大型立车靠模法加工内外球面工具
2013-06-17济南重工股份有限公司山东250109陈艳霞孟雪芹殷合芬
济南重工股份有限公司 (山东 250109) 陈艳霞 孟雪芹 殷合芬
济南重工股份有限公司是机械加工大型企业,是电厂用磨煤机的主要生产企业,约占市场总量的70%。磨煤机的主要零部件主轴承由球面衬和球面座组成,我们在C534J1立车上试制成功自动走刀车削球面工具,效果比较好。
1.工具适用范围及特点
(1)适用于1个刀架或2个刀架的大型立车(C534J1)上使用,只利用一个刀架垂直走刀,实现自动走刀车削球面。
(2)一套工具即可加工内、外球面。利用内、外靠模板就能实现内、外球面的加工,结构简单,易于制造,利用该工具车削球面自动走刀,走形正确,效果良好,质量易保证。
(3)工具适用于球面R加工较广泛,易于更换。车削不同直径球面时,只需更换相应直径的靠模板就能实现。
(4)工具便于安装,易找正,进刀量易于调节,加工球面精度高,表面粗糙度值较低。
2.工具结构及使用原理
(1)加工外球面时的结构及使用原理:图1是在立车(C534J1)上加工外球面轴承衬时的示意图,其中刀杆部装9包括刀杆、轴承、销轴、弹簧、挡圈及压紧螺母等。
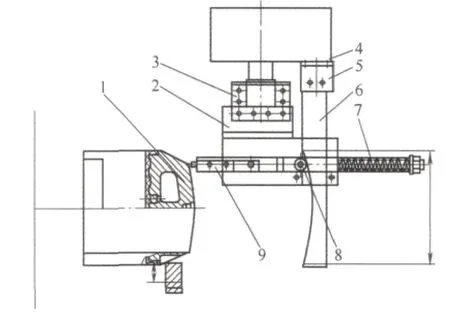
图1 车外球加工示意图
其使用原理为:加工外球面靠模6(靠模半径R等于工件球半径R1加上轴承的半径R2),通过支撑5固定在同侧机床刀架的外侧横梁4上,安装时将靠模的圆弧中心与工件球面中心处在同一垂直平面内且在同一水平线上。
刀杆架2压紧在机床刀台3上,刀杆部装9装在刀杆架2方孔中且可以在方孔中水平方向运动,刀杆后部固定弹簧7,弹簧通过后方压紧螺母紧固,始终处于压缩状态。刀杆与靠模接触的地方通过销轴安装一件轴承8,轴承通过销轴固定在刀杆上,安装时保证刀杆长度方向中心线与工件球面水平中心线处在同一垂直平面内且平行。
其工作原理为:机床刀台向上运动带动刀杆架、刀杆向上走刀,刀杆通过压缩态弹簧,迫使轴承沿靠模作圆弧运动,由于轴承固定在刀杆上,所以迫使刀杆做弧面运动,从而实现外球面加工。
(2)加工内球面时的结构及使用原理:图2是在立车(C534J1)上加工内球面轴承座时的示意图。其使用原理为:加工内球面靠模2(靠模R半径等于工件球半径R1减去轴承的半径R2)通过支撑3固定在同侧机床刀架的内侧横梁4上,安装时将靠模的圆弧中心与工件球面中心处在同一垂直平面内,且在同一水平线上。
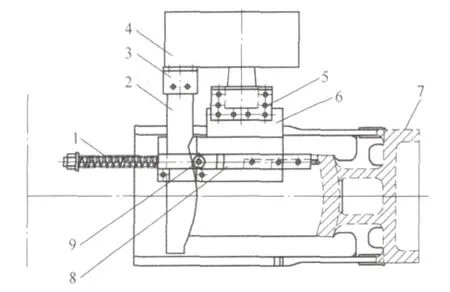
图2 车外球加工示意图
刀杆架6压紧在机床刀台5上,刀杆部装8装在刀杆架6方孔中,且可以在方孔中水平方向运动,刀杆后部固定弹簧1,弹簧通过后方压紧螺母紧固始终处于压缩状态,刀杆与靠模接触的地方通过销轴安装一件轴承9,轴承通过销轴固定在刀杆上,安装时保证刀杆长度方向中心线与工件球面水平中心线处在同一垂直平面内且平行。
其工作原理为:机床刀台向上运动带动刀杆架、刀杆向上走刀,刀杆通过压缩态弹簧,迫使轴承沿靠模做圆弧运动,由于轴承固定在刀杆上,所以迫使刀杆做弧面运动,从而实现内球面加工。
加工内球面原理与加工外球面类似,不同之处是,将靠模上内弧面改成外弧面,同时工装由工件外侧移至工件内侧。
3.注意事项
(1)必须保证靠模板圆弧尺寸与工件球面尺寸一致(具体方法是:加工外球面时靠模R半径等于工件球半径R1加上轴承的半径R2,加工内球面时靠模R半径等于工件球半径R1减去轴承的半径R2),且靠模板圆弧长度必须大于工件球面长度,加工外球面时,靠模板内圆弧,加工内球面时,靠模板外圆弧,且靠模外圆弧与直面接合处设计为圆弧过渡,有效避免了使用过程中轴承与靠模板发生干涉。
(2)需在机床横梁上适当位置钻两个螺纹孔,用来联接并固定支撑3。
(3)安装固定靠模板时,使靠模板中心与工件中心处在同一水平面上。其方法是:靠模板在机加工完成后由钳工在其宽度方向适当位置刻一水平线,在安装时将刻线与刀杆上端面重合,并且使刀尖与工件高度方向的中心线对齐。
(4)安装弹簧时,必须保证在刀杆运动过程中一直处于压缩状态,弹簧压缩量可以通过后面压紧螺母进行调节。
(5)在刀杆运动过程中,保证轴承在销轴上动作灵活,这就要求销轴与轴承内孔公差及表面粗糙度等质量要求必须严格按图样及工艺制做。
4.实际效果
主轴承是我公司主要产品磨煤机中的一个重要零件,体积庞大,形状复杂,加工精度要求高,加上面临着许多困难,如果购买或改造数控设备,需很大一笔资金。在资金紧缺、零件工期紧迫的情况下,我们积极开动脑筋,集思广益,利用自己的智慧研发工具,探索工艺方法,使球面尺寸精度和表面质量也得到了提高。这种加工方法很好地解决了主轴承球面瓦和球面座的加工问题,提高了企业的加工能力和工艺水平。
采用此工具前,在加工磨煤机主轴承球面衬和球面座时,以前是由手动刀架在立车上“赶”弧,粗车时样板检验,精车时用宽刃成形刀分段接刀“靠”形。我们也曾设计了一套机械式连杆滑块机构加工球面,该装置的缺点是悬臂太长,吃刀不能太深,加工效率低,表面粗糙度值高,精度也低。以上方法在加工球面时均存在形状误差大,表面粗糙度值高,且劳动强度大,效率低的缺点。
采用此工具后,在立车上应用,走形正确,表面粗糙度值可达Ra=3.2μm,劳动强度大大降低,质量符合要求,效率提高5倍以上。
