组合式加工与网版印刷的完美结合
2013-07-23江丰邑
文 江丰邑
广告制品门类齐全品种繁多,加工的方式无外乎手工与机械方式并存,网印在其加工工艺中保持相当重要的地位。虽经过几十年的发展,但受地域条件的限制与环境影响,其规模仍旧属于中小企业,技术发展缓慢,究其原因,受限的因素很多,如人才、资金、客户资源、管理方法与思维创新模式等都阻碍了企业的发展。而当下创新与改造旧有技术设备使企业的经营竞争实力突显,呈对外赢得客户订单创造经济效益、对内提高生产效率节约成本、提高员工福利待遇的三赢局面。受全球经济环境不景气的影响,越来越多的印刷行业开始整合资源,承接短版小件订单,并向广告行业拓展,加剧了广告行业的竞争势态,淘汰一部分落后微小企业成为必然。企业在引进新工艺设备以应对市场需求的同时,也应考虑原有设备工艺整合以挖掘潜能提高经济增长点,如一味淘汰旧有设备盲目引进新设备而未充分分析市场变化无疑是种浪费,所以说没有淘汰的工具只有淘汰的工艺,新材料与新工艺的存在使得原本老旧的工具注入新的活力。
任何一种产品都不是一项工序与加工方式完成的,换句话讲单一模式的加工产品,技术含量偏低竞争无优势。以下各例仅以抛砖引玉提及方法与思路以求创新与融合新方法模式。
刻字机与网版印刷、数码打印加工组合
刻字机具有切割、绘图等多种功能的电脑外设,是最早进入我国广告市场的加工设备,与打印机、扫描仪组成广告小店的三剑客。随着时代发展,办公自动化整合了打印扫描两种设备,推出一体化机,使其功能与使用成本得到降低。而观其刻字机市场,由于国产化写真喷绘设备推出抢占原有部分广告制品市场,而其功能单一,制做彩色产品需多次切割拼贴,效率低,成本高,精度、速度提升有限而显颓势。目前刻字机市场主推桌面型及平台式刻字绘图仪,桌面机就是大机迷你版,增加了红外定位功能,价格与大机相差不大,软件使用美国彩艺绘图软件,其红外定位功能是专门针对打印套位提高模切精度的,适合家用商业小规模使用。

