BDO反应器的设计与制造
2013-06-01张茹雅张亚宁潘国辉
张茹雅 张亚宁 潘国辉 刘 娟
(大连冰山集团金州重型机器有限公司)
设计计算
BDO反应器的设计与制造
张茹雅*张亚宁 潘国辉 刘 娟
(大连冰山集团金州重型机器有限公司)
介绍了BDO反应器的结构特点和设计、选材所应考虑的问题,并且对密封结构和多层筒体的制造工艺进行了阐述。
反应器 高压 丁二醇 大型锻件 密封 多层筒体 压力容器
0 前言
BDO反应器是BDO流程中的核心设备。BDO是1,4-丁二醇的简称,是用来生产聚对苯二甲酸丁二醇酯 (简称PBT)工程塑料和纤维、聚氨酯弹性体、聚氨酯人造革、γ-丁内酯等的重要原料。我公司为某化工厂制造的BDO反应器,其结构特殊,制造难度较大。这是BDO设备的首次国产化,具有一定的试验研究性质。
1 设备结构特点
BDO反应器主要技术特性如表1所示。BDO反应器设备结构如图1所示。
BDO反应器上、下封头都用大型锻件制造。上封头外径为2194 mm,高度为1355 mm,不采用常用的规则凸形封头。这是因为在上封头的端面上要布置大小7个管口,包括人孔在内。
设备的密封结构较为特殊。其中底盖与下封头之间、顶盖与上封头之间均采用GRAYLOC密封元件密封,所有的接管法兰也均采用GRAYLOC卡兰。美国的GRAYLOC卡兰具有50多年的历史,这是一种高压自紧式法兰,也是一种用于高压、高温、强腐蚀等恶劣工况下管道连接的新型高压法兰。传统法兰是靠密封垫的塑性变形达到密封作用的,属于软密封。而高压自紧式法兰的核心是其独有的新式密封,即依靠密封环的密封唇 (T形臂)的弹性变形形成密封,属于硬密封。它利用卡兰、卡套、密封环的筋骨组合,形成了一个强大的刚性体,使连接部位的强度远远大于管道母材自身强度,其结构如图2、图3所示。在受压时,密封环的筋和密封唇分别起强度和密封的作用,既能自紧密封,又能加固管道,极大地增强了连接部位的整体强度。
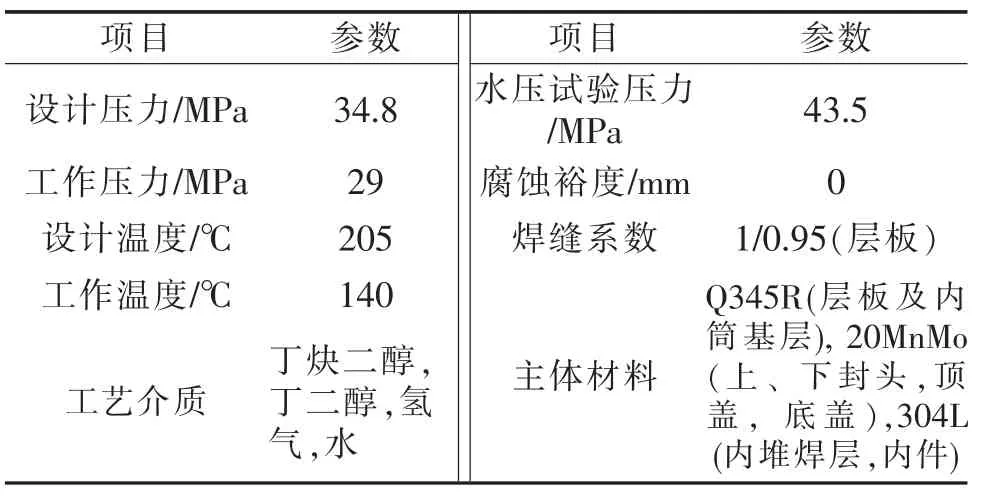
表1 BDO反应器技术参数
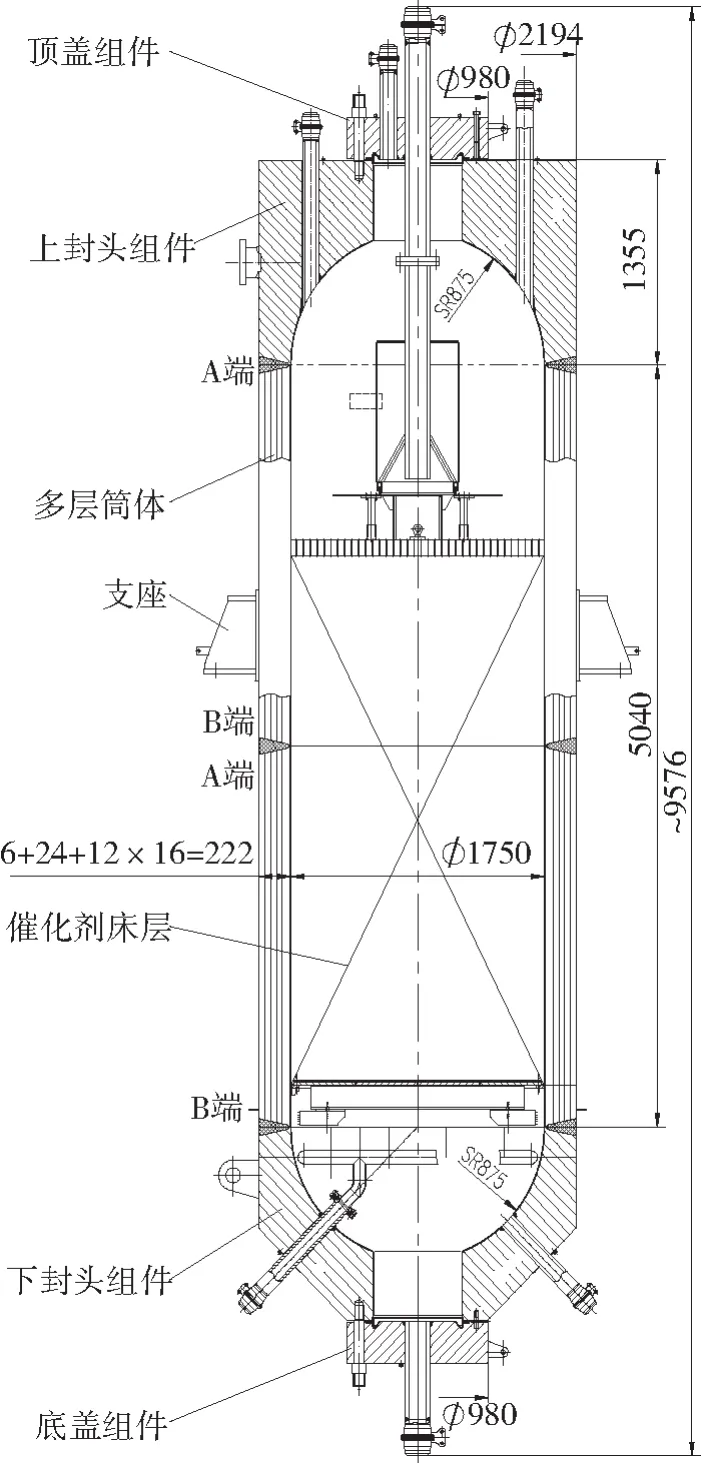
图1 BDO反应器结构

图2 高压自紧式法兰
