麻赛尔纤维医用辅料制备及性能研究
2013-07-02龙啸云南通大学纺织服装学院南通226019
龙啸云 朱 军 (南通大学纺织服装学院,南通,226019)
医用敷料的主要作用是对创面进行隔离、保护,同时附着药物和吸收液体等,因此医用敷料必须具有优越的吸水性、透气性以及与皮肤接触的舒适感[1]。随着纺织技术的发展,非织造布在医用敷料行业得到了广泛的应用[2]。非织造布的吸湿性能比机织纱布更好[3],柔软,不易对伤口造成损伤,在临床上有逐渐取代传统机织纱布的趋势。
麻赛尔纤维是一种新型的再生纤维素纤维,是将天然红麻、黄麻、亚麻和苎麻通过化学方法制成黏胶液,经纺丝而成[4]。麻赛尔纤维具有原麻纤维抑菌防霉、吸湿快干的优良特性,是一种新型、健康、时尚、绿色环保的生态纺织纤维[5]。麻赛尔纤维对抑菌活性值分别为3.52和3.57的大肠杆菌和金黄色葡萄球菌的抑菌率均达到99.97%[6]。
ES纤维为皮芯复合结构,其皮层为聚乙烯,芯层为聚丙烯。采用ES纤维生产的非织造布手感比较柔软,因而ES纤维得到了广泛应用[7]。
本文以麻赛尔纤维和ES纤维为原料,利用热熔技术制备医用敷料。采用非接触加热方式,即加热体不直接与纤维接触,而是用热风穿透纤维层,使纤维在自由状态下均匀受热,在纤维与纤维每一个交叉点上呈点黏合状。以该方法制得的材料与热轧非织造布比较,黏合点明显增加。由于ES纤维芯部组分为聚丙烯,不发生熔融,起到骨架作用,非织造布仍能保持优良的特性[8]。
1 试验部分
1.1 材料
麻赛尔纤维:长度55 mm,线密度2.08 dtex,拉伸强度2.4 cN/dtex,断裂伸长率22.3%。
ES 纤维:长度 38 mm,线密度 1.95 dtex,拉伸强度 1.64 cN/dtex,断裂伸长率 6.33%。
1.2 仪器
FZK500型开松机,FZSCD-Z850型高产梳理机,FZP1000型铺网机,FZZ-Ⅰ1000型预针刺机(常熟市伟成非织造成套设备有限公司),YG747通风式烘箱(南通宏大试验仪器有限公司),YG461E型织物透气仪(无锡市三环仪器有限公司),ZHWY-100H恒温培养摇床(金坛市恒丰仪器厂),303AB型恒温培养箱(南通嘉程有限公司),SWCJ-IBU无菌工作台(苏净集团安泰公司),DZF-6090恒温烘箱(上海华联环境设备公司仪器厂),LDIX-40SCI自动电热灭菌锅(南通嘉程有限公司)。
1.3 麻赛尔抗菌医用敷料的性能测试
1.3.1 透气性能
透气性的测试按照GB/T 5453—1997《纺织品织物透气性的测定》进行。
