渐开线蜗杆成形磨削用砂轮的修整*
2013-06-09张彦坤李志峰
张彦坤,李志峰
(陕西理工学院机械工程学院,陕西汉中 723003)
渐开线蜗杆成形磨削用砂轮的修整*
张彦坤,李志峰
(陕西理工学院机械工程学院,陕西汉中 723003)
成形磨削与车削相比可显著提高蜗杆的齿形精度和表面质量。根据螺旋面形成原理建立了渐开线蜗杆的齿面方程,利用空间啮合理论计算出了磨削蜗杆所需砂轮的轴向截形,依据此截形数据设计了砂轮数控修整方案,并用修整好的砂轮磨削工件实现蜗杆的数控成形磨削加工。
成形磨削;渐开线蜗杆;截形;修整
1 蜗杆磨削加工数学模型的建立
渐开线蜗杆普遍采用车削方式加工,对刀困难、生产效率低、加工工艺难度大且齿面精度低,随着数控技术的发展和砂轮修整器在机床上的应用,采用成形磨削技术可以显著提高蜗杆的齿形精度和表面光洁度,进而提高蜗杆副的传动效率和承载能力。
渐开线蜗杆的端面截形是渐开线,如图1所示。
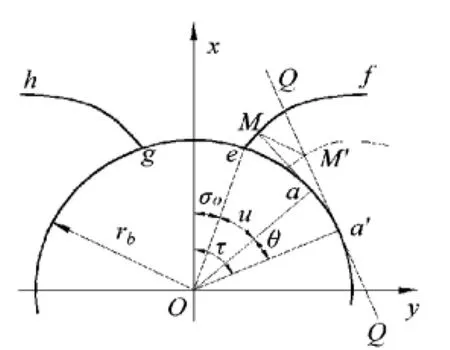
图1 渐开线蜗杆端面截形
图1中,左右齿槽关于χ轴对称,基圆半径为rb,右侧渐开线ef的起点为e,Oe与χ轴的夹角为σ0,渐开线上任意一点M的法线与基圆的切点为 a,取∠eOa=u作为参变数,根据渐开线的性质,Ma=ea= rbu,则渐开线ef的方程组为:

同理,得到由蜗杆齿槽左侧渐开线gh形成的螺旋面与砂轮的接触条件式:

2 实例求解
以加工模数m=4 mm,分度圆直径d=60 mm,法向齿形角αn=20°,齿数z=4,螺旋升角β=17°,导程pz=50.260 mm,砂轮直径dm=300 mm的渐开线蜗杆为例,在式(2)中,令z=0,由它的第三式解出参变数u与θ的关系,再把它代入该式中的χ及y关系式中就可以求得渐开线蜗杆螺旋面在垂直于其轴线截面χOy上的截形,如图2所示。
接触线方程(5)是关于参变数u与θ的三角函数超越方程,可用 MATLAB中自带的函数 fsolve求解[2]。由于0≤u≤π,u的初值取为1,对于每个 θ值,都有一个u值与其对应,将求出的u和θ代入式(2)求出接触线在蜗杆坐标系下的坐标值,经坐标变换式(7)得到砂轮的轴向截形,计算结果如图3所示。
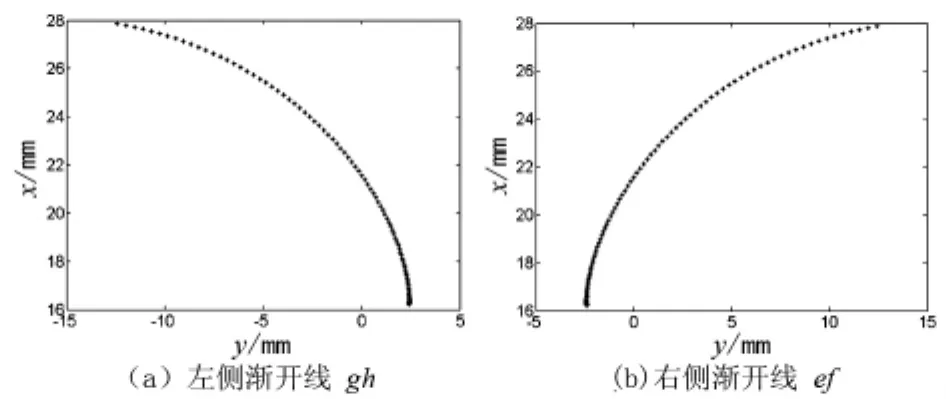
图2 渐开线蜗杆端面截形
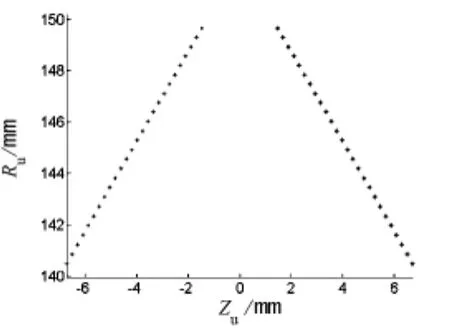
图3 砂轮轴向截形
当用图2(b)所示齿槽右侧渐开线ef生成螺旋面时,砂轮的轴向截形为图3中左侧数据点所示线段;当用图2(a)所示齿槽左侧渐开线gh生成螺旋面时,砂轮的轴向截形为图3中右侧数据点所示;当两者同时作螺旋运动时,砂轮的轴向截形如图3中所示两条线段。
