一种新型双工位台车式齿轮强化抛丸清理机的研发与应用
2013-06-05沙克清
沙克清
(青岛双星铸造机械有限公司,青岛 266400)
1 前言
随着我国装备制造业的不断发展,对各种装备的组成零部件的质量要求越来越高,而齿轮是各种机械装备中不可缺少的组成部分,所以,齿轮的内在质量及表面质量也越来越被各生产厂家所重视,尤其是齿轮的表面质量,因为表面质量不仅决定着齿轮的机械性能及使用寿命,更决定着齿轮传动的准确性和平稳性,以及传动过程中功率的损失大小。提高齿轮的表面质量一般都是通过抛丸清理实现的,但是,一般类型的清理设备对齿轮进行清理已无法满足生产率和表面质量的要求,为了进一步提高齿轮的表面质量,研制一种多工位高效率的抛丸清理设备已成为必然。
青岛双星铸造机械有限公司通过多次试验和改进,已成功地研制出QN3615型双工位台车式齿轮强化抛丸清理机,该设备最突出的创新之处就是分别将两个自转台车固定在抛丸室的两个大门上,通过门轴旋转来实现台车进出抛丸室,实现双工位清理,将生产效率提高一倍。台车自转采用变频调速以实现不同工件(齿轮)以不同的速度进行清理,从而有效地清除齿轮表面的粘砂、氧化皮、油污等附着物,同时对齿轮表面进行强化,提高表面的硬度及韧性,消除内应力,从根本上提高齿轮的质量。
2 设备简介及功能概述
该项目是青岛双星根据市场需求而确立的,项目确立之后,青岛双星组织专业技术人员在三十多年设计生产经验的基础上,吸收借鉴国际先进技术,独立研制开发出了技术先进、性能可靠、高效环保的QN3615型双工位台车式齿轮强化抛丸清理机,满足市场的需求。这种齿轮强化抛丸清理机属台车式抛丸清理机范畴,但又比传统简单的台车式抛丸清理机有着很大的技术突破及结构创新,一改传统的减速机驱动台车行走进出抛丸清理室的方式,分别将两个台车固定在抛丸清理室的大门上,通过大门的开关实现台车进出抛丸室。当一扇大门带着装载着工件的台车在抛丸室内进行清理时,另外一扇大门在抛丸室外装卸工件,使生产效率提高了一倍。而且每个台车都可实现变频自转,满足不同工件的清理需要。
该设备通过高效率的悬臂离心式抛丸器抛出高速弹丸,打击在齿轮的表面,除去表面氧化皮及其它附着物。齿轮放在可自转的台车转台上,各个齿轮经过多次抛喷丸清理后,表面的氧化皮、杂质、油污及灰尘等均被除掉,使齿轮表面露出金属本色,同时通过抛丸处理能消除集中应力,使齿轮表面得到强化,提高齿轮的抗疲劳、抗腐蚀性能。另外通过抛丸清理后,能使齿轮表面具有均匀的粗糙度,大大提高齿轮传动的准确率,减少功率损失。
3 主要内容
3.1 研制内容
