浮法玻璃过渡辊台处拉边机压痕的检测
2013-06-26楼惠群李一雷
楼惠群,李一雷
(浙江交通职业技术学院,浙江 杭州311112)
浮法玻璃生产线工序从前至后依次有:熔窑、流液道、锡槽、过渡辊台、退火窑和冷端,原料在熔窑中熔化成玻璃液,经流液道流入锡槽,在熔化的锡液上摊平,由前至后逐渐降温凝固成平板玻璃,再经过渡辊台进入退火窑退火、冷却,然后在冷端切割后成为成品玻璃。
锡槽是浮法玻璃生产中的成型部,其入口温度约1 080℃左右,向后逐步降温,其出口处温度约600℃左右,玻璃板的宽度、厚度等参数都是由锡槽的工艺参数确定的。熔融状态的玻璃在锡槽内受拉边机的牵引,由此会在玻璃带的边缘留下齿轮的压痕,并造成压痕附近的玻璃不平整。工艺上将玻璃带的宽度称为原板宽,将两侧拉边机压痕间的宽度称为内牙距,生产中需要将内牙距控制为略宽于成品玻璃的宽度,从而在冷端将玻璃带两侧边部切除后可以获得所需规格的成品玻璃。由此可知,在成品玻璃规格已定情况下过宽的原板宽或内牙距就意味着需要切除较宽的边部,这是浪费;而过窄的原板宽或内牙距又容易造成生产中玻璃板脱边或成品玻璃宽度不够,所以,控制好压痕位置是稳定生产所必需的。
通常,准确测量玻璃板的原板宽和内牙距需要在冷端进行,而锡槽至冷端有60米以上的距离,由此来反馈控制原板宽度和压痕位置滞后过大,尤其在改板过程中会因此产生较大的浪费。测量原板宽和内牙距的关键是准确检测玻璃带两侧边缘及拉边机压痕的位置,本文通过在锡槽出口的过渡辊台上方安装摄像机,通过对实时摄取的玻璃带图像进行分析、处理,从而准确测出玻璃带边缘和压痕的位置。
1 图像分析
1.1 检测目标
图1为摄像机摄取的现场原始图像,图像中玻璃运动方向自上而下。从图像的右侧往左分别是玻璃边和拉边机留下的压痕,如图2所示。玻璃边和压痕在图像中均呈现出亮、暗变化的边沿特征,两者是平行的,生产中需要检测两者的位置及间距。因为摄像机与玻璃板间的相对位置以及摄像机的视场角度可以通过测量获知,从而可以计算出图像中的像素数间距对应于所摄物体的实际长度,因此,检测玻璃边与压痕的位置及间距问题就转换成了求取两者在图像中以像素数表示的位置问题。