1.3.2 吸液倍率
吸液倍率采用10%的生理盐水进行测试。测试方法:取尺寸为4 cm×4 cm的试样,称重;将试样放入盛有500 mL生理盐水的容器中,放置15 min,取出试样再次称重。吸液后与吸液前试样的质量比即为吸液倍率。
1.3.3 抗菌性能
采用振荡烧瓶法测试抗菌性能。测试方法:将灭菌后试样放入烧瓶中,注入菌液,在摇床上振荡,加速微生物生长,增加微生物与试样接触时间;然后将烧瓶中含有菌落的液体接种到含有琼脂营养液的平皿中,经过恒温箱72小时的培养之后,观察菌落数量,从而判断试样的抑菌作用。该方法的优点是通过摇床可以加速反应,在较短时间内测得抗菌率。
试样的抗菌率按下式计算:

式中:Y——抗菌率(%);
A——0时刻试样菌落数;
B——试样振荡24 h后菌落数。
1.4 麻赛尔纤维医用辅料的制备
1.4.1 工艺流程
麻赛尔纤维医用辅料制备的工艺流程如下:

(1)开松混合工序。在开松混合过程中,要注意将纤维块和纤维团彻底分离开,使原料中的纤维得以充分、均匀的混合,特别是ES纤维的均匀分布。只有纤维分布均匀,才能在后面的热熔工艺中保证医用敷料性能的均匀性。
(2)预针刺工序。在预针刺的过程中,须合理地选择针刺密度和针刺深度。针刺密度过大或针刺深度过深,都会对纤网造成不同程度的损伤。特别是ES纤维的损伤和断裂,不利于纤网在热熔工艺中的黏合和成型。经过多次试验发现,针刺密度30~40刺/cm2,针刺深度5~7 mm是比较适宜的工艺。
(3)热熔工序。ES纤维是理想的热熔型纤维,适合用于医用护品。在热熔的过程中,须注意热风的温度和热风定型时间对于纤网的影响。
1.4.2 工艺参数
麻赛尔纤维医用辅料制备的工艺参数如下:
道夫速度 20 r/min;
锡林速度 360 r/min;
斜帘速度 16 m/min;
往复层数 10层;
植针密度 3 000针/m;
针刺深度 6 mm;
预针刺转速 400 r/min;
烘箱温度 120~140℃。
2 试验结果分析
2.1 纤维配比对透气性、吸液倍率和抗菌性的影响
本文选定五个水平的纤维配比进行试验。在热风温度130℃,热风定型时间15 min的条件下,考察纤维配比变化对医用辅料透气性能、吸液倍率和抗菌性的影响,结果分别见图1、图2和表1。
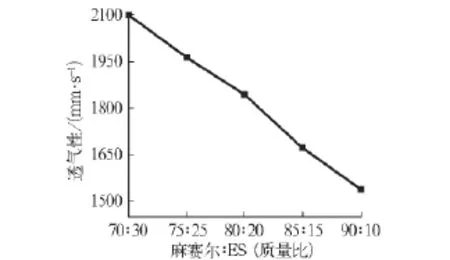
图1 纤维配比与医用敷料透气性的关系
