用PLC技术改造Z3040型摇臂钻床
2013-07-19石玉明凌忠良
石玉明,凌忠良
(湖南信息职业技术学院,湖南 长沙 410200)
0 引言
目前,部分中小型企业仍广泛使用传统的继电器控制机床,虽然这些机床能在一定范围内满足单机和自动生产线的需要,但由于它的电控系统是以继电器、接触器的硬连接为基础的,技术上比较落后,特别是其触点的可靠性问题直接影响了产品质量、生产效率和生产成本,如用PLC对它进行技术改造,便能取得很好的效果。本文以一台老式Z3040型摇臂钻床电气技术改造为例,简要说明PLC在这方面的应用。
1 Z3040摇臂钻床的电气控制要求
钻床是一种用途广泛的孔加工机床,主要用于钻头钻削精度要求不高的孔,另外还可用来扩孔、铰孔、鏜孔以及刮平面、攻螺纹等。Z3040型摇臂钻床是一种立式钻床,适用于单件或批量生产中带有多孔的大型零件的孔加工。图1为Z3040型摇臂钻床电气控制系统的主电路图。
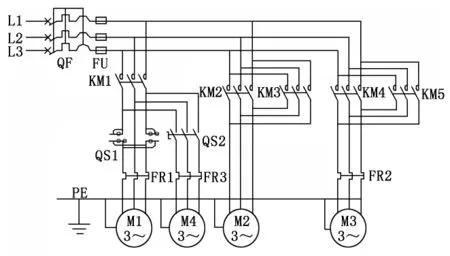
图1 Z3040型摇臂钻床电气控制系统的主电路
Z3040型摇臂钻床的电气控制要求如下:
(1)M1为主轴电动机,功率为3kW,由交流接触器KM1控制,只要求单方向旋转,主轴的正、反转由机械手柄操作转换开关QS1控制。主轴电动机M1装在主轴箱的顶部,带动主轴及进给传动系统。热继电器FR1为主轴电机的过载保护元件。
(2)M2为摇臂升降电动机,功率为1.5kW,用接触器KM2和KM3控制正、反转,由于该电动机短时间工作,故不需要设过载保护电器。但为了安全,应具有极限保护。摇臂采用自动夹紧和放松控制,应保证摇臂在放松状态下进行升降。
(3)M3为液压泵电动机,功率为0.75kW,可以做正向转动和反向转动,分别由接触器KM4和KM5控制,热继电器FR2是液压泵电动机的过载保护电器,该电机的主要作用是供给夹紧装置压力油,实现摇臂和立柱的夹紧与松开。
(4)M4为冷却泵电动机,功率很小,只有90W,由开关QS2直接启动与停止。热继电器FR3为冷却泵电动机的过载保护电器。
2 PLC控制电路
2.1 I/O分配、机型选择、I/O接线图
为实现Z3040摇臂钻床的上述电气控制要求,现选择三菱公司生产的FX2N-48MR小型PLC,其I/O地址分配见表1。
图2为Z3040摇臂钻床的PLC输入输出接线图,绘制时须注意以下几个问题:
(1)尽量减少PLC的输入信号和输出信号。PLC的价格与I/O点数有关,减少输入输出信号的点数是降低硬件费用的主要措施。该控制电路中,由于冷却泵电动机M4的控制电路相对简单,且与别的电路无关,因此没有必要采用PLC控制,应仍采用继电器电路控制。
