浅析三倍节距链条的焊接特点及用材*
2013-06-09刘仁臣
刘仁臣
(长春东北输送设备制造有限公司,吉林长春 130000)
浅析三倍节距链条的焊接特点及用材*
刘仁臣
(长春东北输送设备制造有限公司,吉林长春 130000)
从结构角度分析了三倍节距链条焊接的特点以及焊接困难的原因,阐述了现阶段各种常用材料的优缺点,对改进生产给出了一些建议,并对三倍节距链条的质量要求提出了自己的观点。
三倍节距;环链;焊接;选材
1 引言
圆环链是一种常见的机械,在各行各业均有应用,具体包括船用的锚链、运输用的捆绑链条、伐木用的链条、锅炉用的除渣链条以及各种提升设备使用的吊装链条等,其中用量较大的是煤矿生产刮板输送机所使用的输送链条。虽然各类链条的外形相似,但是在各个国家和各个行业中有着不同的链条标准,其中比较权威的是德国的DIN22252-1993链条标准和国际ISO610-1990链条标准,国内使用的是我国自行制定的 GB/T12718-2009矿用链条标准以及 GB/ T549-1996船用锚链标准。
标准的差别导致了链条性能级别以及尺寸规格的不同。特别是经常使用的3倍节距80级的链条,该链条属于非标链条,是生产中的难点,具体表现为焊接质量不佳。由于该链条节距短、质量级别要求高,因此使用常规的加工办法和原材料无法满足要求。各厂家在这种链条的生产方法上也找不到很好的理论支撑,都是在实践中摸索生产,质量一直无法保持稳定,破断负荷达不到80级别要求,极易在焊口出现如图1所示的光平断裂现象。笔者针对这种链条的加工特点进行分析。
2 焊接特点
通常情况下,标准节距链环的节距为3.5 d以上(d为链环用材直径),例如13×80、18×64、22×86等,而三倍节距是指链环节距正好是链环直径的三倍,例如:16×48、18×54、22×66、26×78、30×90等。由于三倍节距链环的节距属于非标节距范畴,在焊接过程中因为链环环臂短会导致该位置电阻变小,造成环背分流增大,使焊口的温度梯度增大,热影响区域变宽,使焊接温度无法很好的保存在焊接区域,因此很难建立起合适的焊口温度。
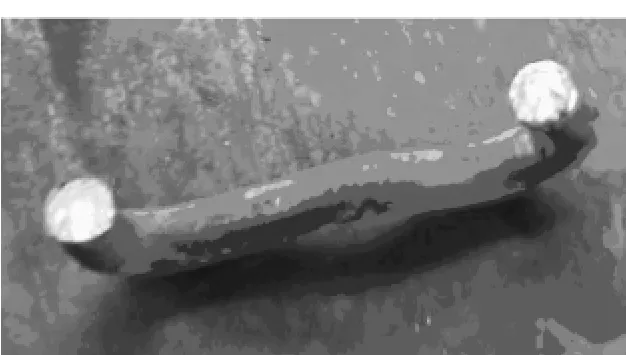
图1 光平断裂现象
在实际生产中,Φ16以下的链环通常采用电阻焊接,电阻焊接的特点是焊接时间短、速度快、效率高,只适用于小直径链条焊接;Φ18以上的链环则采用闪光对焊,其中闪光、烧化和顶锻过程通常是由机械控制(凸轮驱动),由于三倍节距链环的结构特点,导致在顶锻的瞬间焊口的温度无法达到预期的温度(通常焊口温度要达到2 500℃),势必产生冷顶锻,因此就不可避免的产生了焊口表面光平的断裂现象,焊口质量无法满足标准要求,而且断环基本上都是在焊口处断裂,破断负荷也达不到标准要求。因为三倍节距固有存在的焊接弱点,导致焊接质量一直是很难彻底解决的难题。
此外,由于焊接接头本身就不牢固,再加上环臂短,回弹力增大,在焊后接头还没有完全牢固的情况下,很容易产生焊口表面组织的酥松,这也是造成三倍节距链环焊接接头质量不好的第二大因素。
3 改进措施
(1)选择正确的焊接加工手段。随着焊接工艺的发展,焊接设备控制手段已经从简单的凸轮实现焊接程序发展到电液程序控制,液压伺服进给来实现焊接设备程序,从而可以随意调整烧化时间、烧化速度、烧化量、顶锻时间、顶锻速度、顶锻量、有电顶锻时间和无电顶锻时间及焊接电流[1]。这些参数的匹配选择最终可以满足焊口温度和顶锻量的匹配,实现良好的焊接接头,实现适合条件的焊接温度梯度,满足各种链条的焊接。
(2)增加三倍节距链环焊接保压时间。相比常规链条增加三倍节距链环的保压时间,以避免因回弹而产生焊口疏松。
(3)选择正确的链环加工材料。通常非矿用产品链环材料都选用20Mn2材料或25MnV材料,矿用产品选择25MnV或23MnVB材料,20Mn2材料综合机械性能较差可以弥补25MnV焊接性不好的弱点,既能满足焊接性能又能满足综合机械性能的材料可选23MnVB,该材料含碳量在0.20~0.25之间,机械性能和焊接性能又不低于25MnV。是生产高级别链条的良好选材。
非煤矿圆环链常规用料20Mn2和25MnV材料的特点:20Mn2的含碳量为0.17~0.23,材料的焊接性能比较好,韧性也较好,但热处理后的综合机械性能要差一些。
25MnV的含碳量为0.21~0.28,材料的焊接性能比较差,特别是含碳量处于上限时,焊接性能差的特点就更为显得突出。但该材料热处理后综合机械性能比较好,是可以满足较高一级链条的使用材料。
4 材料选择
