PLC在制造业产品自动化检验中的应用
2013-07-07罗云山
罗云山
(广东省粤东商贸技工学校,广东 梅州 514031)
0 引言
产品质量检测是产品生产和管理过程中一个十分重要的环节,之前一直采取的是人工检测配合继电器控制的方法,不仅需要很多硬连接电器,而且可靠性及效率较低。而现在采用PLC进行质量控制的控制方式,在很大程度上提高了控制系统的可靠性及工作效率,为产品质量提供了可靠性保障。本文主要阐述利用PLC检测石油装备制造业之中的油田井下管杆柱制造过程中的检测方法。该方法优势在于电路结构简单,成本较低,可靠性及灵活性较高,并在其他产品质量检测控制方面均可适用。
1 PLC选型以及控制要求
目前国内外众多PLC厂家生产有各种类型的PLC,其系列标准不同,功能不一,价格悬殊,因此在选择PLC的过程中,需要对性价比进行综合性考量,选择功能齐全、可靠性高、负载能力满足需求且成本符合预算的产品。本文针对产品自动化检测的实际需要,结合检测控制系统输入及输出点数的要求,选用日本OMRON公司的可编程逻辑控制器CPM1A-20CD。
制造业的产品自动化检测实际上是一种基于数据的逻辑控制。PLC接收来自传感器的相关数据,如尺寸、形状、表面质量等,通过对这些数据的分析、控制,实现对产品质量检验的控制。
2 PLC系统设计方案
2.1 系统结构设计
本文的PLC网络系统主要由安装在操作台以及保护柜处的2个互相独立的PLC子系统构成,分别称为操作PLC和保护PLC,借助二芯电缆对两者进行连接,构成一个MPI网络。操作PLC和上位机之间通信的实现借助CP340模块,如图1所示。

图1 PLC网络系统结构示意图
安装在操作台的操作PLC主要包括电源模块、CPU模块、输出模块、输入模块以及通信模块等5大部分,除了输出模块数量为3个之外,其余4大模块均只有1个。3个输出模块的输出地址分别为 Q0.0~Q0.7、Q1.0~Q1.7、Q4.0~Q4.7、Q5.0~Q5.7以及Q8.0~Q8.7、Q9.0~Q9.7,分别包括16个输出端子;输入模块的地址为 I12.0~I12.7、I13.0~I13.7、I14.0~I14.7、I15.0~I15.7,输入端子数量为32个,通信模块对应的地址为320~335,共 16位。
操作PLC主要具备以下功能:对外来的输入信号进行接收,此处的外来输入信号主要指传感器信号、操作台面板上的选择开关信号、来自于保护PLC的信号、按钮信号以及上位机所发出的信号等,并以拟定逻辑控制操作台面板指示灯状态为主要依据,向保护PLC发送相应的输出信号,最终全部的信号将会传输到上位机系统。在PLC和上位机进行正常通信的过程中,需要将操作台中的ZJ5、ZJ6以及ZJ14等继电器予以关闭,确保其不发挥作用;在PLC和上位机正常通信被中断的情况下,再将这些继电器开启,使其接点信号输入PLC,取代来自于上位机的信号。
2.2 系统硬件配置
按照生产厂家的检测标准,产品的检测包括了静态检测和动态监测2个方面,为确保这2种检测及试验功能要求的顺利实现,相应的输入口和输出口应分别是12个点和10个点,因此,选择型号为CMP1A-30CD的检测设备,该设备的I/O单元中,停止启动选择的是常闭按钮,试验选择的是常开按钮,输出选择的是24 V直流继电器。