本项目的主要研制内容是研制出两套先进可靠的工件传动系统,可以顺畅地使大门带着装载工件的台车进出抛丸室,而台车的最大载重为5 t,再加上台车及大门的自重,要靠怎样的驱动力及传动系统才能实现这一功能成了该项目所要攻克的主要难关。为此,研发小组人员采用减速机-齿轮传动,将减速机固定在抛丸室顶部,输出轴装有小齿轮,与装有大齿轮的门轴啮合,门轴与大门连接,台车固定在大门上,这样台车、大门、门轴、大门支撑等就组成了工件传动系统。
3.2 关键技术工艺
该项目的关键技术工艺就是工件传动系统的结构工艺和传动工艺。将台车固定在大门上,这一突破性的结构创新解决了台车清理机占地面积过大、能耗高的问题。但是,要采用怎样的传动方式才能使大门及台车在负载的情况下顺利自如的开关,是所要解决的关键工艺之一。为此,特别设计了两根高强度门轴。门轴上部装有大齿轮,与固定在抛丸室顶部的减速齿轮啮合,由减速机带动旋转。门轴与大门相联,门轴下端装有两个轴承,一个推力球轴承,一个圆柱滚子轴承,既保证了其承载力,又转动自如。通过控制固定在抛丸室体顶部的减速机来实现门轴的正反转,实现大门的开关。
4 主要技术指标(QN3615型)
(1)一次清理工件的最大尺寸
最大尺寸:ø1700×1500(mm)
(2)抛丸器
型号:Q0338
叶轮直径:ø420 mm
电机功率:22 kW
抛丸器数量:3台
抛丸量:3×280 kg/min
(3)提升机
提升量:70 t/h
皮带速度:>1.2 m/s
功率:5.5 kW
(4)分离器
分离量:70 t/h
分离区风速:4~5 m/s
功率:4 kW
(5)纵向螺旋输送器
输送量:70 t/h
功率:4 kW
(6)收丸螺旋输送器
输送量:20 t/h
功率:2.2 kW
(7)台车机构
台车载重:5 000 kg
台车转台尺寸:2 000 mm
台车自转电机功率:3 kW
大门开关电机功率:2.2 kW
(8)风量
总风量:20 000 m3/h
清理室:约16 000 m3/h
分离器:约4 000 m3/h
风机功率:22 kW
(9)总功率:114 kW
QN3615型双工位台车式齿轮强化抛丸清理机的粉尘排放、噪声等指标均达到国家有关标准的要求。
5 主要功能部件
QN3615型双工位台车齿轮强化抛丸清理机主要由抛丸清理室、大门及台车机构、螺旋输送器、提升机、分离器、抛丸器总成、维修平台、供丸系统、地基、除尘系统、电气控制部分等部件组成(图1)。
(1)大门台车机构
大门及台车机构即工件传动系统,由台车、大门、门轴、大门支撑等组成。将台车固定到大门上,通过门轴旋转来实现台车进出抛丸室,实现双工位清理,将生产效率提高一倍,并且台车采用耐磨护板防护,以延长其寿命,台车自转采用变频调速以实现不同工件以不同的速度清理。
(2)抛丸器总成