20Mn2材料尽管焊接性能比较好,可弥补一些三倍节距焊接过程中的弱点,但由该材料的合金元素含量所定,热处理后的综合机械能是无法满足高级别链条要求的。由于80级链条和矿用高强度圆环链C级标准是等同的,而20Mn2材料的性能无法满足这个标准的,因此只能作为40级和矿用圆环链B级以下链条生产。
25MnV材料属于高强度链条钢之列,是可满足高级别链条加工的,热处理后的综合机械性能较好,但该材料的弱点恰好弥补不了三倍节距链条焊接的缺点,所以也适应不了三倍节距链条的用材。这也是我们在生产实践中发现20Mn2材料在三倍节距链条应用中要优于25MnV材料的根本原因。
在三倍节距链条80级生产中,20Mn2和25MnV材料能勉强生产Φ16以下规格链条,对于大规格三陪节距链条虽然偶尔的可以达到80级,但绝对是不稳定的且无法保证质量[2]。
近几年来,国外和国内(抚顺钢厂、兴城钢厂、上海宝钢)几家钢厂又研制出了优质的链条钢材料23MnNiMoCr54,这种材料是实现最高强度级别链条的材料,广泛应用于矿用链条的生产,它有优质的焊接性能和韧性、又具备高强度的综合机械性能[3],是可实现生产80级以上和高强度矿用圆环链最高级别的D级材料。特别是德国萨斯特特种钢厂和德国乔治马林钢厂生产的23MnNiMoCr54材料,各种合金元素含量稳定,含碳量控制在0.22~0.26,热处理后综合机械能比较高。是生产大规格各个行业要求的高级别链条的专用材料。当然国外生产的这种特殊材料供货周期长、钢价格昂贵,是国产同样牌号材料价格的1~2倍。
由此可见加工不同行业用的链条,加工不同级别的链条以及加工不同节距的链条,都要通过科学的分析,不但要选择合适的焊接设备和焊接控制方式,更要选择合适的材料和合适的加工工艺参数,方能满足质量标准的要求和经济指标要求。
5 结语
在我国大大小小的链条生产厂有上千家,都采取各自不同的工艺方式,有电阻焊、闪光对焊;有冷编冷焊、热编热焊、热编冷焊不同工艺加工方式,要根据链条的用途,规格大小,级别要求来选择。通常规格小于Φ16 mm的选择电阻焊和冷编冷焊工艺,规格大于Φ18mm的选择闪光对焊和冷编冷焊工艺,规格大于Φ26 mm的选择闪光对焊及热编冷焊或热编热焊工艺,这些选择的原则是要满足标准上的质量要求。因为不管哪个行业用,都属安全件,决不能忽视焊口质量,焊口质量是第一要素,也是安全的需要,因此设备的选择、工艺的选择以及材料的选择是至关重要的保证链条质量的三大要素。特别是特殊要求链条,比如三倍节距链条更要遵守这三大要素,缺一不可,哪怕是提高生产成本,也不可偷工减料,方能保证质量要求。
[1] 李华敏,于廷伟,宋协春.焊接链条链轮的改进[J].科技成果纵横,2009(1):74.
[2] 窦连福,兰英斌,刘建华,等.20Mn2钢链条焊接裂纹产生原因及预防[J].物理测试,1994(3):41-43.
[3] 宛 农,周立新,雷应华.23MnNiMoCr54链条钢回火特性的数值模拟[J].煤矿机械,2004(6):74-75.
Brief Analysis of the Characteristics and Material Selection for Triple Pitch Welding
LIU Ren-chen
(Changchun Northeast Transportation Machine Making Co.,Ltd,Changchun Jilin 130000,China)
In this paper,triple pitch chain are analyzed from the points of view of the welding structure characteristics and difficult welding reason.The advantages and disadvantages of all kinds of common used materials in recent time are introduced,some suggestions are given to improve the production,and some own views is put forward on triple pitch chain quality requirement.
triple pitch;chain;welding;material selection
TG47
A
1007-4414(2013)05-0044-02
2013-07-27
刘仁臣(1957-),男,吉林松原人,工程师,主要从事矿用高强度圆环链开发研究工作。