3 砂轮修整工艺
常见的砂轮修整方法有车削法、成形金刚石滚轮修整法和磨削修整法。用车削法修整砂轮时金刚石笔尖连续受到力和热作用,磨损严重,很难保证砂轮的磨削质量;成形金刚石滚轮虽然修整效率高,但制造复杂且成本高,不适合小批量生产;磨削修整法一般使用金刚盘与砂轮对磨,修整效率高,控制简单,能修整出复杂砂轮轮廓[3]。对于齿形对称的蜗杆,为提高加工效率和精度,减少单面砂轮磨削蜗杆时的对刀误差和安装时间,易使用双面砂轮同时进行磨削。
如图4(a)所示,砂轮修整器固定在移动工作台上,修整轮与砂轮分别由电机1与电机2驱动高速旋转,V轴伺服电机和W轴伺服电机通过精密滚珠丝杠将旋转运动转换为直线运动来实现工作台的数控插补运动[4-6]。
为了将砂轮截形修整成图3所示形状,以砂轮宽度对称中心线为界将砂轮轴向轮廓CDED'C'分为左侧母线CDE与右侧母线ED'C',左侧母线的修整顺序为。
(1)左侧滚轮沿V方向移动到母线底端水平位置B。
(2)沿W轴平移一段安全距离BC到达母线CD的起始点C。
(3)左侧滚轮按照计算数据点直线插补修整左侧母线CD。
(4)沿W轴方向平移,修整砂轮顶部DE。
(5)按照路线EFA快速退回到零位点A,从而完成左侧母线的一次修整。
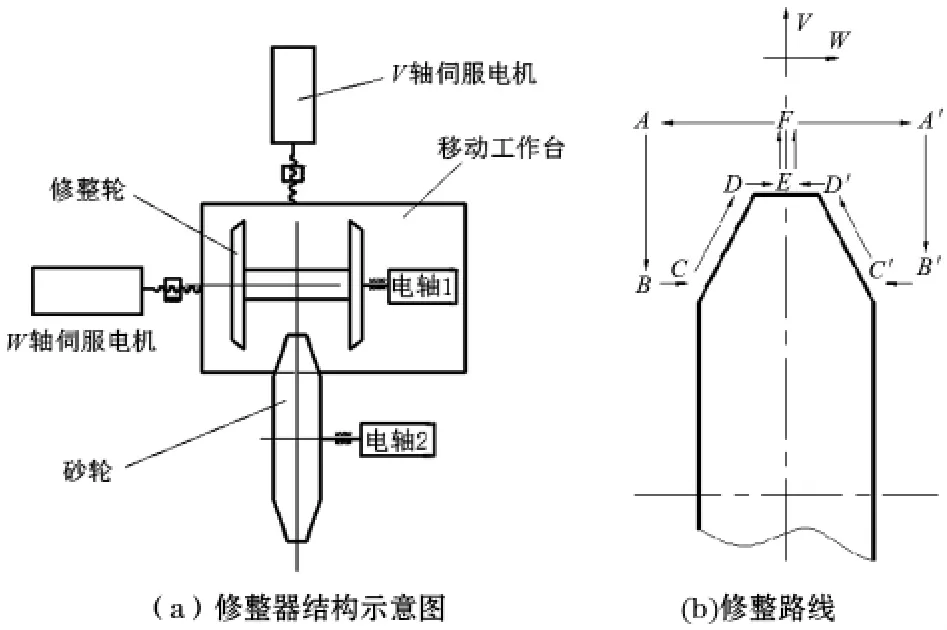
图4 修整工艺简图
右侧母线的修整顺序和方法与左侧类似[7-9]。砂轮修整完毕即可用修整好的砂轮按照一定的安装要求磨削蜗杆,最终完成工件的精密成形磨削加工。
4 结语
(1)由齿槽右侧渐开线ef与左侧渐开线gh分别计算得到的砂轮截形关于砂轮宽度中心对称。
(2)砂轮修整器结构简单且易于控制,采用两金刚滚轮分开修整的方式既可以延长刀具的使用寿命,又容易实现更为复杂砂轮廓形的修整。
(3)使用MATLAB软件中基于最小二乘法的函数fsolve求解超越方程简便、精度高。
(4)渐开线蜗杆磨削用砂轮的修整方法同样适用于其它类型蜗杆磨削用砂轮的修整。
[1] 吴序堂.齿轮啮合原理[M].西安:西安交通大学出版社,2009.
[2] 陈 杰.MATLAB宝典[M].第3版.北京:电子工业出版社,2011.
[3] 刘丰林,宋 晓,徐晓刚,等.双导程ZN蜗杆修缘成形磨削研究[J].机械工程学报,2012(13):192-198.
[4] 刘红英.金刚石滚轮修整及CNC砂轮修整器设计应用(上)[J].金属加工(冷加工),2012(16):53-54.
[5] 刘红英.金刚石滚轮修整及CNC砂轮修整器设计应用(下)[J].金属加工(冷加工),2012(17):56-57.
