在车床上加工中高曲线的机构设计*
2013-06-28张西平
张西平
(天水星火机床有限责任公司,甘肃 天水 741024)
1 前言
目前,在钢铁、造纸、铝加工、无纺布等板材生产中,轧机上的轧辊,为消除轧辊受力变形、热变形等因素的影响,必须将轧辊表面设计成中高或中凹曲线如图1所示,这样的表面曲线目前只能在轧辊磨床上加工。笔者针对一些表面要求不高的轧辊、投资少的客户、轧辊表面半精加工的客户,介绍一种新型机构。将普通车床改造后,该机机构即可实现。
2 轧辊表面中高或中凹曲线的分析
轧制不同的板材,用不同的轧辊。不同的轧辊根据工作过程中受力大小、热变形的不同,设计成不同的中高曲线。如图1,中高量A的尺寸一般在0.1~1.5 mm之间,L的尺寸一般在1 500~8 000 mm之间。从A、L尺寸的对比来看,A尺寸相对很小。以L=3 000 mm,A=0.3 mm为例,当Z轴行程为3 000 mm时,X轴的行程只有0.3 mm。X轴(横向)属典型的微量进给。
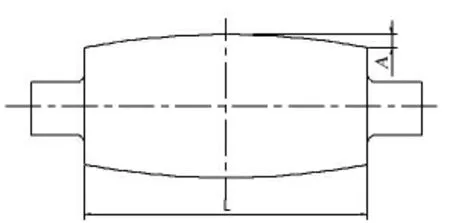
图1 轧辊中高示意图
3 轧辊表面中凸或中凹曲线加工的现状
目前轧辊表面加工工艺是:先在普通车床上粗加工,再通过手动进刀的方式将轧辊表面半精加工成近似中高或中凹曲线,最后用轧辊磨床将辊面精加工。数控车床虽然理论上能对轧辊表面实现自动半精加工,但由于传动间隙、传动刚性、摩擦力等因素的影响,X轴很难实现与Z轴的同步响应,且数控车床造价较高,不经济。
4 车床横向微进给加工中高曲线的传动设计
在普通车床上加工中凸或中凹曲线,实际上是车刀刀尖延X轴和Z轴方向的复合运动。且X轴的移动量在Z轴全长上跟进量很小。目前没有可靠的机械结构在车床上实现。笔者设计了一种机构[1],在车床中拖板光杠1上增加一蜗杆3如图2所示,与蜗轮4如图3所示相啮合,轴6上固定一凸轮5,凸轮在转动过程中推动刀具固定平台7沿车床X轴(轴类零件直径方向)作微量进给。在刀具固定平台7的一端(凸轮5的对面)固定一压簧8,保证刀具固定平台7的微量移动严格受凸轮5的控制。整个机构的动力自齿轮2输入。

图2 传动原理图
机械传动的设计[2]:总的原则为车床中拖板沿Z轴(轧辊轴线方向)移动辊面长度L时,凸轮5旋转360°。具体视车床的传动系统,通过改变齿轮2的齿数、蜗轮4蜗杆3传动比、增加传动副等形式实现。具体传动系统,如图3所示。

图3 传动原理图
以产品CW61100E为例,当L=3 000 mm时,传动链设计为:[3000(辊面长度)/12×5×3.14]×[(51/27)×(42/21)×(46/23)×(42/20)](车床原有传动链)×1/51(如图2所示的蜗杆3,蜗轮4)×(20/36×20/55)(如图2所示的减速机9)=1.000 8(凸轮1转)。
按此传动链,凸轮1转,刀尖沿Z轴行程可以得出:l=3 000/1.000 8=2 997.60 mm。误差为3 000-2 997.60=2.40,误差率为2.40/3 000=0.8‰,完全满足辊面加工的需要。
5 结论
通过凸轮机构实现普通车床的横向微量进给,能有效解决轧辊表面要求较高且对称的经济加工问题。对大批量生产轧辊的客户,通过使用这种带横向微量进给机构的车床对轧辊表面进行自动半精加工,可大大降低工人的劳动强度、提高工作效率、提高加工质量。对辊面要求不高(粗轧或半精轧辊面)或投资较少的轧辊加工客户,买1台这样的设备,再将主轴转速设计成高低切换,即可完成轧辊的全部加工,只需将车刀同磨头互换,即可完成轧辊表面的车、磨序加工,可节省投资数百万元。
[1] 常见机构的原理及应用编写组.常见机构的理及应用[M].北京:机械工业出版社,1978.
[2] 机床设计手册编写组.机床设计手册[M].北京:机械工业出版社,1996.
