卷烟工业穿梭车电控系统的优化改造
2013-07-09吴少军
吴少军
摘 要:穿梭车系统在实际运行中,存在着定位方式不合理,滑触线供电系统不稳定,车载控制系统PLC等器件长年震动故障率高等问题。为此,对龙岩烟草工业有限责任公司自动化物流穿梭车系统进行了优化改造:①穿梭车走行定位方式由编码器、认址链与认址片校验结合更改为激光测距器与认址片校验结合;②通过采用拖链系统,将车载控制系统移至车体外地面控制柜,电控柜与车体分离;③采用功能更强的PLC对控制程序、定位数据、运行曲线进行优化改进。改造后,解决了车载PLC等器件长期震动、积尘、不易散热导致故障率高,滑触线供电不稳定、故障信息不明确、更换器件困难等问题,维护简便,对车间的正常生产提供有力的保障。
关键词:穿梭车电控系统;激光测距器;拖链系统;S曲线速度控制
中图书分类号:TF341.6 文献标识码:A 文章编号:1006-8937(2012)32-0096-02
自动化立体仓库是现代物流系统中迅速发展的一个重要组成部分,它具有节约用地、减轻劳动强度、提高仓储自动化水平、管理水平和提高物流效率等诸多优点。其中穿梭车系统是自动化立体仓库的重要环节之一,担负着串连立体货架和输送设备的作用。龙岩烟草工业有限责任公司自2002年投入使用物流自动化系统以来,实现了现代物流的自动化和智能化,提高了生产效率。但是,穿梭车系统作为现代物流自动化系统的一个重要环节,目前存在着器件老化、部分备件已无法采购、设备运行不稳定、维修困难等问题,严重威胁了物流系统的正常运行。为此,对穿梭车电控系统进行全面优化改造,以解决上述问题。
1 存在问题
1.1 定位方式不合理
穿梭车采用认址链与增量型编码器结合的定位方式,在认址链机构与编码器之间配合不好、认址链中有较大杂物时,会导致运行时丢失脉冲,造成认址定位误差较大,原因排查困难。重新上电后,要回到原点后,才能正确识别当前位置。
1.2 车载电控系统PLC等器件长年震动、积尘、不易散热
穿梭车电控系统PLC等主要器件全部安装在车体上,处于半密封状态,不仅容易积累灰尘,且不易散热;器件随车体运行,长期处于震动状态,严重影响器件的使用寿命,造成故障率逐年增加。
1.3 滑触线供电系统不稳定
穿梭车通过电刷滑动,提供整个车载控制系统电源。穿梭车在高速运行时,难免有跳动,电刷暂时脱离滑触线本体,再加上滑触线多年摩擦,磨损严重,穿梭车在瞬时断电或缺相严重,引起故障。
2 穿梭车电控系统优化改造
2.1 控制系统主要组成
穿梭车的控制核心由可编程序控制器(PLC)控制。本项目采用西门子S7-315-2DP型PLC,一块FM338模块、一块242-5通讯模块、一块32点输入模块、一块16点输出模块。
穿梭车电控系统主要电气器件的选择本着通用、可靠的原则。
2.1.1 可编程序控制器(PLC)
PLC控制器采用SIEMENS公司生产的S7-315-2DP型PLC,该型号PLC带有两个通讯接口。其中,MPI接口与穿梭车人机交互界面(HMI)通讯,DP接口与变频器进行通讯。
2.1.2 人机界面(HMI)
穿梭车人机界面采用SIEMENS公司生产的TP177功能型操作面板,使用Simatic WinCC Flexible组态软件进行编程组态,操作简单方便。
2.1.3 拖链系统
拖链系统包括拖链、导槽、拖链电缆、耐磨装置、隔片等。拖链系统采用拖链专家—易格斯公司的产品,稳定、耐用、可靠。通过拖链系统,使地面电控柜和穿梭车本体串连起来,可以通过地面控制柜控制穿梭车的运行,并接收穿梭车上光电开关的信号信息。
2.1.4 激光测距器
穿梭车走行认址使用的激光测距器是采用SICK公司DME4000-211激光测距器,其应用激光三角原理和回波分析原理进行非接触位置、位移测量的精密传感器,具有高速响应、抗光干扰能力强、测量精度高、检测距离长和高稳定性等主要功能和特点。
2.1.5 变频器
走行电机变频器采用英国艾默生公司Unidrive SP1406变频器,该变频器是标准伺服变频器,功能强大、适合控制各个厂家的电机,拥有可优化速度控制、精确的距离控制、零伺服、用于参数设置及储存的智能卡、通用编码器和内置EMC滤波器等主要功能及特点。输送电机变频器采用艾默生公司Commander SK系列变频器,它是一种简单、紧凑、实用型驱动器,具有设置简单、安装方便、接线容易、系统设计调试简单化和运行快速可靠等功能及特点。