[6] 颜松桦,张迎卫,颜柏桦.环面蜗杆加工专用数控机床设计研究[J].机械研究与应用,2006(3):25-26.
[7] 李志峰,赵永强,魏伟锋,等.螺纹磨床CNC砂轮修整器设计与修型方法研究[J].制造技术与机床,2012(2):111-113.
[8] 赵永强,李志峰,魏伟锋,等.螺纹磨床CNC砂轮修整器的参数设计[J].制造业自动化,2012(12):91-93.
[9] 赵永强,李志峰,魏伟锋,等.转子磨床CNC砂轮修整器的砂轮初始修形方法研究[J].制造技术与机床,2012(6): 185-187.
Grinding Wheel Dressing on the Involute Worm in Forming Grinding
ZHANG Yan-kun,LI Zhi-feng
(School of Mechanical Engineering,Shaanχi University of Technology,Hanzhong Shanχi 723003,China)
Forming grinding can be used to improve the profile accuracy and surface quality about the worm significantly compared with the machine turnery.Based on the formation of helicoidal surface,a tooth surface equation is deduced.The spacial meshing theory is used to calculate the axial section of the grinding wheel.With the result to design the routes of dressing,then the finished grinding wheel is used to grind the worm to realize the CNC form grinding of the involute worms.
form grinding;involute helicoid worm;axial section;dressing
TG580.6
A
1007-4414(2013)05-0041-03
2013-07-08
国家高档数控机床与基础制造装备科技重大专项“高精度螺纹加工技术及设备(2011ZX04003-021)”
张彦坤(1986-),男,河南汤阴人,在读硕士,研究方向:机械装备的设计与制造。
