机床照明灯功率的一种定量计算方法*
2013-06-28史佳兆
史佳兆
(广州珠江机床厂有限公司研究院电气部,广东 广州 511450)
1 引言
机床照明灯作为机床产品一个必须的辅件,在生产中发挥着重要的作用,但因其在机床产品成本中所占的比例较轻,及设计人员对机床照明效果的不重视,不少设计人员在进行机床照明灯功率选择时比较“随意”,大多数设计人员根据“经验法”、“对比参照法”等进行选择,很少通过定量的计算来确定对应产品的机床照明灯的功率,但随着机床产品及机床灯具的发展,“经验法”会慢慢失灵,真实的照明效果也会越来越偏离实际,以至于造成不同厂家机床设备的照明效果不同,及同一厂家不同机型的照明效果也不大相同,甚至同一厂家同一个系列的机床产品的照明效果都不相同。随着机床行业标准化生产的发展,机床照明灯功率的选择也急需定量化、标准化。笔者以具有代表性的立式加工中心所用管型照明灯功率的选择为例,从定量计算的角度来说明机床照明灯功率如何进行合适的选择。
2 基本概念
光通量:光通量Φ是指光源表面的客观辐射通量对人眼所引起的视觉强度,它等于辐射通量与视见函数的乘积。
发光强度:发光体在给定方向上的发光强度I是指光体在该方向的立体角元dΩ内传输的光通量dΦ除以该立体角元所得的商。
照度:照度E是指单位被照面面积上的光通量,它是表征受照面被照明程度的物理量,即:

3 设计及计算过程
3.1 照明评定标准的确定
由以上基本概念可知,照度是表征受照面被照明程度的物理量,也是照明效果好坏的一个重要指标,笔者用照度值来作为评定照明效果的指标。首先确定机床照明需要达到什么样的照明程度,也就是照度值的确定。对于普通加工机床工作面的照度规定各国都不相同[1],联邦德国和英国为500 LX(勒克斯),法国为400 LX,我国建委规定照度标准分为20个等级,主要是通过被识别对象的最小尺寸来确定照明标准,但对于机床设备未做出明确规定,但可参照《照明设计手册(第二版)》“表2-22,工业建筑一般照明标准值”,查到机械加工粗加工(公差>0.1 mm)对照度的要求是300 LX,精密加工(公差<0.1 mm)对照度的要求500 LX,精密机床的照度标准可以取:

3.2 照明灯的确定
首先在进行照明灯功率选择之前必须确定照明灯的类型及基本参数,如图1所示和表1所列。

图1 管型照明灯外观图
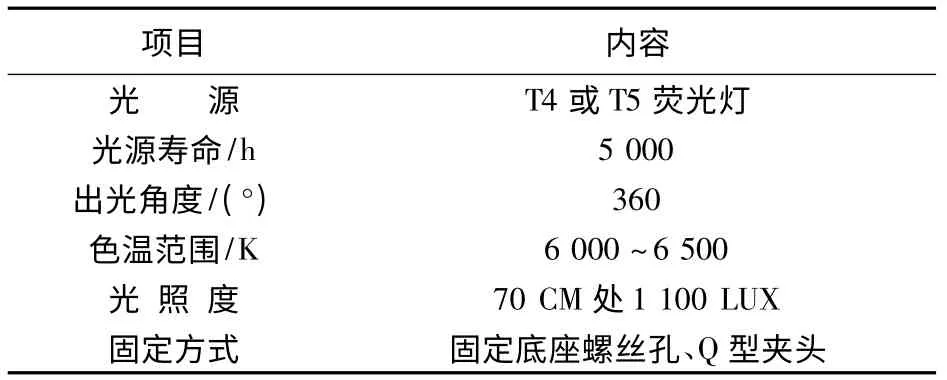
表1 管型照明灯基本参数表
3.3 灯具布置空间安装方式的确定
确定机床照明灯的安装空间及照明灯的安装方式如图2所示。
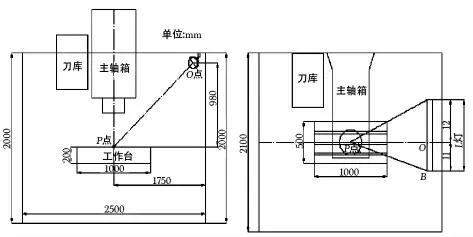
图2 机床照明灯布置图
3.4 计算方法的确定
常用的照度计算方法有逐点计算法、利用系数法、单位容量法。由于利用系数法和单位容量发主要适用于均匀布置光源的一般照明计算[2],而机床照明,从以上机床照明灯布置图易见,属于局部照明,所以不适用,而逐点计算法可以精确计算工作台面上某一点的照度,对于机床来说工作台面上的照度也是研究的重点,所以可以采用逐点计算法。
3.5 工作台面研究对象P点的选择
由于机床工作台是一个大的面,所以不可能对于每一个点都进行计算,为简化计算可选取一个代表点。由于机床在工作时候经常需要观察的是走刀处的情况,即主轴中心在工作台面工件上的投影点,当工作台面处于工作区域中心时候主轴在工作台面的投影中心点也是几乎和工作台面中心点重合的,故将P点照度作为代表点如图2所示。
3.6 光源类型的确定
光源的分类:点光源、线光源、面光源,而不同光源类型的计算方法也不一样。一般将灯具选定,安装方式确定后,光源的类型也就随即确定,例如管型照明灯,灯具的有效发光长度为L灯,通过灯具的安装位置算出灯具中心距离工作台面P点的距离LPQ,跟据(L灯>LPQ/4)[3]可以判断光源类型为线光源。
3.7 计算分析
根据《照明设计手册(第二版)》“表5-4线光源在不同表面上的点照度计算公式”可得公式如下:

式中:Eh为P点水平面照度;I′θ·0为线光源光通量为1 000 lm的线光源在θ平面上垂直于轴线的单位长度光强,cd/m;AF为水平方位系数;h为线光源在计算水平面的计算高度,对于灯具方向调整到与P点对中的情况h即就为灯具至P点的垂直距离。
考虑到灯具的光通量并非1 000 lm及灯具的维护系数,则线光源在P点的照度为:

式中:Φ为所选灯具的光通量,K为灯具维护系数。
水平方位系数AF,可根据灯具安装空间位置及式(5)求得角度α,查《照明设计手册(第二版)》表5-2得出:

式中:光通量Φ和单位长度的光强根据灯具厂家样本提供的特定距离的光照E0.7和线光源的计算方法求得,即:

式中:h0.7为照明灯样本提供光照度为E0.7处点与灯具的垂直距离。

灯具维护系数K,可参考《照明设计手册(第二版)》表2-24;cosθ,可根据灯具的安装方位求得,对于可调节照射方向的灯具可直接调至对准P点,即就θ为0°。
根据机床照明灯布置图如图2所示,发现实际使用中的P点和灯具的位置关系与《照明设计手册(第二版)》表5-4所示的情况不完全相同,不能直接套用,可将实际的照明灯分两部分计算,如图2所示,L灯=L1+L2;可以直接套用公式分别计算。
将式(6)、(7)代入式(5)中可得:

通过式(8)可分别求得灯具L1和L2部分对P点的照度值EhL1和EhL2,由光照度叠加即可求得P点光照度Eh=EhL1+EhL2,但考虑到机床内部反射光源的影响,计算结果应该再乘以修正系数K修,即E'h=EhK修。
与E标进行对比,若E′<E标或E′>E标,则说明选择不合适,应该重新选择大一些或者小一些功率的灯,直到Eh≅E标(偏差可以定位±10%)时,即为完成。
K修的确定:对于不同结构的机床值是不同的,但对于同一系列机床,在某一特定状态(需要人为规定,例如要求工作台处于坐标中心)下值相差不大,所以可对某一型号的照明灯在某点的照度用照度计进行测量,然后与计算值进行比较,即可得出机床在某一特定环境及状况下的修正系数。不同的机床分别测试,即可得出不同类型机床的照度计算修正系数,修正系数确定后,在以后计算中就可以直接代入,使计算更准确。
3.8 存在的问题分析
由以上计算分析可知,由于式(8)中的水平方位系数AF无法直接算出,需要查表,所以无法用标准值E标反推计算,照明灯功率的确定需大概确定一种功率的照明灯及安装位置,然后通过分析计算与标准值进行比较对比,有时需要反复多次计算,计算过程较费时,但可通过计算技术解决这一问题,比如可以采用MATLAB,VB,LISP等计算机语言编制专用的计算程序或软件,从而替代繁琐的人工计算[4-5]。
4 结论
由以上计算分析可知对于安装位置方式和灯具类型已经确定的照明灯,可通过定量计算来选择合适照明灯功率,且针对目前机床行业照明灯照明标准的统一和规范化也是很有必要的,随着机床制造行业的进步标准化制造业越来越重要,不管是企业标准还是行业标准,机床照明的的标准化无疑可以促进机床制造业的发展。
[1] 陈 岩.机床设备照明装置的设计[J].机床设计与制造,1986(4):31-32.
[2] 李 想.三种照度计算方法的比较[J].上海电力学院学报,2011(2):83-85.
[3] 北京照明学会照明设计专业委员会.照明设计手册[M].北京:中国电力出版社,2006.
[4] 赵天宇,仇性启.基于VB语言的热管换热器传热计算程序的研究与开发[J].工业锅炉,2009(1):30-32.
[5] 赵延风,王正中.Matlab语言在梯形明渠水力计算中的应用[J].节水灌溉,2008(4):38-40.