图1 玻璃原始图像
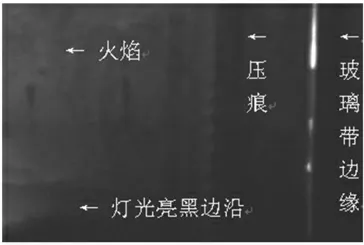
图2 压痕、玻璃带边缘及干扰的位置
1.2 干扰分析
通过分析原始图像,可以发现图像整体表现为左亮右暗,左上呈现云雾状的较亮部分是由锡槽内冒出的火焰干扰引起,右下较亮部分是由外部的灯光反射引起,另外,由于玻璃的透明性,玻璃板下的物体也透过玻璃板在图像中显示为黑暗的斑块。特别是左下部分,由于灯光的影响,出现了至少三条以上的亮、暗边沿的变化。同时,火焰的干扰也会造成边沿特征。此外,由于现场环境恶劣,图像在摄取和传输过程中也会引入噪声。
1.3 特征分析
由图1的原始图像可知,玻璃边很亮,其特征非常明显,检测难度不大,因此,难点是如何从图像中检测出压痕。压痕的主要特征有:
(1)为线形,但由于现场火焰等的干扰,图像整体较模糊。
(2)压痕自上而下,与图像底边基本垂直。
(3)由于压痕是拉边机齿轮在玻璃板上留下的凹凸痕迹,图像上呈现为亮、暗交替变换的结节状特征,且亮部分长度大于暗部分长度。
(4)由于压痕附近玻璃的形变,反光的作用导致在水平方向上呈现压痕左侧亮、右侧暗的特征。
2 检测方案
由上节的分析可知,压痕具有边缘特征,而灯光及火焰也会产生一定的边缘特征,实验发现,如果直接采用经典的Canny、Sobel、Prewitt、Roberts等边缘算法,会产生过多的干扰,且阈值较难设定,无法稳定地检测出压痕的位置。因此,本文不使用上述算法,而采用如图3所示的检测方案流程。
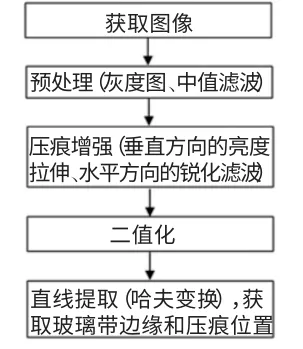
图3 检测方案流程
2.1 预处理
由于压痕特征体现在亮度变化上,并且图像在摄取及传输过程中存在由图像传感器和传输信道引起的小颗粒状干扰,因此,首先将取得的现场图像由彩色图转为灰度图,然后对图像进行均值滤波,但滤波的模板不能取太大,以防止减弱压痕的结节状特征,本文采用3×3的均值滤波模板。如图4预处理后的图像。

图4 预处理后的图像
2.2 压痕特征的增强
由于图像中压痕不明显,且存在火焰、灯光等干扰,因此,需要利用压痕与干扰的不同特征对压痕特征进行增强,并减弱干扰的影响,在此采用垂直方向亮度拉伸和水平方向锐化滤波两种算法。
(1)垂直方向的亮度拉伸
根据上节中的特征分析可知,压痕较暗且模糊,但具有垂直方向呈现亮暗交替变化的结节状特征,且长度上亮的部分大于暗的部分,因此,采用拉伸的算法可以增强压痕的特征。
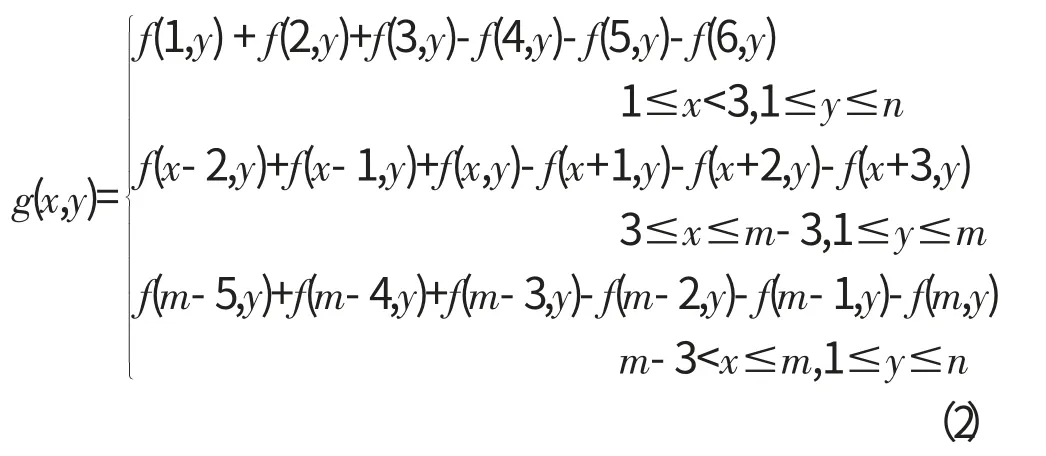
具体算法是,在某像素点的上下方向各取L点,加上该像素共2L+1个像素点,求出这些像素点中的最大灰度值,并以此取代其余2L个像素点的灰度值。L的取值应满足:2L+1的数值略大于压痕结节暗的部分的垂直方向像素数。对于上下边缘处的图像如取不到2L+1个像素,则相应减少取点数。亮度拉伸算法如公式1所示。

