汽车侧围裙边点焊机的PLC控制系统设计*
2013-06-28朱瑞丹张映红韦华南
朱瑞丹,张映红,韦华南
(柳州职业技术学院,广西 柳州 545006)
1 引言
汽车车身是是汽车的重要组成部分,它由车门、车窗、车前钣制件、壳体等薄钢板的异型体的表面零件和内部零件组成,汽车车身具有材料薄、形状复杂、多为立体曲面结构、尺寸大以及表面质量高等特点。汽车车身的设计、车身的焊接工艺和焊接设备也有独自的特点[1-3]。汽车车身设计与制造是整个汽车外型制造中最关键的部分,汽车车身的焊接设备,也体现当代焊接技术水平,是汽车车身制造技术的重要组成部分。
针对汽车车身总拼侧围裙边焊接要求,充分考虑汽车车身壳体体积大、形状复杂和焊接加工难度大的特点,设计一种适合汽车车身总拼侧围裙边的移动式多点自动焊接控制系统,设计焊枪可上下升降,并按车身的结构形状确定所需的焊点数。其最大优点是焊枪既可迅速移动又能多点焊接,并实现自动控制[4-5]。同时,控制气缸行程的定位块用螺丝进行调节,使焊接产品的定位精度有更好的保证。因此,本控制系统以较低的成本实现了汽车车身侧围裙边焊接质量和效率的提高。
2 控制系统的技术要求与技术参数
(1)系统技术要求 额定三相电压380 V;额定功率200 kW;气源压力0.5 MPa。
(2)系统技术参数 生产节拍45件/h;承载焊接电流750 A;工件最大质量60 kg;2维微调有效行程120 mm×l20 mm;下枪行程200 mm。
3 移动式多点自动焊接机的工作原理
汽车侧围裙边点焊机选择PLC控制系统,机械构件主要包括定位夹紧装置、驱动装置和焊接装置。系统采用工件移动、焊枪固定(相对)的焊接方式,考虑焊接变形的控制,每边采用6只焊枪焊接。
(1)夹紧装置 整个夹紧机构采用气缸驱动滑块在直线导轨进行上下动作,并设计专用夹具提高焊接工件的定位精度。
(2)下枪装置 焊枪夹持机构多维可调,具体传动方式为气缸-位置检测装置-夹枪机构-焊枪。其中采用了精密导向气缸,以保证下枪精度。
(3)焊接装置 根据汽车车身侧围裙边存在接边搭头小、焊点密集和操作空间小等形状特点,该点焊机选用X型电焊钳。根据焊接电流和焊接时间的要求,选择WDK-3A电阻焊控制器。
4 控制系统设计
工件的夹紧与松开,焊枪的移动与工作等均由PLC控制装置完成。此控制器以三菱FX2N-80MR型PLC为核心组成控制单元,负责接受操作指令,然后按照程序进行运算处理后,向控制器的各执行单元发出控制信号。
控制系统主要分为以下几部分:操作面板、控制系统、驱动系统和辅助控制。控制部分的设计为手动、自动工作等操作方式,并可对焊接时间和速度进行设定。手动操作方式主要供系统安装调试和检修时用,通过手动控制按钮可分别操作各工序单独进行。驱动部分采用电阻焊控制器来驱动焊枪工作。整个系统的输入信号为模拟量,输出负载信号同样为模拟量。PLC控制系统的输入输出分配如表1所列。
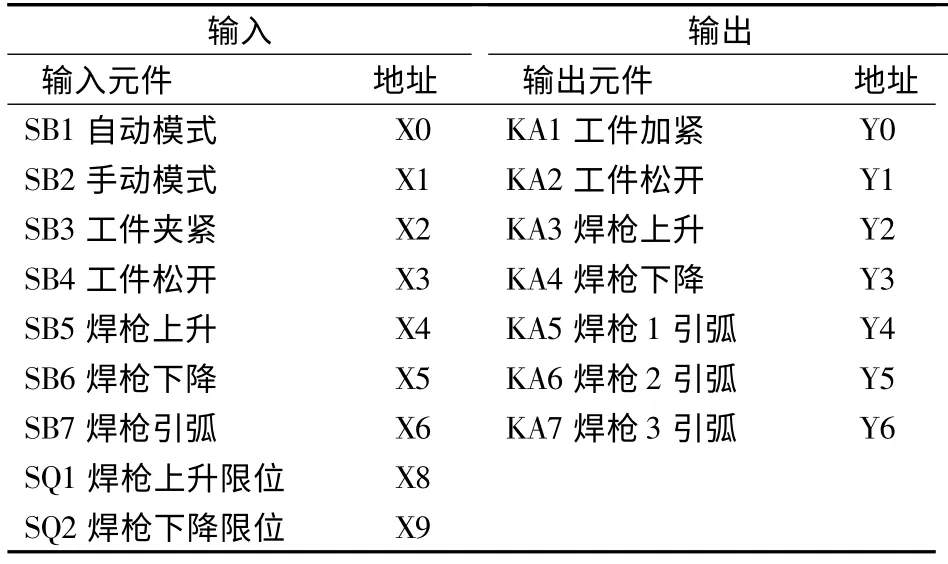
表1 PLC控制系统的I/O分配表
PLC控制系统接线图如图1所示。

图1 PLC控制系统接线图
采用如下工艺流程来控制焊接过程质量。在焊接开始前,将工件通过传送机构运动到指定位置,工件夹紧装置将工件压紧;传动部件移动下枪,然后接通焊机电源,使设备进入焊接准备状态,焊枪引弧,传动部件退回,工件松开,一个循环完成(见图1)。PLC控制系统自动模式的控制程序流程如图2所示。

图2 自动模式的控制程序流程
5 结论
使用点焊机多机联动的PLC焊接系统来完成汽车侧围裙边的点焊工作,克服了人工焊接质量不稳定的问题。同时该系统结构紧凑,每次控制6个焊枪工作,使生产效率得到很大提高。
[1] 史耀武.焊接技术手册[M].北京:化学工业出版社,2009.
[2] 蒋力培,薛 龙,邹 勇.焊接自动化实用技术[M].北京:机械工业出版社,2010.
[3] 皮亚东,孙筠竹,董 青,等.基于PLC的管道内焊机控制系统[J].机电工程,2011,28(2):82-84.
[4] 阎 红,巴世光.联体式悬挂点焊机主机及气动系统的设计[J].焊接技术,2011,30(2):30-31.
[5] 张连新,李尚政,舒行军,等.基于PLC中频逆变电阻点焊机研制[J].点焊机,2009,39(10):74-77.