GRAYLOC密封环使用场合广泛灵活,不但可以成套使用,而且可以根据实际结构大小单独加工制作。 但是, 设备密封面的形式及尺寸应由GRAYLOC提供。该设备底盖与下封头之间、顶盖与上封头之间均采用GRAYLOC密封环密封,密封结构如图4所示。该设备所用的GRAYLOC元件,也均是向美国GRAYLOC公司订购的。

图3 密封环

图4 GRAYLOC密封环
设备筒体采用多层式结构,由内筒和多层层板包扎而成,每层层板上都开排气孔。采用多层式筒体,设备不需要作焊后整体热处理。
2 选材
2.1 筒体选材
该设备的设计压力很高,为 34.8 MPa,GB 150—1998《钢制压力容器》的适用范围是设计压力不大于35 MPa,因此该设备的设计压力接近了我国常规设计标准的极限。国外BDO项目中的BDO反应器常以ASMEⅧ-2为设计和制造标准,筒体采用单层加堆焊结构。这次我公司设计和制造标准采用GB 150—1998,筒体采用包扎式多层结构。多层式筒体的内筒选用爆炸复合板,基层为Q345R,复层为304L,既保证了强度,同时也满足了抗腐蚀性能的要求。多层筒体上除内筒外的多层层板,不接触介质,不需要其具有抗腐蚀性能,只要求其具有较高的强度和良好的综合机械性能。与单层厚壁的结构相比较,多层层板所用板材都是薄板,薄板的制造工艺成熟,性能良好稳定,而且成本较低。
若设备的筒体采用单层Q345R板材,按强度计算其厚度超过200 mm。Q345R板材厚度超过200mm时,不但超出了标准的范围,其各项性能也不可能得到保证,所以不予选用。若筒体采用锻件材料,性能虽然有保证,但其造价太高。综合考虑,选用多层筒体结构,既满足了强度要求,又节约成本,降低造价。
2.2 封头和底盖、顶盖选材
上、下封头与底盖、顶盖选用20MnMo锻件,20MnMo材料与其它材料相比,强度较高,性能优越,使用成熟广泛,故选用其作为主要锻件的材料。
3 制造工艺
3.1 制造的难点和关键点
由对BDO反应器的结构特点分析可知,该设备由底盖组件、下封头组件、多层筒体、上封头组件和顶盖组件等五大部件组成,其制造的难点和关键点有如下几项:
(1)顶盖组件、底盖组件和上、下封头组件上密封面的加工;
(2)多层筒体的制造;
(3)筒体环向焊接接头的组对。
为了确保每一个零部件的制造质量和组装质量,我们设计制定了相应的工艺措施,并且专门编制了 “BDO反应器制造工艺方案”,用于指导BDO反应器的制造。
3.2 关键零部件的制造
(1)顶盖、底盖的制造