其中,
f(x,y)表示图像中某点的灰度值;
x,y分别表示图像的横坐标和纵坐标;
m、n分别表示图像的宽度和高度。
其中,左上角的坐标为(1,1),右下角的坐标为(m,n),g(x,y)为亮度拉伸操作后该点的灰度值。
图5为亮度拉伸后的图像,由于是垂直方向的拉伸,而需要检测的是压痕的横坐标,因此,拉伸操作不会影响压痕的位置。

图5 垂直方向的亮度拉伸后的图像
(2)水平方向锐化滤波
通过拉伸处理,虽然压痕在垂直方向上总亮度增强了,但是,火焰和灯光的干扰没有减弱,而是略有增强。比较火焰、灯光和压痕的特征,可以发现,火焰和灯光的亮度变化比较缓慢,而压痕在水平方向的亮度相对较大。因此,可以采用水平方向的锐化滤波减弱火焰和灯光的干扰,增强压痕的特征。具体算法是,在某像素点的左方向取2点,右方向取3点,加上该像素共6点,以左边3个点的灰度值减去右边3个点的灰度值,将差值取代该像素点的灰度值,即采用1×6锐化模板[1,1,1,-1,-1,-1]操作。对于图像左右两侧边缘存在取不足像素点的情况,可以通过向左或向右补齐6个点的方式操作,具体计算公式如式2所示。
其中,
f(x,y)表示图像中某点的灰度值;
x,y分别表示图像的横坐标和纵坐标;
m、n表示图像的宽度和高度;g
(x,y)为水平方向锐化滤波后该点的灰度值。
图6为水平方向锐化后的图像,由图可知,锐化后,火焰和灯光的边缘效应降低,压痕和玻璃边的特征得到了保留。

图6 水平方向的锐化滤波后的图像
2.3 二值化
二值化是图像处理的重要方法,其根本目的是要将被检测目标从图像中分割出来,处理中最关键的是如何选取阈值。阈值的选取可以是全局阈值或局部阈值,经前面处理后得到的图像(图6)已将原图中较大的干扰去除,待检测的特征与背景已有较明显的差别,因此,可以采用全局阈值。
图6具有平均灰度较小、方差较大的特点,如果直接使用平均灰度作为阈值会引入过多的背景干扰。由于方差反映的是图像中相对平均灰度的亮度变化状况,方差越大代表亮暗变化越明显,因此,本文利用方差对平均灰度进行修正,将修正结果作为二值化阈值,其计算公式如(3)、(4)、(5)所示。
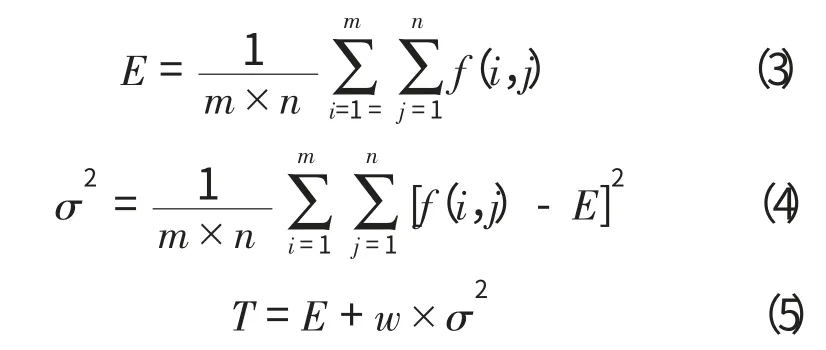
其中,
E和σ2分别表示平均灰度和方差;
T表示阈值;
w是修正系数;
m、n表示图像的宽度和高度。
(6)式为二值化表达式,f(x,y)表示图像中某点的灰度值,g(x,y)表示二值化后对应点的灰度值。