为了尽可能地减少输入口的数量,同时将成本有效控制在最低限度范围内,该系统的运行及实验功能的转换选择的是I/O模块连线,并对其进行优化并联设计,经过优化之后,1个输入节点完全可以发挥2个输入节点的功效,这样便可以确保PLC在2种不同的方式下开展相应工作的功能的实现。
当系统处于正常的运行状态下,运行及试验功能转换旋转按钮S与1~3触点接通,此时所有的试验按钮均不发挥任何作用,并向PLC输入端传输检测所需要的控制反馈信号;当系统处于试验状态情况下,运行及试验功能转换旋转按钮S与1~2触点接通,此时所有的检测控制输入信号也并不发挥任何作用,所以位置控制信号可以借助对应的试验按钮来加以取代,并向PLC输入端传输吸纳后,对动作程序是否合理进行检测,与此同时还需要确定是否有进行维修的必要。对应于2种控制方式的信号被一起传输到节点,使PLC使用效率得到明显提升。
为了对油田井下管杆柱制造质量进行有效的动态监测,在油田井下管杆柱内部植入RFID电子标签(图2),通过对RFID无线射频传感器传来的数据进行分析,判断其与数据库中正常数据或设计图之间的差异,若差异在正常的范围之内,则判定其合格,PLC向流水线发布指令,准许该产品进入下一工序,否则不予放行,根据其出现的问题进行返工或者作废品处理。
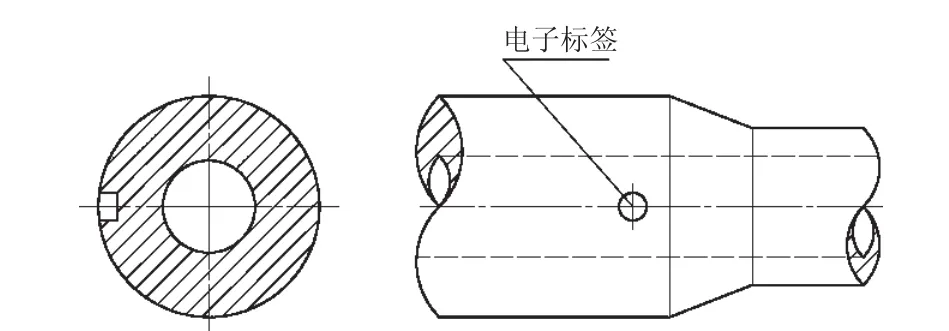
图2 RFID电子标签植入油田井下管杆柱示意图
电子标签植入油田井下管杆柱,不仅生产线上的分段加工取决于RFID标签的信息,而且使电子标签充当了井下管杆柱的移动信息载体,可以RFID无线射频技术为理论依托开发相应的信息化管理系统,从而实现油田井下管杆柱(工具)的信息化管理,为这些产品从入库、仓储、发料、检定,到下井、服役、修理、报废的所有环节提供有效的信息化监控手段。
动态监测和静态检测存在一定的不同,关键在于检测时间与数据库的调用。为了满足系统的实际需求,在本设计方案中并没有使用可编程逻辑控制器内部定时器,为了对测试时间设定予以有效控制,本方案在面板上安装了可调数显定时器,这样可以确保系统达到较为优越的控制应用灵活性。为了最大限度地降低操作难度,选择了停止按钮的常闭状态,为确保控制回路通断的顺利实现,安装了可编程逻辑控制器0000端控制内部中间继电器。在控制器油田井下管杆柱工序位置检测方面,利用的是点接触式检测控制器,并与可编程逻辑控制器输入端口相对应,这样系统就能够探知下一个产品进入检测区的时间,从而为其做好准备。进行试验的过程中,需要对转换开关进行调整,使其处于试验位置状态,以便对相应的输入信号状态进行模拟,顺利进行输出检查控制。
3 结语
利用可编程逻辑控制器对石油装备制造业之中的油田井下管杆柱制造过程进行质量检测,电路结构简单,成本较低,在很大程度上提高了控制系统的自控性能,可靠性及灵活性较高,在产品质量检测系统控制方面均可适用,因此值得推广。
[1]孔晓鸣,许敬德,马金平,等.基于PLC和触摸屏的制冷空调产品检测装置控制系统[J].机械与电子,2009(1)
[2]任俊杰,李永霞,李媛,等.基于PLC的闭环控制系统PID控制器的实现[J].制造业自动化,2009(4)
[3]徐春忠,吴军成.PLC在制造业产品质量检测方面的应用[J].制造业自动化,2007(10)
[4]徐春忠.PLC在散热器片密封性检测方面的应用[J].机械工程师,2007(9)
[5]杨洋.基于工作流的机械产品质量检测系统研究与实现[J].中小企业管理与科技:下旬刊,2011(2)