1米刻字机

图A 打印及模切线文件
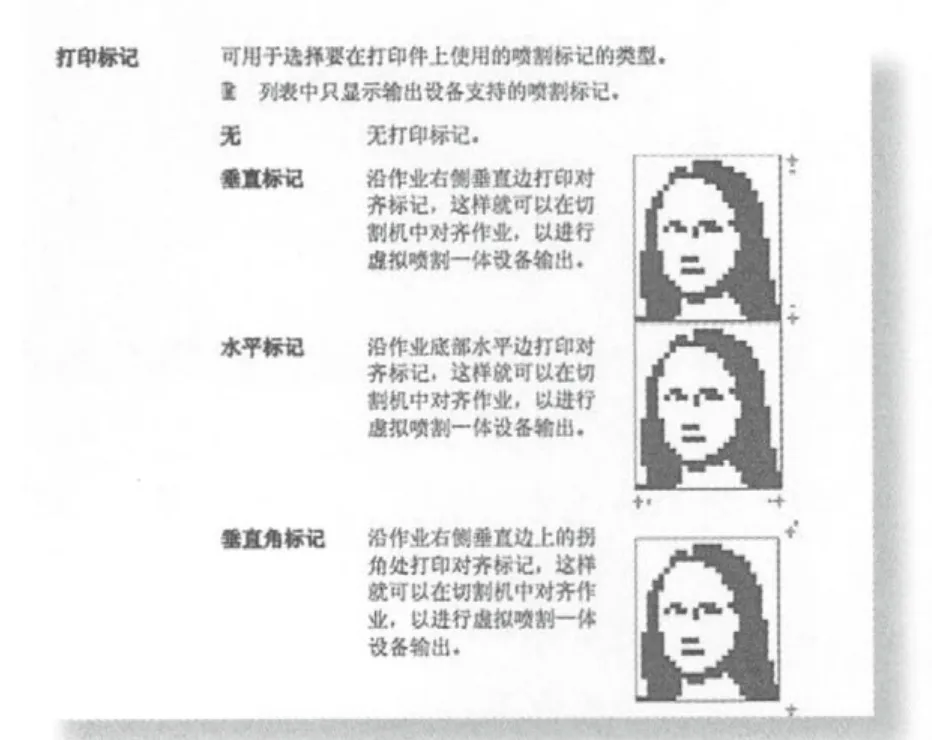
图B 打印套位标记
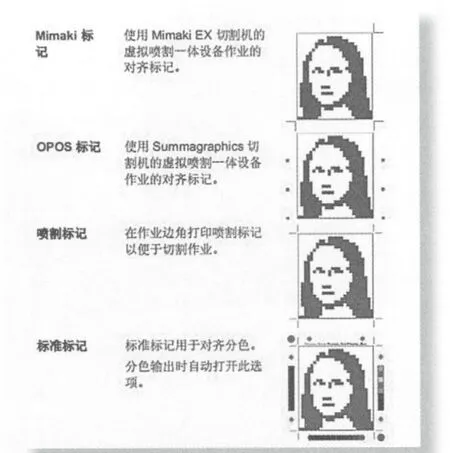
图C 打印套位标记
虽然写真喷绘国产化设备成熟但产品模式也非常单一,打印常规图形影像而外形加工是空白。早在上世纪日本图王推出一款喷刻一体机,但概念过于超前且价格过高,打印精度差,市场反应平平。目前国外罗兰、MIMAKI均有写真刻绘一体机推出,仅针对高端产品标贴适合,对于中小企业来说性价比不高,因为一体机价格高于同类写真与刻绘机总价。
设备国产化的今天,进口刻绘机优势无存,打印后略干才能进行切割作业,与同步打印切割两套设备相比生产效率并不见提高,对于刻字机功能与网印加工融合在商标不干胶制品的应用,曾经在杂志上作过介绍,当时介绍方法是先将单张或卷筒铜版或PVC类不干胶按拼版要求先行切割外轮廓(模切)并切割出套印标记点,然后进行网版套印,这种方法适合短版小活件与打样生产,对精度与生产效率要求高的产品来讲并不适宜。而先行打印或印刷,放置刻字机上进行套印,要解决对位精度与延长走纸不偏向的多种问题,也就是要了解刻字机Y轴输出速度与步进误差的影响,速度快走纸X轴方向误差相对较小,而Y轴步进电机的影响大,高速正向反向运行中受惯性与单边电机转动影响很容易出现滑纸与偏向,当使用中速与慢速时受影响最小。走纸偏向还与压轮两边压力不均、上纸不正等原因有关,滑纸主要与压轮橡胶磨损胶质过硬、纸面过于光滑、压轮压力不够有关。
刻字机最大的优点在于自动测纸,可任意定位原点,图形输出不受限制。成卷材料比单张材料节省,考虑压轮进纸的问题,单纸最后1~2.5cm为压轮空白区域。对于单张打印A4、A3成品材料,进纸上机严格按纸边靠齐X轴线(即横向压条与刀尖中心点线,看压条刻划出的切割线即是),原点定位右纸边,A3加长材料,需在左边压轮后方用0.5mm PVC硬片双面胶贴固定底座平台,靠齐纸边防止走纸时长距离偏向。对于成卷印刷材料,除放置转轴上外,转轴两端需要制作固定纸盘防止运行中纸张偏离,平台前后两边也需用厚薄不一的PVC材料制作规矩块防止进纸走纸偏向,由于成卷印刷材料较重,需手动或加装送纸电机防止自重滑纸重叠。