(2)热继电器的过载信号处理。如果热继电器属于自动复位型,其触点提供的过载信号必须通过输入电路提供给PLC(见图2中FR1、FR2),用梯形图实现过载保护;如果属于手动复位热继电器,其常闭触点可以在PLC的输出电路中与控制电机的交流接触器的线圈串联。
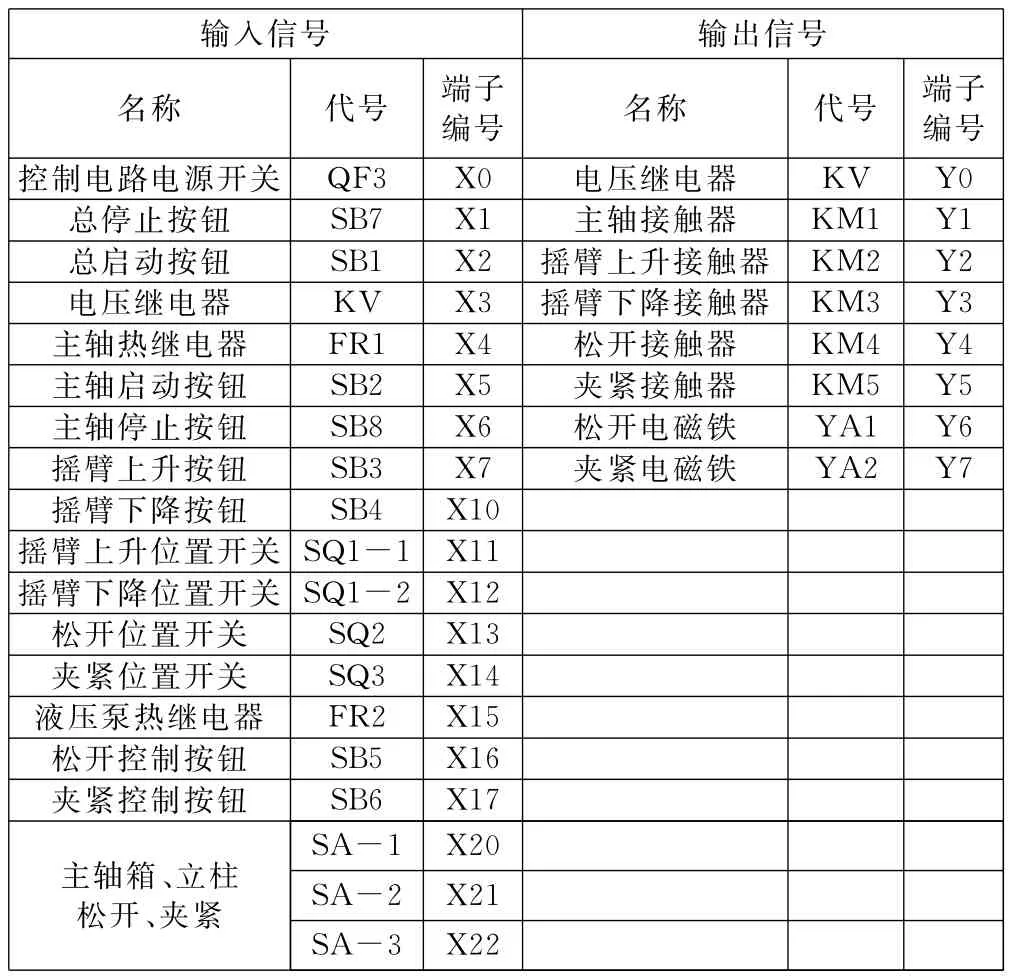
表1 输入输出信号地址分配表
(3)事故紧急处理。当遇到紧急情况需要立即停止操作时,可以第一时间按下PLC外部接线装置中的急停按钮SB10,KM线圈断电,切断PLC的外部供电电源,从而有效避免了事故的发生。
2.2 PLC梯形图
图3为PLC梯形图程序。
3 PLC梯形图程序设计说明
3.1 主轴电动机M1的控制
合上QF3,X0闭合,Y0闭合且自锁,X3闭合,接通控制电路电源。按下SB2,X5闭合,Y1闭合并自锁,主轴电动M1启动运转。
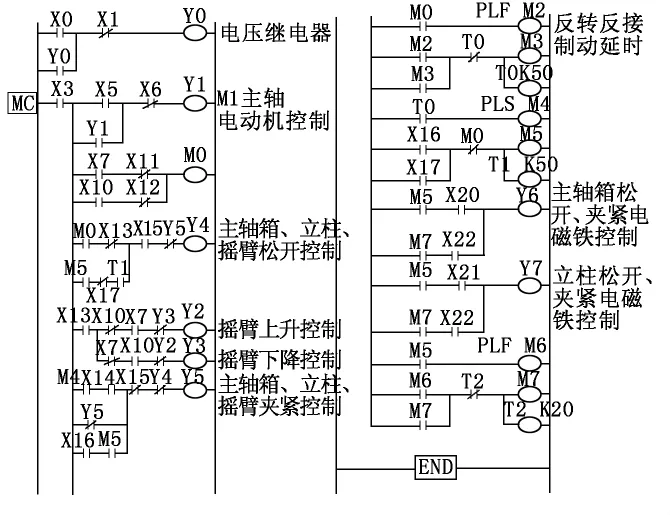
图3 PLC梯形图程序
3.2 摇臂升、降控制
当需要摇臂上升时,按下SB3,X7闭合,M0接通。由于第4逻辑行中X15是闭合的,因而Y4接通闭合,液压泵电动机M3正转,松开摇臂。摇臂松开后,第4逻辑行中的X13的常闭触点断开,第5逻辑行中的X13的常开触点闭合,液压泵电动机M3停转,而摇臂升降电动机M2正转,带动摇臂上升。
当摇臂上升到一定高度时,松开SB3,X7复位,M0断开,第7逻辑行中M2闭合一个扫描周期的时间,使得第8逻辑行中的M3闭合并自锁,同时T0接通,开始计时。经过2s后T0动作,第9逻辑行中M4闭合一个扫描周期的时间,使得第6逻辑行中的M4闭合,接通Y5,液压泵电动机M3反转,夹紧摇臂。夹紧摇臂后,SQ1、SQ2恢复初始状态且X14断开,Y5失电,液压泵电动机M3停转,完成摇臂上升的控制过程。
摇臂下降的控制过程与摇臂上升的控制相同。
3.3 立柱和主轴箱的松开与夹紧控制
当需要松开与夹紧主轴箱或立柱时,选择SA至适当的位置,按下SB5或SB6,第10逻辑行中X16或X17闭合,接通M5及T0,第4逻辑行或第7逻辑行中的M5、T0闭合,接通Y4或Y5,使得立柱和主轴箱完成松开与夹紧控制。
4 结束语
用PLC改造后的Z3040摇臂钻床通过实际使用,生产效率得到了很大提高,并能很好地保证其加工精度,自运行以来,系统运行稳定、可靠,完全满足了生产工艺的要求,对同类设备的技术改造有较大的参考价值。
[1]狄建雄.PLC编程及应用实战[M].北京:电子工业出版社,2011.
[2]贺哲荣 .流行PLC实用程序及设计[M].西安:西安电子科技大学出版社,2008.
[3]廖常初.PLC基础及应用[M].北京:机械工业出版社,2004.