二值化时(5)式中修正系数w大小的确定是关键。由于压痕和玻璃带边缘处的灰度明显大于平均值,其在整幅图像中所占面积为3%左右,考虑到残余干扰等因素需要留有一定的余量,选取适当的修正系数w,使得大于阈值的面积占整幅图像面积5%左右。表1为对应于不同w值时大于阈值的像素所占比例,取最接近的4.97%时修正系数w的值为0.03。图7为w=0.03时对图6进行二值化的结果。

表1 系数w、阈值T及像素数对应表(E=3.1351、σ2=208.3981)

图7 二值化图像(w=0.03,T=9.39)
2.4 直线提取
从二值化图可以看到,玻璃边和压痕边都已具有直线特征。虽然由于前面的亮度拉伸造成左侧图像存在许多直线段,但与玻璃边和压痕相比,这些直线段较短、较零散,在此可采用哈夫变换的方法提取玻璃带边缘和压痕对应的直线,过程如下。
设二值化图像中的玻璃带边缘和压痕直线可表示为方程7。

为了方便数值化计算,将(7)式转化为8极坐标方程形式,ρ为原点到直线的垂直距离,θ为x轴与垂线的角度。

比较(7)式和(8)式可得:

通过哈夫变换算法可求出直线在极坐标参数空间的参数ρ和θ,由此可通过式(9)和(10)得到玻璃带边缘和压痕所对应直线方程(7)式中的k和b,继而可确定玻璃带边缘和压痕在图像中的位置。
具体检测时,采用标准哈夫变换法,θ的分辨率定为1°,由于已知玻璃带边缘和压痕接近垂直,为减少计算量,θ的检测范围为±5°。检测的直线数为2,根据玻璃带边缘在右,压痕在左的先验条件,ρ值大的对应玻璃带边缘直线,ρ值小的对应压痕直线。
图8和图9分别是根据上述算法提取的直线在二值化图像和原图中的位置,可以看出提取的直线与玻璃板上的压痕及玻璃带边缘位置重合。

图8 提取的直线在二值化图中的位置(黑线)
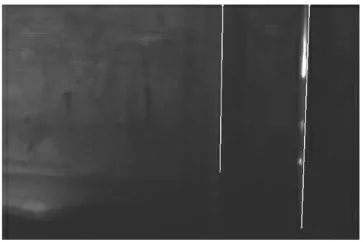
图9 提取的直线在原图中的位置(白线)
3 结束语
在具体实现中,本系统硬件采用研华PCL6010V工业计算机、微视图像采集卡及海康高清晰摄像机,在软件界面上有摄像机安装高度、角度、镜头焦距、测量位置、报警范围等设定参数,集成有玻璃原板宽度、压痕宽度等测量功能。经实际使用证明,本检测方法抗火焰、光线干扰能力强,运算速度快、实时性高,易于控制反馈。本系统自2009年投入使用以来,运行稳定可靠,为锡槽板宽、流量的自动控制提供了可靠的依据,目前系统已经在数十条生产线上得到应用。
[1]嵇晓强,戴 明,等.航拍降质图像的去雾处理[J].光学精密工程,2011,19(7):1659-1667.
[2]张德丰.MATLAB数字图像处理[M].北京:机械工业出版社,2009.
[3]龙钧宇,金连文.一种基于全局均值和局部方差的图像二值化方法[J].计算机工程,2004,30(2):70-72.
[4]L Xu,EOja,PKultanen.A new curve detection method:Randomized Hough Transform(RHT)[J].Pattern Recognition Letters,1990(11):331-338.
[5]周雪芹,刘晓红.玻璃碎片图像的边缘检测[J].计算机应用,2005,25(9):2145-2147.
