转炉余热锅炉在线煮炉的应用技术
2013-07-18杨加国霍进忠
杨加国,霍进忠,严 生
(南京钢铁股份有限公司中厚板卷厂,江苏南京 210035)
1 南钢大转炉概况
南钢共有150 t 转炉三座,1#转炉于2004 年6月、2#转炉为2005 年8 月、3#转炉是2010 年10 月相继投产,三座转炉的余热锅炉都是采用国内通常设计的自然循环与强制循环相结合、低压循环与高压循环相结合的运行方式,但是南钢的转炉余热锅炉的寿命已经达到6 年8 个月,用到目前都没有进行更换,他们除了按照正常的锅炉维护之外,发明创造了转炉余热锅炉在线煮炉的应用技术,这项技术改变了人们对生产与维保矛盾的正常思维方式,做到了生产维保两不误,是独特的应用专利技术。
2 转炉余热锅炉系统介绍及常见故障
2.1 系统介绍
150 t 转炉汽化冷却烟道式余热锅炉,系统工件压力P=2.45 MPa,采取的冷却方式为自然循环与强制循环相结合的复合式冷却烟道。其中活动烟罩采取低压强制循环,与除氧器相连组成一低压强制循环冷却系统。低压循环流程见图1。
炉口固定段、可移动段由炉口固定段、可移动段与汽包相连通过高压热水循环泵组成一强制循环系统,采取高压强制半汽化循环方式冷却;中Ⅰ段、中Ⅱ段、中Ⅲ段与末段为自然循环,由汽包与中Ⅰ段、中Ⅱ段、中Ⅲ段与末段连接组成一自然循环系统。高压及自然循环流程见图2。
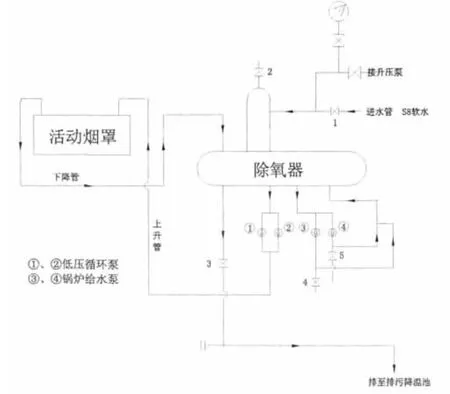
图1 低压循环流程图
2.2 常见故障
目前各大钢铁企业中的转炉余热锅炉,最常见的故障就是锅炉承压部件的损坏、汽水共腾以及锅炉水位异常等故障。其中锅炉承压部件的损坏是最普遍且也是维修最为困难的故障。相对于转炉余热锅炉来讲,主要是受热面的损坏,即水冷壁的高压锅炉管,而导致这一状况的最主要的原因是,水处理方式不正确,化学监督不严,未按规定除垢,或者使用年限较长,致使管内结垢影响冷却水的流量,造成管道冷却不均匀受热面管壁变薄,最终导致管道因高温产生开裂,沙眼,甚至爆管。

图2 高压及自然循环流程图
针对转炉余热锅炉水冷壁高压锅炉管管内结垢的状况,我们对垢样进行分析,其垢样主要成分是碳酸盐、硫酸盐及硅酸盐垢。产生的原因是补充水中成垢离子在高浓缩倍数和高温工况下均有结晶垢析出现象,严重的结垢影响了转炉炼钢生产,而停机检修又会造成生产工艺的不连续性。
鉴于此,通过对现场工况的调查和分析,我们利用每年炉役检修时间对整个余热锅炉系统进行碱煮,以达到清理管道内壁,延长管件寿命的目的。针对转炉余热锅炉水冷壁高压锅炉管管内结垢的状况,我们决定对该系统进行在线碱煮清洗,并取得了良好的收效。
3 常规的煮炉技术
3.1 煮炉要求的条件及临时措施
3.1.1 系统已冲洗试压合格;
3.1.2 车间蒸汽管道已施工完,外部蒸汽(0.3~0.4 MPa)应满足供应;
3.1.3 车间软水管道已冲洗试压合格,软水已到位,应满足供应;
3.1.4 泵类应单体试运转完,电动阀、气动阀应调整完毕;
3.1.5 加药装置单体试运转完成;
3.1.6 用临时管将车间蒸汽管道接至除氧器排污管;
3.1.7 措施用材料:
①管Φ57×4,100m;
②阀Z41H-16,DN50,1 个(带配套法兰、垫片、螺栓);