抛丸室上装有3台Q0338型抛丸器总成,可以对通过的工件进行一次性抛丸清理。抛丸器总成由抛丸器、电机等组成(图2)。
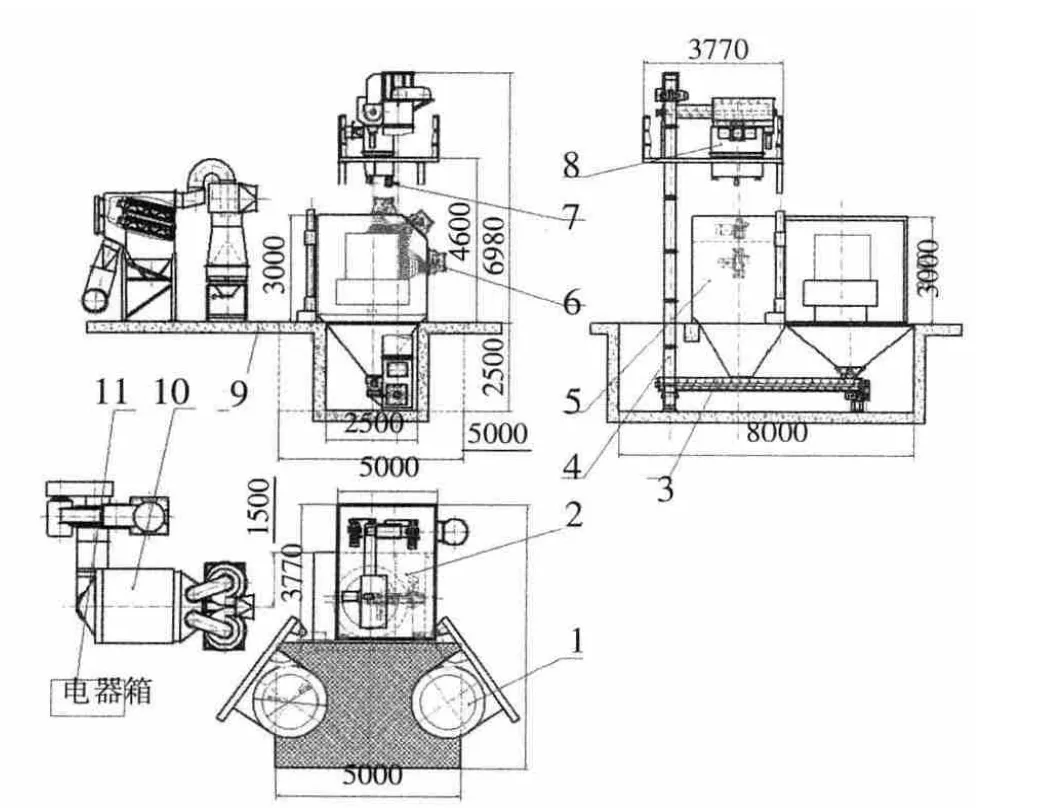
图1 QN3615型双工位台车齿轮强化抛丸清理机外型图

图2 抛丸器总成
本机所用Q0338型离心式抛丸器具有高效、安装维修方便、占用空间小、能进行左右旋转等优点。叶片在迅速旋转的过程中靠离心力的作用固定,不需任何固定装夹具。拆卸八片只需10~20 min。
(3)螺旋输送器
该机的螺旋输送器分为纵向螺旋输送器及收丸螺旋输送器两种。纵向螺旋输送器位于抛丸室和密封室的底部,螺旋叶片焊装在传动轴上。工作时,输送器电机通过摆线针轮减速机驱动螺旋轴旋转,将丸料输送至卸料口,然后由卸料口流入提升机;收丸螺旋输送器位于抛丸室外收丸料斗的底部,卸料口与纵向螺旋联接,用于收集台车装卸工件时散落的弹丸,工作时,收丸螺旋输送器将台车上带出的丸料输送至纵向螺旋。
(4)提升机
斗式提升机由摆线针轮减速器、上下滚筒、输送胶带、料斗、封闭料筒和涨紧装置组成(图3)。
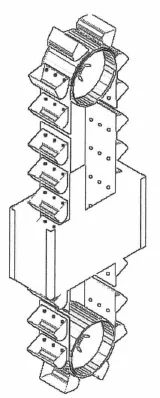
图3 提升机结构示意图
斗式提升机的进料口与横向螺旋输送器相连,其出料口与分离器相连。提升机罩壳上设有检修门,可维修及更换料斗。打开下罩壳上的门盖,可以维修下部传动,并且排除其底部弹丸堵塞。本机采用平皮带传动。工作时,固定在输送胶带上的料斗将提升机底部的丸料刮起,同时接收从横向螺旋输送器流入的丸料。然后在提升机电机的驱动下,将丸料输送至提升机顶部,最后靠离心重力方式落料,将丸料输入分离器螺旋内。
提升机上部设有一套涨紧装置。当皮带松驰时,应该调节提升机上部两侧的调整螺栓,涨紧皮带,调整范围为0~100 mm。
(5)分离器
本机配置满幕帘式丸砂分离器。丸料从斗式提升机流入筛筒,丸砂混合物中的杂物(毛刺、钉和芯铁等)由分离器筛筒内螺旋片带走。筛筒外螺旋将丸砂混合物沿分离器均布,从而形成满流幕状态,而进入了下面的风选阶段。此时,除尘器风机通过分离器抽风孔抽风,将弹丸和金属氧化皮碎片、破碎弹丸、粉尘有效分离,大颗粒废料从分离器丸料溢流口流出,细小丸料、粉尘从废料出口流出,弹丸进入丸料仓进行循环。
调整分离器的垂直调节挡板与水平调节挡板之间的缝口,可以改变布料层的厚度及运动轨迹,并配合调整分离区的调节挡板,可获得良好的分离效果。关于分离器的工作原理请参见图4。
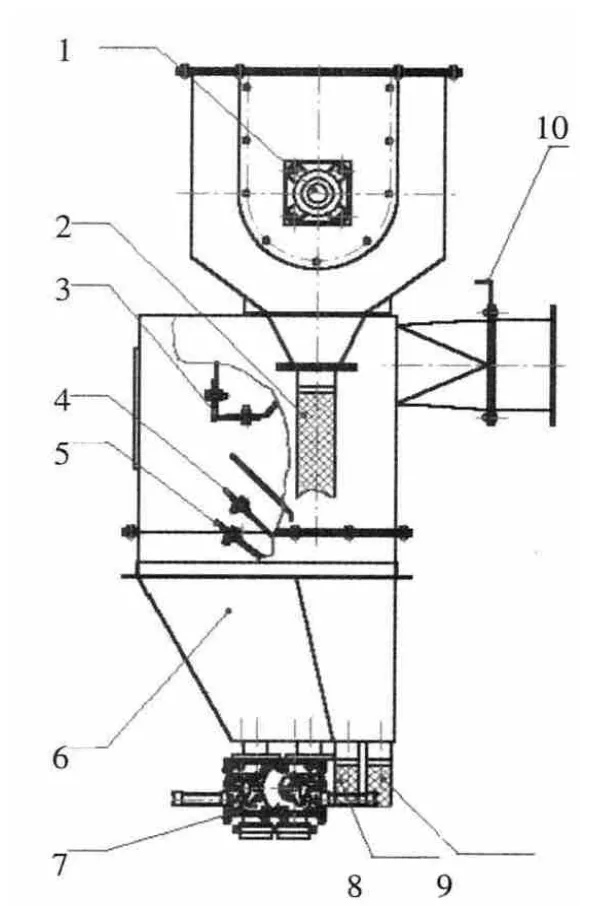
图4 分离器工作原理图
(6)通风除尘系统
除尘系统由滤筒式除尘器(HRX64)、离心式高压风机、管道和排尘烟囱组成。
