电泳涂装在铭、标牌中的应用
2013-07-23白惠艳
文 白惠艳
在金属标、铭牌制作领域,通常情况下铭、标牌制作方法分2大类:一是在平面上单色或套色(多色)印刷,即行业内常说的平面丝网印刷工艺;二是铭标牌上的图案、文字为凸或凹字,也就是常说的腐蚀制版工艺。目前的铭、标牌加工中,90%左右为腐蚀制版(凸凹字)工艺,它的特点是文字图案清晰美观,耐腐蚀磨擦,耐酸碱等,适合在各种恶劣条件下使用。20多年来,腐蚀制版的铭、标牌蚀刻后喷漆工序一直沿袭采用老工艺进行加工,生产周期较长,工人劳动强度大。为了改善原工艺方法,新进调研引进了一台电泳电镀设备,其原理是通过将待电镀(必须是金属)铭、标牌零件作为阳极,铁板作为阴极,在电场力的作用下,通过电镀原理将带颜色涂料镀到零件表面而代替原蚀刻后喷漆铲或刮漆工艺。电泳涂装上漆后铭、标牌表面颜色一致,漆面平滑无铲、刮痕及颗粒等弊病,节水节材料,不再用大量砂纸进行打磨处理,大大减轻工人的劳动强度,完全能满足现在各种金属铭、标牌的生产要求。这一新技术已经投入到实际生产中。并在各种材料不锈钢、黄铜、铝铭牌上试生产,均得到了非常好的效果。
原有工艺方法
上述所说的所有产品铭、标牌喷漆工序采用的老工艺:
1.将已喷完硝基漆的铭、标牌晾干,并浸在温水内半小时左右,酒精液浸15~25分钟。
2.用铝板或有机玻璃自制小刮铲小心地沿一个方向进行刮铲(或用300#~400#号砂纸在温水中进行砂磨),直到字迹笔画图案完全清晰为止。
3.干燥:放入烘箱烘干。

问题的提出
笔者公司所有产品中的铭、标牌,就其材质分为:铝板(8A06-H18)、H62黄铜、不锈钢等材料;而腐蚀铭、标牌就占所有铭标牌的90%左右,品种繁多,其中小、中数量占大多数,大批量也不少的情况下,往往在生产过程中遇到各种短线任务,铭、标牌的正常工序通常有十道左右,有特殊外形尺寸的需要专用模具落外形。具体工艺过程如下:
1.备料
2.制版: 去油→煮减→刷光→烘干→丝印→烘干→图形转移→显影→烘干→修版→反面涂漆片→晾干→弱腐蚀→蚀刻→退膜→流水冲洗→烘干
3.喷漆:喷漆→晾干4小时→酒精液浸泡15~25分钟→刮铲→烘干
4.剪单排
5.冲孔
6.切外形(异形用专用模具)
7.修锉
8.激光刻字
9.喷清漆
针对笔者工厂承接的所有铭、标牌,特别是外形尺寸较大或大尺寸腐蚀铭、标牌在进行喷漆工序时,因地处西北地区,空气常年干燥有浮尘,喷漆设备也是80年代引进,无无尘操作间,喷漆后表面往往有颗粒毛灰等弊病,用自制刮铲刮工件时,极易造成漆面划伤,底面不平;用砂纸打磨,大面积处极易漏底。零件成活率较低,来回返工或造成报废。
随着科技不断发展,整机外形越来越小巧美观,新产品研发投产代替老产品,与之相配装的铭、标牌也应该越来越精致漂亮,提升整个产品的档次。随着现今铭、标牌黄铜(镜面、磨砂)、不锈钢(镜面、磨砂、雪花、拉丝)等新材料的出现,腐蚀制版后喷漆工序沿用老工艺,就不可能进行,上述镜面状态就会破坏,只能在铝材质的铭标牌上进行。
解决办法
要满足现在总厂产品和市场需求,怎样能在腐蚀铭、标牌制作上有一个突破,就作为一新的课题被提出来。就上述问题的提出,通过学习及查阅各种技术资料,找到一种新设备及工艺方法,就是用电泳涂装设备,在铭、标牌腐蚀后喷漆工序应用,代替原老工艺。具体原理及工艺过程如下:
1.腐蚀后的(铝、铜、不锈钢材质)表面状况如下:
2.电泳涂装原理:
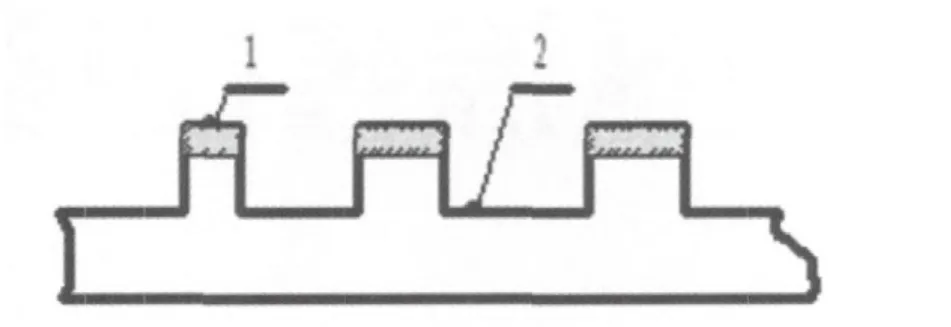
腐蚀后的铝(铜,不锈钢)板
是将上述具有导电性和非导电性表层的铝、铜、不锈钢板零件放入水溶性涂料中进行电泳,这些零件作为阳极,铁(不锈钢)板作为阴极,在电场力的作用下,涂料中被水解成带负电荷的离子(树脂离子RCOOH)向阳极泳动,在导电的铝、铜、不锈钢材质层上被吸附,中和放电而失去电荷,沉积在铝、铜、不锈钢材质层表面;而在非导电性的氧化层不发生这种反应,故不能吸附胶体粒子,从而达到局部涂装的目的,如图:
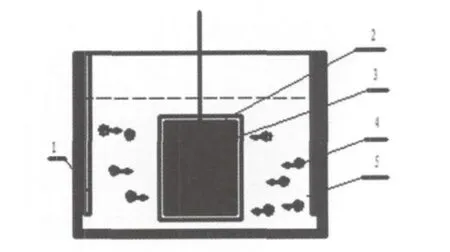
电泳涂装
3.电子涂装的工艺条件:
阳极:被涂装的铝、铜、不锈钢零件
阴极:铁板(不锈钢)
阴极电泳漆:阴极电泳漆采用的是环氧树脂和聚酰胺树脂混合改进型。
中和剂:采用有机酸,在水中离解为阳离子聚合物。
稀释剂:等离子水(或蒸馏水)
4.工艺参数:
电压:50~100V(逐升)
时间:1~2min(按材质不同调整)
温度:20~25℃
PH值:6~7.5
膜层厚:6~20μm
5.新工艺过程:
蚀刻后零件表面用流水冲洗干净→烘干→电泳→流水冲洗干净→烘干→转下道工序
具体操作:
将腐蚀好的零件用流水冲洗干净烘干后,块料上边缘打一挂钩个孔,电泳时工艺参数按上述调整控制好后放入电泳槽内1~2分钟即可,用流水冲洗时拿干净软毛刷刷洗工件表面,入烘箱烘烤120℃,15~20分钟上漆工序就完成了。
电泳涂装操作时,电泳液的固体含量、水的纯度、温度、电压、时间及PH值等要进行严格控制,这些工艺条件对涂膜的厚度、细度、均匀性、光泽性、附着力等有着很大影响。
结论
通过电泳涂装上漆新方法的引进和在铭、标牌常用3种材料上的小批量试生产,电泳涂装上漆和原喷漆(按老工艺)相对比,结果见下:
1.蚀刻铭牌喷漆工序采用电泳方法,每操作一版(拼版)时间从入槽到出槽1~2分钟;全部工序完成只需1~2天时间;而铭牌喷漆按原工艺的话,同样操作一版(拼版),喷漆到铲或砂磨出至少要2~4小时,全部工序完成要2~3天。
2.还有最大优点是所有铭、标牌电泳涂装上漆后不受环境气候等因素影响,漆面光洁平整,不再有刮、铲痕、颗粒、毛灰等弊病;特别是大尺寸(1000mm×600mm以内)铭、标牌,零件上漆合格率99%,节省材料(砂纸),工人不用整天泡在水房里低头弯腰砂磨工件,劳动强度大大降低,生产效率大大提高。
3.在新材料黄铜(镜面、磨砂)、不锈钢、镜面不锈钢(钛金、银)板等铭、标牌蚀刻后无法进行喷漆情况下采用电泳涂漆方法,可顺利完成这类装饰性铭、标牌的全部工序制作,填补了笔者公司产品及外协中铭、标牌只能作铝材质铭标牌的空白。
4.上述3种材质的蚀刻铭、标牌采用电泳上漆后随产品整机外壳做高低温及潮热例试:高温60℃,低温-30℃,时间为10天,其结果为无掉漆起泡脱层等现象,完全能满足铭、标牌的制作设计要求。

结束语
在今后的工作中,我们会不断遇到一个又一个难题。解决了难题,我非常快乐。知识的海洋是浩瀚无边的,平时多学习,更多的积累,方能在自己今后的工作中得到很好的应用。上述电泳工艺作为新的知识点,在这里与同行分享,本人愿意与大家携手一道,推进本专业新技术不断向前发展,继续向前努力。