从图1可以看出,随着麻赛尔纤维比例增加,医用敷料的透气性呈现下降趋势。这是因为麻赛尔纤维是中空率达到86%的中空纤维,可以将空气保持在空腔内,阻止空气的流通,形成静止空气层,从而降低了医用敷料的透气性能。
从图2可以看出,随着麻赛尔纤维比例增加,医用敷料的吸液倍率增大。这是由于麻赛尔纤维具有良好的吸水性能,能够快速地吸湿、导湿。
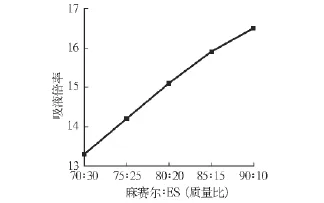
图2 纤维配比与医用敷料吸液倍率的关系
从表1可以看出,麻赛尔纤维配比与医用敷料的抗菌性成正比。这是因为在医用敷料中起到抗菌作用的是麻赛尔纤维,麻赛尔纤维具有中空结构,能够储存空气,使得大部分厌氧菌无法生存,具有良好的杀菌作用。因此,麻赛尔纤维含量越多,抗菌性能就越强。
2.2 热风温度对透气性、吸液倍率和抗菌性的影响
ES纤维是双组分复合纤维,外层聚乙烯熔点为130℃,内层聚丙烯熔点为165~170℃[9]。本文选择120~140℃之间五个水平的热风温度进行试验。在麻赛尔纤维∶ES纤维=90∶10(质量比),热风定型时间为15 min的条件下,考察热风温度变化对于医用敷料透气性、吸液倍率和抗菌性的影响,其结果分别见图3、图4和表2。
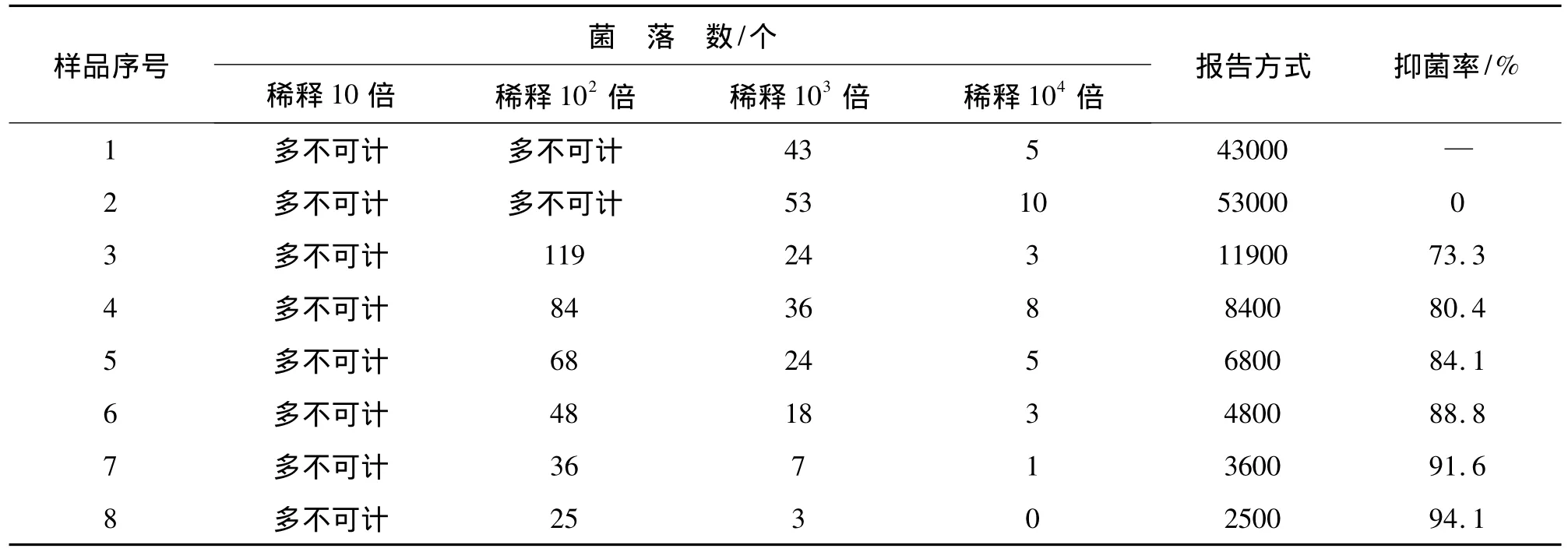
表1 纤维配比与医用敷料抗菌率的关系
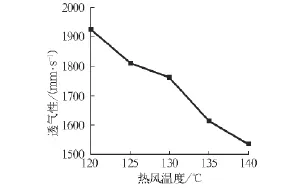
图3 热风温度与医用敷料透气性的关系
从图3和图4可以看出,随着热风温度的上升,医用辅料的透气性和吸液倍率逐渐减小。主要原因是在该工艺范围内温度提高改善了纤维表面熔融效果,使纤维间的黏结牢度增加。当成型温度过高时,会使ES纤维熔融并失去纤维结构而形成结晶和取向均很差的薄膜结构,导致非织造布的透气量进一步下降,同时阻止水分子在敷料中的渗透和传导。
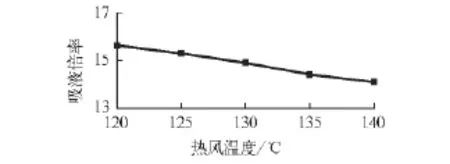
图4 热风温度与医用敷料吸液倍率的关系
从表2可以看出,随着热风温度的变化,抗菌性能在一定的小范围内呈现出波动性的变化,说明热风温度的变化对于抗菌性能几乎没有影响。这是由于医用敷料中起抗菌作用的主要是麻赛尔纤维,在纤维配比不变时,各样品的抗菌性能基本相同。

表2 热风温度与医用敷料抗菌率的关系
2.3 热风定型时间对透气性、吸液倍率和抗菌性的影响
在麻赛尔纤维∶ES纤维 =90∶10(质量比),热风温度为120℃的条件下,考察热风定型时间的变化对透气性、吸液倍率和抗菌性的影响,其结果分别见图5、图6和表3。