③氢氧化钠800 kg;
④磷酸三钠800 kg。
3.2 煮炉加药要求
3.2.1 煮炉加药量
管道及锅炉设备均为新购使用,锈蚀不严重,采用2%~3%氢氧化钠(NaOH)及2%~3%磷酸三钠(Na3PO4·12H2O)。
3.3 煮炉过程
3.3.1 系统加入软水进入除氧器,并通过外部蒸汽进行加热,并通过给水泵将软水补充到汽包;
3.3.2 由汽包上安全阀短管加药,不得将固体药品直接加入锅炉内,应将药品溶解成浓度20%的水溶液使用;
3.3.3 汽包注满水后,开循环泵强制循环,煮炉时间不得少于48 h;
3.3.4 煮炉过程中应定期对炉水取样分析,当炉水碱度低于45 毫克当量/升时应补充加药;
3.3.5 煮炉完毕后将碱洗水全部排净,然后注水进行系统冲洗,约30 min 后可以停泵,排放完冲洗水,这样进行多次,直到pH 值,油脂含量,浊度等合格为止。
3.3.6 冲洗水排放,当冲洗经确认合格后,即可打开各排放阀,全部排放冲洗水,对于碱洗中的废液应排入预先冷却池中,进行加水稀释后才能排放。
3.3.7 煮炉合格后,系统水排完,通蒸汽,压力达0.3~0.4 MPa 时,应对余热锅炉的法兰、人孔、手孔和其他联接部位的螺栓进行一次热态紧固。
煮炉工艺流程见图3。

图3 煮炉工艺流程
3.4 煮炉合格检验标准
3.4.1 需打开汽包和除氧器的人孔,进入锅筒内检查内壁无油垢,同时在擦去附着物后金属表面无锈斑;
3.4.2 最大流量压力下,排水处水色及透明度与入口目测一致为合格。 当炉水磷酸根含量渐渐趋向稳定,同时炉水碱度为8~12 毫克当量/升即可视为合格。
4 南钢的在线煮炉技术
4.1 常见的转炉锅炉处理方法
目前国内厂家基本上都是采用上面描述的煮炉技术,实施过程是在新上锅炉安装完毕后专门安排一定的时间来进行煮炉,通常需要72 h 左右。而在目前正常的炉役检修时期,转炉砌炉完成后,余热锅炉才得以系统恢复,如果再安排72 h 用来煮炉的话,对生产的影响就很大,影响的产量至少达到13500 t,所以不少钢厂都是在新项目上马或大修期间实施常规的煮炉,在平时的炉役检修期间就免去了煮炉工序,为的是节约时间,这对于余热锅炉来说丧失了很好的养护修复设备的机会。
4.2 在线煮炉的定义
南钢中厚板卷厂通过自己的摸索,创新地进行了在线煮炉的方法,其定义就是:“在炉役检修期间砌炉结束,余热锅炉系统恢复完成时,实施边煮炉边生产的技术”。这项技术一改常规煮炉的方法,既不影响生产,又对锅炉适时地进行了清洗养护,为减少故障创新出一条新路。
在线煮炉技术的实施方法与常规煮炉的差别较大,虽然加药的工器具、加药口的位置是一样的,但主要是加药的时机和药剂量却明显不同,其主要是转炉一旦投入生产,锅水的升温速度急剧上升,压力也急剧上升,药剂在锅炉内的反应速度就大不一样,药剂浓度控制不好往往适得其反,毕竟锅炉在经过长时间的应用后,在那种高压高温以及结垢造成热交换的能力都与新的锅炉有着较大的差别,药剂控制不好,就会造成煮炉过度等原因,本来还能支撑一段时间的锅炉管道就出现提前破裂或爆管漏水的故障。
4.3 在线煮炉的技术
4.3.1 在线煮炉的药剂要求
