双分型面注射模具设计*
2013-06-09郑峥,王锋
郑 峥,王 锋
(江苏联合职业技术学院无锡分院,江苏无锡 214000)
双分型面注射模具设计*
郑 峥,王 锋
(江苏联合职业技术学院无锡分院,江苏无锡 214000)
根据塑件的技术要求,对模具的浇注系统、分型面、成型零件和推出机构进行了设计,并在实践应用中验证了脱模机构的合理性,对同类模具设计有一定的参考价值。
双分型面;开模过程;推出机构
1 产品分析
拼装玩具如图1所示,为儿童玩具,多个玩具可以拼装,叠加成不同的造型。制件为长方体薄壁件,外表面有8个圆形凸起,内表面有3个空心圆柱薄壁。材料为高密度聚乙烯,属于结晶型热塑性塑料,熔体流动性能好,易于注塑成型。
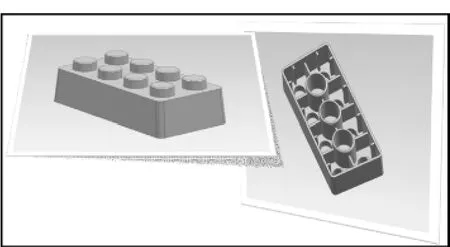
图1 拼装玩具
2 主分型面的选择
分型面是模具上用于取出塑件或教主系统凝料的可分离的接触表面。注塑模分型面的设计直接影响塑件的质量、模具结构和操作的难易程度,是注塑模设计成败的关键点。根据分型面的数量,可分为单分型面和多分型面注射模,一般情况下,多分型面壁单分型面注射模结构复杂、制造要求高、成本高,但生产效率高。结合拼装玩具的结构图,采用双分型面的三板式模架。这种结构有利于浇口凝料的脱出,制件表面质量高,如图2所示,主分型面为A平面,次分型面为B平面。
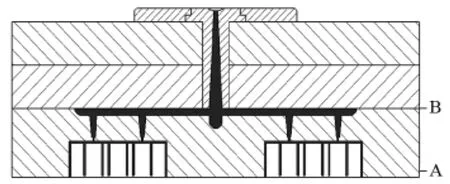
图2 分型面示意图
3 浇注系统的设计
浇注系统是指模具中从接触注射机喷嘴开始到型强为止的塑料流动通道,其作用是使塑料熔体平稳且有序地填充到型强中,并在填充和凝固过程中巴注射压力充分传递到各个部位,以获得组织紧密、外形清晰的塑件。浇注系统的设计好坏会影响塑件性能、外观及成型难易程度[1-2]。
浇注系统一般由主流道、分流道、浇口和冷料穴组成。
(1)浇口的类型及位置
常用的浇口类型一般为点交口和侧浇口。侧浇口只能开在主分型面上,形状简单且加工方便,但留有浇口痕迹;点浇口位置灵活但加工复杂。前面已经分析拼装玩具的主分型面为A平面,采用侧浇口的浇注方式,会在端面留下熔接痕。所以选择点浇口。
(2)分流道的设计
分流道常用的布置形式有平衡式和非平衡式两种。平衡式的浇注系统的特点是,从分流道到浇口及型腔,其形状、长度尺寸、圆角、模壁的冷却条件等都相同,因此熔体能以相同的成型压力和温度同时充满所有的型腔,从而可以获得尺寸相同、物理性能良好的制品。采用如图3所示的平衡式分流道布置。
4 成型零件的设计
考虑制件的产量以及生产成本,设计采用“一模四腔”的模具结构。由于制件尺寸较小,为了方便制造和加工,型腔采用整体式,单个型芯采用组合式放入动模固定板中,如图4所示。
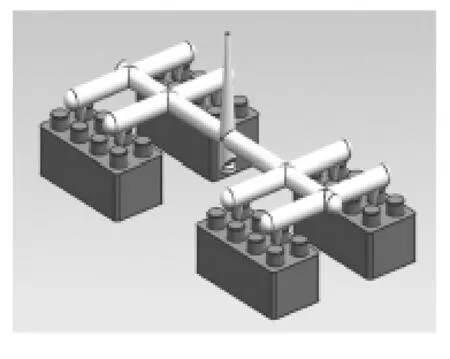
图3 平衡式分流道布置
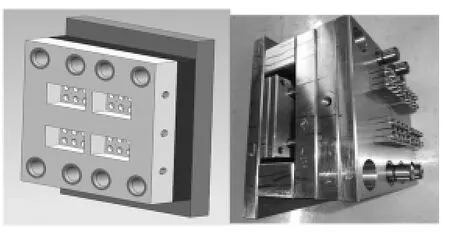
图4 拼装玩具动定模和动模
定模部分用来成型玩具的整个外表面,包括侧壁和8个凸台,成型表面的粗糙度为Ra0.8μm,选用Cr12MoV,热处理硬度为52~55HRC。
动模部分成型零件包括主型芯和小型芯的设计。
(1)主型芯成型零件的设计