桌面型刻字机

平板刻绘机

车贴标识
桌面刻字机工作原理是通过电脑使用刻绘软件自带打印与刻绘双重功能实现,在彩艺软件中设计排版好要打印切割的文件,通常轮廓线需大于图案1mm左右,如需满版底色需进行图案出血位设置,轮廓线设计为白或透明(图A),即打印时不会被印刷出,通过打印机输出不干胶成品并自动打印出套位标记点线(图B、C),然后放置桌面刻字机上,通过刻字机红外定位扫描与电脑中文档校对后开始模切工作。其优点在于定位的准确性高,但每张都需扫描定位,效率低下,按原有刻绘设备再来重复投入也不合适,所以常规刻字机与数码喷印设备及网印工艺的组合方式将是最佳选择。
工艺流程:数码印刷或网印不干胶→上机定位刻绘输出→去除纸边成品(实用产品:各类不干胶商标、标识志、广告车贴、地板贴、开关贴、室内装饰墙面贴、橱窗贴花、拼图玩具、彩色剪纸工艺礼品、喷印模版、水晶滴胶标贴外包装盒纸箱打版。注:由于常规刻字机为小刀头,不适合1mm厚材料整体切割,故适合平板式刻绘机操作)。
更换材料与配套工艺即可实现热转印与水标转印产品工艺流程:数码喷印热熔或水转纸(正向或镜像)→上机定位刻绘输出→去除纸边→T恤热压烫转印或产品水槽中转印。
网版印刷相关不干胶技术工艺很多文章中均有介绍,不做复述。网版印刷优势在于油墨色相丰富、品种繁多对承印材料不需要过多限制,可选择性强,手工机械印刷加工均可,对于成卷材料需加装收放纸以及快速烘干装置。所要注意的是每个图案间隔需大于5mm,底板平台可用硬性材质,涂布少许油性台胶以防止印刷时纸张的位移,图案与纸边大小设定要统一标准,并与电脑文件中的设置一致,这样在切割外形时才不会发生错误。对于印刷完成后的材料,可上刻字机对位,其方法是,将走纸压轮抬起,平行放入纸张,纸右边对齐落刀点,用手压下小车刀具点,压下压轮,按面板上的前进后退测试纸张走向有无偏离,换上无油笔芯进行印压试刻,看走线有无偏离图案或误差大小记录进行调校,调校无误后换刻绘刀进行刀压测试,测试完成后按文件进行切割,走纸后的方向设置停在后端,在刻绘软件中可以设置多页输出并设置每块文件的间隔距离以实际印刷的为准。

网印成卷材料示图

车贴标

异形车贴
对于数码打印的材料可并机进行打印切割同步,其间隔距离以大于纸张2倍高度规格,因打印速度与干燥时间的限制,切割时需以慢速按顺序进行模切加工。打印材料不宜过薄,小图案刀具要锋利否则易发生起毛切不透现象。对于需进行水晶滴胶等深加工商标,待去除纸边后,切单张压平水平放置进行滴胶。
新材料与组合方式加工往往使之前平淡无奇的产品有了新的卖点,创新思维的活力又给这些工艺以新的诠释如近来流行的水立方猫眼膜。(猫眼膜是利用光学原理结合特种印刷工艺在塑料表面形成一种光学透镜阵列成像薄膜,通过上色或镀铝改变成像机理,提高装饰效果,扩大产品用途。成像度高,质量稳定,具有高附加值,可印刷涂布,也可材料复合。目前在包装、礼品、装饰品、灯饰、建材、广告装璜、窗贴、不干胶、鞋业、运动器材等各行各业的包装装饰市场上广泛应用。材质以PET、OPP、EVA、PVC为主。厚度为20~75μm,猫眼膜具有透镜广角效应,缩小图像,扩大视野,能反映观察物数个缩小的图像,是国内外普遍受欢迎的一种新型环保外包装软性材料。)利用网印开窗工艺加以剪纸贴膜方式,应用于高档橱柜、组合式冰箱门、钢化玻璃炉具面板,广告牌方面,使原本平面静态的图案,有了动感再现的效果,加上巧妙的图案设计,点线面与底图相溶一体给人耳目一新的感觉。
PP金葱纸、PP反光材料、绚彩纸、珠光纸等特种纸张不干胶。产品主要用于烟盒、茶叶盒、酒盒、月饼盒,化妆品盒、牙膏盒、珠宝首饰盒、礼品盒、精品盒、保健品、酒/茶叶/月饼手提袋、服装吊牌、圣诞贺卡、请柬、画册、精装书等中高档产品的包装印刷。客户群体主要是:工艺礼品、包装印刷行业,墙面装饰贴等。其中PP金葱纸和PP反光材料相比,网印胶水洒粉工艺整体成品更高,粘合度牢,后期加工方式简单,是针对高端产品而研发,是一种革命性创新。