常规的煮炉其药剂基本是粉剂,在现场通过药剂桶现配,实施边配边加的方法将药剂加入锅炉内,由于锅炉的升温和升压速度主要靠外引低压蒸汽来实现,药剂在锅炉内有足够的时间来均匀,不会产生局部药剂浓度超量的现象,对锅炉管壁影响不大,另外煮炉前,系统上的流量计基本都要拆除,用短接代替以免影响其精度,药剂浓度基本上比较高,能达到3~5%,但在线煮炉则不同,系统仪表都参与生产控制而不能拆除,通常考虑药剂量在常规药剂量的50%左右为宜,这一点很重要;第二点就是药剂要提前配好,浓度要均匀,通常按照1:25 来配比。系统需要的钝化剂也按照预先配置均匀,配制浓度按照1%NaNO2+ 0.25%Na2HPO4+ 0.25%NaH2PO4来进行,钝化剂中主要以亚硝酸钠辅以磷酸盐来准备,总量在一吨左右。
4.3.2 在线煮炉的实施步骤
(1)根据低压系统容量,将定量的碱煮浓缩液打入除氧器;
(2)补水至整个低压系统充满溶液,同时打开蒸汽加热阀门,对除氧器进行加热(不要将溶液一次投入,否则使溶液在炉水中局部集中,则会降低煮炉效果);
(3)当除氧水箱升压0.1~0.2 MPa,同时除氧水箱水位达到一半左右时,即可开启循环泵进行低压系统循环;
(4)继续向除氧器中补加相应比例的碱煮浓缩液和软水,同时开启汽包给水泵补水至正常水位,启动高压循环泵,并启动蒸汽加热阀向高压系统内通入蒸汽,进行加热,当系统内的压力升至能够满足生产要求时,便可以安排进行生产,煮炉也同时随着生产继续进行;
(5)生产期间,定期取样化验,根据化验结果,适时补加碱煮浓缩液;
(6)碱煮期间定期排污,排除碱洗疏松产物。
4.3.3 在线煮炉的过程要领
(1)对除氧器的补水必须进行有效控制,并对加水量进行适时记录,确保整个补水水量必须和加药量的比例与要求相统一;
(2)由于药品已溶解成溶液,在投放时,需考虑到低压和高压系统的容量,在添加药品时,要根据两系统的比例分次加入,以达到投放均匀的目的;
(3)由水质化验的数据,最终判断煮炉是否达到要求。当水质浊度、总铁以及磷酸根含量逐步下降到最后趋向平稳,说明系统清洗效果比较明显。
煮炉期间低压、高压系统各项检测数据变化趋势见图3。

图3 煮炉期间低、高压系统各项检测数据变化趋势图
4.3.4 在线煮炉完成后的锅水处理
在线煮炉的锅水相对于常规煮炉,不能一次性将锅水排尽,需通过角通排污器定期的进行排污,并通过集水池进行稀释,加酸进行平衡后,经过检测pH 值达到标准后,再进行排放,排放时阀门的开关要彻底,尤其是阀门关闭必须关死,切不可有泄漏发生,小流量的泄漏会造成水垢逐步移动到排污管出口处造成堵塞,等再排放时会出现排不出或突然冲击式排出,产生危险,排污时间根据现场实际定,一般需要48 h 乃至更多时间,最后检查一下排出锅水的药剂浓度确定是否置换合格。
5 结束语
由于转炉平均每年都会进行一次炉役,而在线煮炉恰恰选择在这个时间段进行,既充分利用了检修时间,同时也可以对整个余热锅炉系统进行清洗除垢,在不影响生产的情况下,采用碱煮进行汽化冷却系统的在线清洗,系统的热交换效果将得到有效的改善,避免了水冷壁锅炉管垢堵或汽堵情况的发生,也就减少了漏水(汽)情况的发生,方便了生产,同时对延长余热锅炉的使用寿命具有很好的效果,值得类似工况条件的企业推广。