顶盖和底盖均采用20MnMo锻件,与介质接触的密封面处采用不锈钢堆焊。制造时,先进行一次加工,加工出堆焊不锈钢所需的槽,然后再堆焊不锈钢,最后加工出密封面。GRAYLOC密封面粗糙度要求很高,Ra为1.6~0.8μm。一般加工件的粗糙度要求Ra为25~6.3μm,数字越小精度要求越高。对于如此严格的要求,我公司采取一些有效措施,确保了密封面达到所需精度,从而为设备密封提供了可靠的保障。
(2)上、下封头的制造
上、下封头的密封面加工方法与顶盖和底盖相同,光洁度要求也相同。上、下封头直径很大,因此必须采用大型锻件。上封头直径为2194 mm,高度为1355mm,体积庞大,与筒体组装过程比较困难复杂,因此加工组装时应注意严格保护好密封面。一般的法兰密封面,采用贴胶带纸等方法保护即可。但是鉴于该设备的密封面要求如此严格,组装过程困难复杂,因此特别制作了专用的工装,用于保护密封面。结果证明,此工装起到了非常好的效果,很好地保护了密封面。
(3)多层筒体的制造
多层筒体的制造工艺主要为多层筒体的包扎。多层筒体由内筒和多层层板组成。内筒先制作好,然后再在内筒上包扎多层层板。包扎之前,内筒表面及各层层板的内外表面应进行喷砂处理,去除氧化皮、油污等杂物,使板材表面干净平滑,便于层板包扎。
包扎时应先找好筒节与层板的基准端,先将带有排气孔的层板包上,再包扎不带排气孔的层板。紧贴内筒的层板为第一层,依次为第二层、第三层……等等。第一层和第二层板上的排气孔应在包扎之前先钻好,其余各层上的排气孔可在筒体包扎好之后再钻。
多层筒体的制造工序如下所述。
(a)铆工:借助于工装 (包扎内撑胎)进行层板包扎。
(b)电焊:层板纵向焊接接头按焊接工艺规程施焊。
(c)铆工:打磨焊缝,使之与母材平齐。
(d)检查:层板贴合度检查,用圆弧样板和平尺检查,间隙分别为0.5mm和0.3mm;层板松动面积检查,其松动部位沿环向长度不得大于300 mm,沿轴向长度不得大于600mm。
(e)无损检测:第一层层板纵向焊接接头作100%超声检测,按JB/T 4730.3—2005Ⅰ级合格;其它各层层板纵向焊接接头作100%磁粉检测,按JB/T 4730.4—2005Ⅰ级合格。
(f)大立车:车筒体端面及堆焊坡口 (加工时以内筒两端面找正)。
(g) 电焊:筒体端面封焊,堆焊隔离层,如图5所示,按焊接工艺规程施焊。