3Dcateye膜
3D广告牌
雕刻机与网印移印、数码打印加工组合
如果说打印刻绘是平面二维的加工方式,那么雕刻机的加工则是多了垂直于平面的三维加工方式,产品外形不同于一般平面而有立体造型,雕刻机通常分为机械式与激光雕刻两大类,都属物理加工方式,区别于化学品电蚀刻。激光雕刻虽说加工精度高但受激光发生器功率影响加工的产品有一定的单一性,性价比不及机械式雕刻。机械雕刻机是通常所说的数控铣床,由以前专业军工机械行业加工领域生产,广泛应用于广告标牌业、电路板、模具加工、石材加工、木工家装等行业。最早的小幅面雕刻机主要应用双色板雕刻标牌、胸牌,大型应用于水晶字亚克力吸塑灯箱方面,但以小幅面加工雕刻胸牌批量生产速度远不及网印,虽然加工出的产品比网印印刷立体质感强,但其色彩、精度方面远远不如网印,逐渐被彩色打印证卡及网印有机胸牌所替代,仅存的只是印刷的后期加工工序。网印的灵活性决定其生存空间,无论是先行加工成品套印还是印刷后再进行雕刻加工都可以胜任,从节约材料来看整体拼版雕刻成品比裁切半成品印刷后再加工省料,但批量小工件产品印刷又比单一套印方式效率更高,如何选择加工方式取决于产品的要求。
常规的网印产品广告牌,先以雕刻机拼版开料,得到规格统一边条平直的半成品,其印刷套位是非常准确的,印刷完毕后的半成品放置雕刻机定位也是按边线规矩块来定位,边线路径是以雕刻刀的刀尖中心点为准,若是异形切割需考虑固定夹具的位置与雕刻路径有一定的距离防止走刀时碰撞断损刀具,对先雕刻外形产品再套位印刷的产品,可待雕刻加工去除毛刺边后,取PVC板按印刷拼版方式雕刻出图形内线,过薄的版材可以垫高至半成品高度,印刷时按半成品放置模版中进行套印,可制备几块模版更换套色。由于网印受印料油墨影响,过深过细的线条油墨完全填充,所以采用移印方式填色比手工针筒滴胶方式效率高的多,移印印版的加工可采用尼龙版材,用雕刻机雕刻或金属版蚀刻方式,小面积也可以使用激光打标的方式进行加工。
压纹机与网印加工方式组合
一种印刷方式,有其特殊的优点,也存在着各自的不足,这对于提高印刷产品质量,创造新的印刷效果,不能不说是一种缺陷。为弥补各种印刷方式存在的不足,人们不断改进设备和研究新技术,开发新材料。经研究发现,不同的印刷方式所表现出的优缺点有时具有互补性,如果能将其组合应用,就有可能取长补短。鉴于此,印刷厂商致力于寻求一种能在同一个产品上获得多种印刷工艺效果的印刷方法。因此,近年来多种印刷工艺在线式组合的组合印刷中得到普遍的应用。由于人们将印刷与印后加工作为一种整体性的解决方案,所以组合印刷越来越流行。众多相关技术的发展也使得组合印刷不但成为现实,而且体现出良好的市场性和经济性。
单色金葱纸
近年来,组合印刷的发展速度很快,一台印刷机上可任意组合成几种不同的印刷加工方式,使得原来要在多台机器上印刷加工才能完成的产品,一次就可以完成。实践证明,组合印刷确实能像人们预期的一样,不仅可以起到优势互补的作用,而且还可以创造出新的印刷效果,扩大印刷范围。