主型芯用来成型玩具的内表面的侧壁和顶面的8个小凸台以及加强筋,采用电加工,用螺钉固定在动模固定板上。成型表面的粗糙度为Ra0.4 μm,选用Cr12MoV,热处理硬度为52~55HRC,如图5所示。
(2)小型芯成型零件的设计
塑件的3个内圆柱形外壁是小型芯成型,采用Φ10的模具标准件,小型芯的内孔与推杆配合用以成型3个内圆柱顶面,如图6所示。
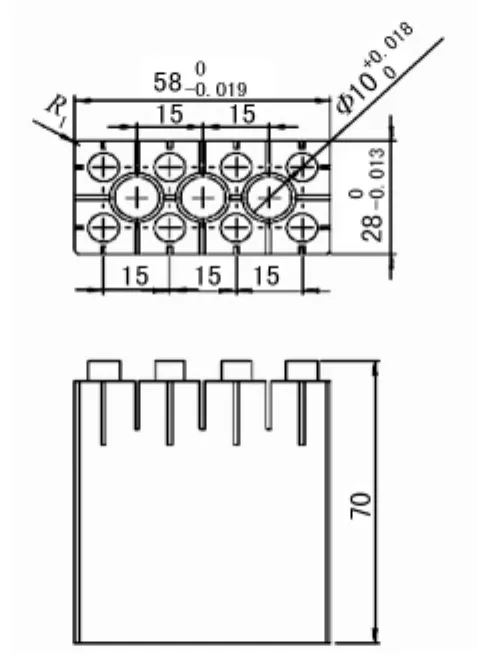
图5 主型芯

图6 小型芯
5 二次推出机构的设计
现在的市场经济,要求自动化生产,为了提高效率,采用浇口凝料与塑件分离的脱出方式。
开模时,动模部分带动模具在B分型面打开,即4和5之间打开,从而实现留浇口凝料从模具中脱出,实现一次开模。
由于冷却收缩产生的包紧力,塑件留在动模部分,在动模继续移动的过程中,克服粘着力,点浇口与塑件的分离,从而A分型面打开,实现二次开模。
常用的推出机构有推杆,推件板和推管。推件板适合薄壁容器,壳体及外表面不允许留痕迹的塑件。推管塑件常用的推出方式适合推出环形、筒形或带孔的塑件。根据塑件的特点,这里采用推件板—推杆组合推出。推出时,推件板作用于塑件的外壁,推杆作用于3个圆柱内孔,实现共同推出,如图7所示。
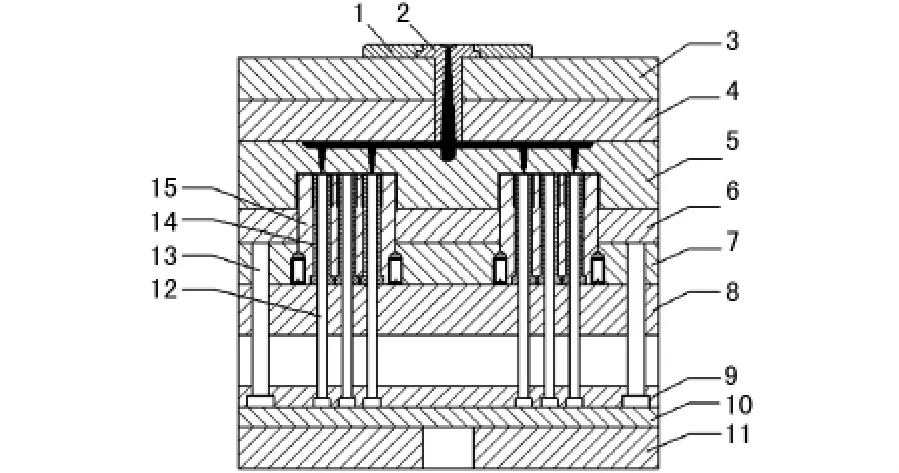
图7 二次推出机构结构图
6 结语
本模具采用点浇口,一模四腔,双分型面,二次推出机构,排气方式设在分型面,排气效果良好。脱模时,B分型面先打开,实现浇口凝料脱出,A分型面再打开,实现浇口与塑件的分离。塑件表面光洁,变形小,尺寸符合公差要求。
[1] 李雪峰.塑料模设计及制造[M].北京:机械工业出版社,2003.
[2] 塑料模具手册编写组.塑料模具手册[M].北京:机械工业出版社,1993.
Double Parting Surface Injection Mold Design
ZHENG Zheng,WANG Feng
(Wuχi Branch of Jiangsu United Technical Institute,Wuχi Jiangsu 214000,China)
According to the requirement of plastic technology,how to design the gating system,the parting surface,the forming parts and the pushing mechanism is discussed,and the correctness of the design of demoulding mechanism in practical application is verified,which are significant for similar plastic parts and the structure of the mold design.
double parting surface;parting process;ejecting mechanism
TP391
A
1007-4414(2013)05-0114-02
2013-08-29
郑 峥(1982-),女,山东邹城人,讲师,硕士,主要从事模具设计及制作方面的研究工作。
