,具备了独立的初步条件。库尔德人的民族意识一经激活,便迅速成长,尤其是在与“伊斯兰国”的战争中,库尔德人与美军的合作得到加强,追求独立的愿望更为强烈。2017年9月27日伊拉克库尔德人举行独立公投,赞同独立的人数高达91.83%。虽然在周边国家的军事高压以及美国的强烈反对下,此次独立公投最终无果,但库尔德人寻求独立这一风险因素将作为地区动荡的导火索长期存在。
(2) 进行容器设计时,保留现有上出料方式,在筒体、下封头压料管固定管卡底部设置垫板,缩短年度检验、全面检验周期,及时发现、修补破损脱落的管卡及压料管。
(3) 建议使用单位更换缺失、局部穿孔、壁厚过量减薄部分的压料管,并采用冷焊方法或高温金属修补剂对脱落的管卡及局部减薄的封头进行修补。
2 结 论
根据“浴盆曲线”理论,在压力容器投用初期,设备失效率较高,建议企业在设备投入运行1~3个月安排检验,及时发现排除设备可能存在的隐患。建议反应釜设计单位根据设备使用单位情况,优选设备进、出料方式,改进压料管固定结构。
[1]王勋,段轶,宋宇轩.浅谈压力容器的全生命周期管理[J].科技风,2012(15):261-265.
[2]周永跟.论压力容器和压力管道的安全管理[C].2009中国金属学会冶金安全年会论文集,2009,11(4):253-256.
[3]TSG_R7001-2004压力容器定期检验规则[S].
[4]TSG_R0004-2009固定式压力容器安全技术监察规程[S].
[5]GB150-2011压力容器[S].
