铰链卷边模工艺改进
2013-06-28山东迅力特种汽车有限公司临清252600
山东迅力特种汽车有限公司 (临清 252600) 李 芳
1. 模具结构及存在问题
卷边模是弯曲模典型结构的一种,常用于铰链、合页等零件成形。我公司是以生产专用车辆为主的生产制造企业,铰链作为汽车上必备的零部件,其需求量比较大。因此,我们根据生产需求,设计了铰链卷边模(见图1)。该模具主要用于板厚为8mm铰链卷边。在JB21-100t压力机上使用,凹模与φ150mm通用模座配用。凸凹模采用T8材料,热处理58~60HRC。垫块为45钢,与凹模用2-M10螺栓紧固,热处理45~50HRC。为防止工作过程中,凹模槽下平面压出陷痕而损坏,在槽内加垫板。工作时,将已预弯成形的铰链放入垫块与凹模之间的槽内,随着凸模不断下冲,完成卷边。由于长期大批量生产,增加了坯料与凸模模腔面间的摩擦,再加上T8材料本身耐磨性差的缘故,造成了凸模模腔的磨损、划痕,影响了铰链质量与尺寸要求。
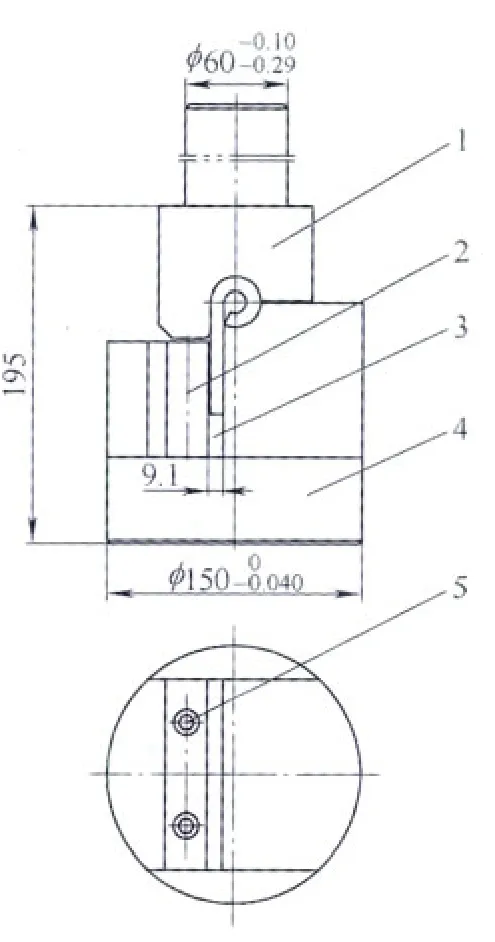
图1
2. 解决方法
为降低模具生产成本,提高模具使用寿命,我们在模具原基础上进行了工艺改进,具体为:
(1)将模具送到热处理车间进行退火处理。退火处理完成后,经测量,确定模腔尺寸为φ29.7mm,而实际要求为φ29+0.1+0mm。
(2)在上模模腔内加转针,以达到尺寸要求。转针孔位置及装配要求见图2。工作时,以点代面,利用转针滚动来完成卷边。转针共4件,均匀分布,与转针孔间隙配合。转针采用耐磨性较好的Cr12材料,热处理58~62HRC。当模具再次出现磨损时,只需更换转针,就能继续使用。

图2
(3)为防止转针工作时旋出凸模,造成伤害,在凸模侧面加上挡板,挡板材料为δ5/Q235A,利用螺栓与凸模紧固。
3. 使用效果
改进后的模具经实践证明,使用良好,解决了因模具磨损造成的产品质量差问题,大幅提高了模具利用率,降低了生产成本,保证了生产需求。