从图5和图6可以看出,医用辅料的透气性和吸液倍率随着热风定型时间的增加而变小。这是由于热风定型时间长,导致非织造布内的ES纤维过度熔融而形成薄膜,使透气性能降低,同时薄膜可以阻止水分在非织造布中的流动和传导而使吸液倍率降低。
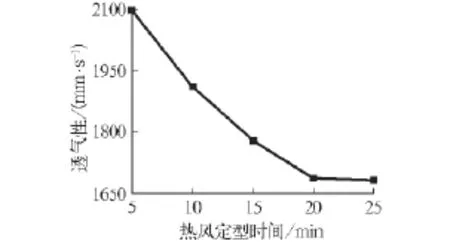
图5 热风定型时间与医用敷料透气性的关系
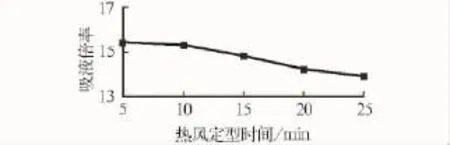
图6 热风定型时间与医用敷料吸液倍率的关系

表3 热风定型时间与医用敷料抗菌率的关系
从表3可以看出,热风定型时间的变化对于医用敷料的抗菌性能基本没有影响,只在一定的小范围内呈现出波动性的变化,又一次说明医用敷料的抗菌性主要是依靠麻赛尔纤维。
3 结论
(1)以麻赛尔纤维和ES纤维为原料制得的医用辅料,其热熔工序中的纤维配比、热风温度和热风定型时间三个因素对医用敷料的透气性、吸液倍率和抗菌性能各有不同程度的影响。医用辅料中麻赛尔纤维的比例增大,其透气性减小,吸液倍率和抗菌性能增强;热风温度高、热风定型时间长,医用辅料的透气性和吸液倍率变差,而对于抗菌性能基本没有影响。
(2)综合考虑透气性、吸液倍率和抗菌性三项性能,在麻赛尔纤维∶ES纤维 =90∶10(质量比),热风温度为120℃,热风定型时间为5 min的条件下,制得的麻赛尔纤维医用辅料的性能最能满足临床的要求。
[1] 张并劬,伯燕,耿亮,等.多层复合针织医用敷料产品开发[J].上海纺织科技,2011,39(5):43-44.
[2] 秦益明.黏胶长丝针织医用敷料[J].针织工业,2005(3):21-23.
[3] THOMAS S.Wound management and dressings[M].London:The Pharmaceutical Press,1990:96-97.
[4] 於婷,王华.麻赛尔纤维粗纺混纺纱的开发[J].毛纺科技,2011,39(9):26-28.
[5] 田素峰,马君志,王东.麻赛尔绿色环保纤维[J].针织工业,2009,10(10):31-32.
[6] 方国平.麻赛尔纤维针织内衣产品的开发[J].针织工业,2010,10(4):4-5.
[7] 李绪明.无纺布用ES纤维的生产工艺探讨[J].合成纤维工业,2006,26(3):50-51.
[8] 靳向煜,方苓.热风非织造布工艺技术研究[J].产业用纺织品,1998,16(7):19-21.
[9] 王红,斯坚.ES纤维的发展及在非织造布领域的应用[J].非织造布,2008,16(2):37-38.