抛丸清理机工作时产生的含尘气流经过连接管道进入滤筒式除尘器。含尘气流在旋风体罩壳的作用下形成旋风,大颗粒灰尘沉降在灰斗内,带有小颗粒灰尘的气流经滤筒过滤后,通过高压离心式通风机抽入烟囱向高空排放。排放后的粉尘浓度不高于120 mg/m3,符合国家环保局规定的排放标准。
本设备通过高压离心风机抽风使室体内形成一定负压,使工作时产生的粉尘不向室体外飘溢,从而使设备周围的粉尘浓度低于100 mg/m3。
(7)电控系统
该系统使用日本OMRON公司生产的可编程序控制器控制,具有手动和自动两种控制方式,在控制系统中还采用了检测元件,能够根据实际情况进行故障诊断及报警。同时系统具有良好的互锁、自锁及安全保护措施,确保了设备和操作人员的人身安全。
6 设备清理强化工艺流程
将工件(齿轮)装在一扇大门的台车上→关闭大门→除尘系统开→循环系统开→抛丸器开→对齿轮进行抛丸清理强化→清理完毕→抛丸器关→循环系统关→除尘器关→大门打开→卸工件。
一扇大门带着台车载着工件在抛丸室内接受抛丸的同时,在抛丸室外另一扇大门的台车上装载工件,抛丸室内的工件清理完毕后,另一扇大门带着台车载着工件按照上述工艺流程进行工作。已清理完毕的大门台车在抛丸室外卸工件,生产效率提高一倍。
7 结束语
该设备自研制成功后,已在用户处安装使用,用户反映清理效果很好,经过清理后的齿轮,表面强度大大增强,更坚固耐用,传动更精准。随着我国装备制造业的不断发展,齿轮强化抛丸清理机的市场前景十分广阔。另外,根据国际市场调查情况来看,国际上对齿轮强化抛丸清理机的需求量也十分大,所以,双星铸机公司在稳踞国内市场的同时,力拓国际市场,为双星机械更好的走向世界迈出坚实的一步。
[1]李德生,夏克廷,李晓波等.输送圆环链专用抛丸清理机的开发[J].中国铸造装备与技术,2009(3).
[2]徐明森,李庆武.铁路机车车辆抛丸清理机的研制[J].中国铸造装备与技术,2002(3).
[3]王金忠,释清海.Q5810抛丸清理机的设计与应用[J].中国铸造装备与技术,2001(4).
[4]曹生辉;杜泽进;吕洪伟.汽车后桥整桥抛喷丸清理机的开发与应用[J].中国铸造装备与技术,2009(1).
[5]沙克清;李晓波;夏克廷等.发动机曲轴专用抛丸强化清理机的研发与应用[J].中国铸造装备与技术,2013(1).
[6]丁仁相;冯美苏;韩伟.钢管内壁抛丸清理机的开发与应用[J].中国铸造装备与技术,2010(1).
[7]曹生辉;丁仁相.QLG6汽车连杆抛丸强化清理机的开发与应用[J].中国铸造装备与技术,2006(1).
[8]丁仁相;韩伟.弹壳抛喷丸清理机的开发与应用[J].中国铸造装备与技术,2006(3).