2.2 控制系统工作原理
线控通过Profibus总线给穿梭车下达任务,穿梭车到指定的位置上货或卸货,并随时向线控PLC发送当前的状态。穿梭车获得任务后,将上货站台的站台号地址译码成激光测距器的值,然后判断当前位置与目标位置的差值,即可获取穿梭车运动的方向和速度,然后控制变频器输出,驱动走行。走行到位后,通过站台的认址校验确认穿梭车到达指定站台位置,同时给线控发送穿梭车到达站台信号,此时穿梭车输送机构和输送站台的输送链机同时动作,把货物输送到穿梭车上,并发送上货完成信号,完成上货任务。同样,穿梭车再根据线控指令,运行到卸货站台完成卸货,并发送卸货完成信号。
改造后,穿梭车系统是以西门子S7-300系列315C-2DP 型PLC作为电控核心。该PLC主要由电源模块、CPU模块、输入输出模块、SM338编码器读取块和342-5总线模块等组成。通过342-5总线模块和线控组成Profibus总线网络,穿梭车作为网络中的一个子站,由线控PLC控制。SM338模块用于采集激光测距值,输入模块采集由行程开关、光电检测开关、空开反馈信号、变频器故障反馈等设备的信号状态,并接收主令控制器、按钮开关、钥匙开关等发出的控制指令。CPU通过读取338模块采集的值进行运算,并将程序运算结果通过输出模块与Profibus现场总线传至变频器,通过输出模块控制继电器、接触器等执行设备,从而驱动电动机、电磁抱闸等完成各种生产任务。另外,穿梭车电控系统采用的西门子TP177触摸屏,与PLC之间也通过MPI协议进行数据传输与交换,实时地显示各光电开关、行程开关的状态,穿梭车的站台位置及故障信息。通过触摸屏还可以查看穿梭车信息,对其进行手动或者半自动操作,并能利用自身故障实时诊断系统对故障现象进行判断,记录故障时的各种参数,这样,操作人员和维护人员就可以全面及时地了解系统的状态,并可按提示的故障信息去检查和维修,达到准确、快速排除故障的效果,真正实现了人机智能化。
2.2.1 速度控制
基本控制思想为:①根据电机编码器反馈的当前速度信号实时调整变频器的输出驱动频率值,从而保证穿梭车能以要求的速度平稳运行;②根据激光测距器测量反馈当前穿梭车的距离信号及预先设定的控制方案,实时调整变频器的输出驱动频率值,使穿梭车先以较高的速度运行到接近目标地址的位置后将速度平稳降到较低的速度下工作,并在目标地址处准确制动停准。
穿梭车在工作过程中实时采集水平运行的数据,并不断地与存放在PLC数据块里的标准位置参数进行比较和控制决策,从而到达准确定位、快速存储货物、提高作业效率的目的。
2.2.2 认址定位
穿梭车PLC接收到操作面板或线控PLC的存取站台信号,正确可靠地输送货物,在此过程中准确地认址定位是关键。穿梭车轨道上相对于每个站台都安装一块固定的认址片,将检测开关的检测信号都实时的传输到PLC。同时在轨道一端水平方向安装激光测距器,在穿梭车车体上安装反射板,通过激光测距器将激光发射到反射板上,然后再根据激光发射器与反射板距离的变化来测出实时的变化距离,并实时传输到PLC中。通过采用激光测距技术和认址片光电定位相结合的控制方式,使穿梭车在到达目标地址时能够迅速停稳,并实现要求的精确定位精度。
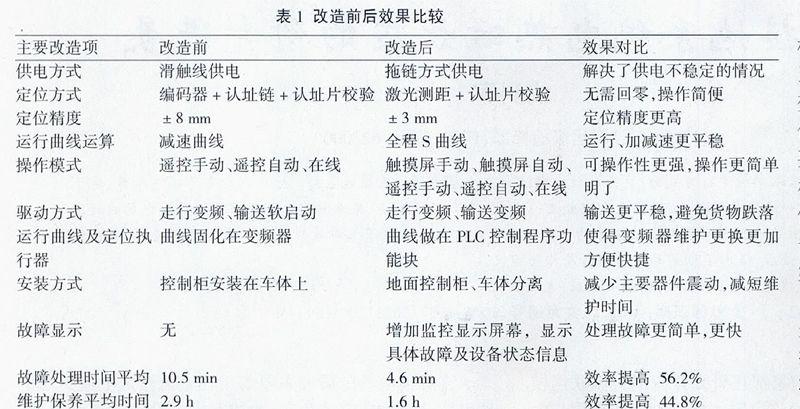
3 改造后使用效果
改造前后效果比较如表1所示,穿梭车改造后解决了设备运行不稳定、维修困难等方面问题;采用控制柜与车体分离的模式,有效避免了电气元件长期处于震动、积尘和不易散热的环境,延长备件使用周期;更换器件无需拆卸车体防护罩及盖板,维护更加容易,减轻了维护人员的工作强度,并缩短维护时间。采用人机界面,实时监控和跟踪穿梭车运行,进而提高穿梭车电控系统的可维护性,改造取得成效后,可进行推广。
参考文献:
[1] 吴志敏,阳胜峰.西门子PLC与变频器、触摸屏综合应用教程[M].北京:中国电力出版社,2009.
[2] 汤伟文.激光测距器在立体仓库穿梭车定位控制中的应用[J].机电工程技术,2011,40(6):101-102,131.
[3] 何伟.立体库穿梭车遥控功能在触摸屏上的实现[J].中国科技纵横,2011(24):119.