平面印刷产品过于普通引不起消费者注意,通过采用凹凸压印方式加工印刷成品。其实它不能算为标准的印刷方式。它不用油墨,只是利用特殊刻制的凹面模版和翻制的凸面模版,运用压印机在已印刷完毕的印刷品或承印物表面,利用压力压出凹凸图文的一种工艺方法。
网线压纹凹凸版印刷。它与凹凸压印有些类似。不是印刷色版,而是一种通过印压在烫印各色电化铝、金银卡纸等具有金属光泽质地的印件表面上而形成网纹压迹及多层次凹凸压模版。它不但使印件富有立体感,还会因纹迹的不同角度和层次变化而产生光散射,从而呈现出奇异多彩的动态视觉效果,提高了产品的装饰性。
压纹分深压纹与浅底压纹两种,其加工设备又分为平板液压机与滚筒压纹机(圆压圆)两大类,平板压纹机加工深度可达1.5mm,但因其加工方式平台升降,单张送纸效率远低于滚筒压纹机,加工花型也主要以文字底图花型为主,突出立体效果,但套位精度不高,而滚筒特种压纹机,以在机器的印版滚筒表面装上精致光纹版,通过两者印压将表面上光纹直接印压到金银卡、PET膜特种纸等;它能形成折光纹、镭射纹、磨砂(蚀刻)纹、冰花纹、陶瓷裂纹、凹凸上光等图纹,一版即可达到多重效果,使得原本网印UV磨砂折光上光等多版工序一次性完成,而且前后印品品质稳定统一,广泛适用于高档酒盒、化妆品盒、包装盒、药品包装盒、食品包装盒、挂历、广告画等。作为环保型印刷机械,发展前景良好,是替代部分网印加工工艺方式,但目前售价较高,仅适合纸制品印刷后期加工,不适合小批量及塑料材料产品的加工。
网版印刷。设备与制版成本较低,材料易购,充分利用丝网印刷印刷墨层厚,墨层可随意调整等优点,加上UV光固或厚版立体PU油墨,其墨层可达2mm,由于网印油墨品种多不受印刷材料加工限制,再配合数码平板印刷机印刷,使其在广告制品领域的应用更加广泛,增强了产品的吸引力。
在谈及市场前景发展与经济不景气不少中小企业主都感觉发展遇到瓶颈,举步维艰。其中的原因各不相同但却有部分相同点,如今行业归属界限日趋融合,以往印刷企业只限定印刷产品加工,广告行业也仅限定室内外广告制品制作与发布,而现在行业跨界抢占市场的因素并非为满足市场需要为主,加剧竞争,两极分化严重,一是有资源资本占优势企业发展壮大,并以强强联合之势淘汰规模偏小的企业,二是成本提高,利润骤减,业务品种过少,规模偏小企业生存空间有限。人员流动频繁,受当下环境现实主义影响,员工缺少进取与奉献精神,企业主管理水平能力有限,缺乏优秀的管理团队都是影响企业发展因素之一,与其说有人才有设备都没多少生产优势,就是没有开发员工的潜能与设备利用率,一味只按订单生产来料加工,缺少自主创新的动力,企业主没有超越自我的思想意识。仅有想法不具体计划实行,只能凭添员工的惰性与经营压力。