(h)无损检测:封焊层作100%液体渗透检测,按JB/T 4730.5—2005Ⅰ级合格。
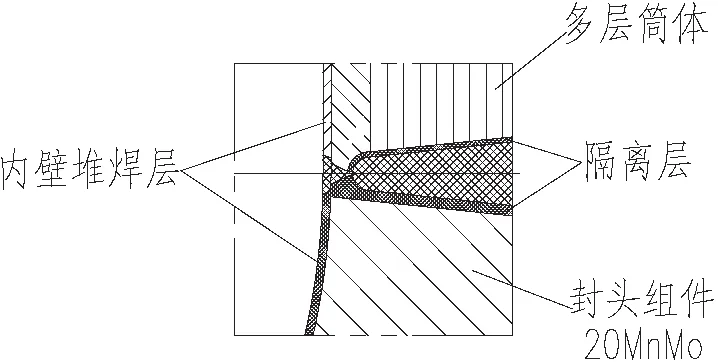
图5 筒体端面堆焊隔离层
(i)划线:划Ø8mm排气孔线。
(j)钻:钻 Ø8 mm排气孔,钻孔时不允许加冷却液。
(k)铆工:等待与其他部件一起组装。
(4)总组装
设备总组装工序为:筒节之间组对→筒体组合件与下封头组对→组对保温支架、铭牌托架等外部零部件→组对内件支撑件→上封头与筒体组对→水压试验→清理、包装、发运。
总组装的难点是上、下封头与筒体环向焊接接头的热处理。上、下封头的材料是20MnMo,焊接后必须进行热处理,而多层筒体是不需要进行热处理的。如何解决呢?如图5所示,先在上、下封头的端部堆焊隔离层金属,然后单独对上、下封头及其隔离层焊缝作整体焊后热处理。之后,进行组装时由20MnMo与Q345R之间的焊接就变成了隔离层之间的焊接,这样就不需要再进行焊后热处理了。
4 结语
该BDO反应器已经投入使用有5年多时间,运行良好。实践证明,其结构设计、制造工艺和质量控制措施都是可行的。BDO反应器壳体选用多层包扎结构,密封形式选用GRAYLOC自紧式密封结构,都是首次尝试。该BDO反应器的制造成功,为BDO项目设备的国产化开拓了新路,也为制造同类产品积累了经验。
Design and M anufacture of BDO Reactor
Zhang Ruya Zhang Yaning Pan Guohui Liu Juan
Introduces the structure characteristics of BDO reactor,lists the problems that should be considered during design andmaterial selection,and describes themanufacturing process of seal structure and multilayer shell.
Reactor;High pressure;Butanediol;Large forging;Seal;Multilayer shell;Pressure vessel
TQ 052
2012-12-18)
*张茹雅,女,1978年生,工程师。大连市,116100。
