镀前处理对金刚石柔性磨带镀点结合力的影响研究①
2013-05-16宁春旭肖乐银林峰吕智2王进保陈超刘志环刘心宇
宁春旭,肖乐银,2,,林峰,2,,吕智,2王进保,陈超,2,刘志环,2,刘心宇
(1.中国有色桂林矿产地质研究院有限公司,广西桂林541004;2.广西超硬材料研究开发重点实验室,广西桂林541004;3.桂林电子科技大学,广西桂林541004)
镀前处理对金刚石柔性磨带镀点结合力的影响研究①
宁春旭1,肖乐银1,2,3,林峰1,2,3,吕智1,2王进保1,陈超1,2,刘志环1,2,刘心宇3
(1.中国有色桂林矿产地质研究院有限公司,广西桂林541004;2.广西超硬材料研究开发重点实验室,广西桂林541004;3.桂林电子科技大学,广西桂林541004)
金刚石柔性磨带镀点结合力的好坏,大多数并不是电镀工艺本身所造成的,而是基体镀前处理不当的结果,特别是基体的表面粗糙度和氧化膜的去除更与结合力密切相关。研究结果表明:不锈钢带基材表面经过粗化处理后,电镀试样卸下夹具没有镀点脱落现象,采用锉刀法测试,有部分镀点连同基材开裂,镀层结合力有很大提高;通过采用氢氟酸和硫酸混合酸进行酸洗浸蚀,除去了基材表面的氧化膜,实现镀层与基体的良好结合,采用锉刀法进行破坏性试验时,几乎所有镀点连同基体开裂。
金刚石;磨带;电镀;结合力
电镀金刚石柔性磨带是指以镀镍金属为结合剂,把金刚石磨粒粘附在柔性可弯曲基材上的一类超硬涂附磨具。与普通磨料砂带相比,电镀金刚石柔性磨带具有超硬材料“硬”和涂附磨具“柔”的双重特性,其工作层表面有序排布磨削小单元之间的缝隙形成较大的容屑空间,有利于散热,提高了加工质量、磨带柔韧性及排屑能力,目前在工业发达国家已广泛应用于玻璃、石材、陶瓷、复合材料、水晶、航空航天、硅材料等硬脆材料的磨抛加工[1~4]。
电镀层是金刚石柔性磨带的工作层,镀层结合力不好或镀层脱落,将引起金刚石柔性磨带的失效,其它性能再好也是毫无意义的。电镀生产中所发生的镀层结合力差的质量事故,大多数并不是电镀工艺本身所造成的,而是基体(通常采用不锈钢带)镀前处理不当的结果,特别是基体的表面粗糙度和氧化膜的去除更与结合力密切相关[5~6]。
1 实验方法及过程
1.1 实验工艺流程
本实验采用的工艺流程如下:
不锈钢带表面粗化处理→有机溶剂除油→热水洗→干燥→绝缘处理→安装夹具→化学除油→热水洗→冷水洗→酸洗(除氧化皮)→冷水冲洗→浸弱碱→冷水洗→浸弱酸→水洗→预镀→加料→卸料→增厚→出槽→卸夹具→干燥
1.2 实验方法
实验采用普通镀镍溶液,阳极为99.9%电解镍板,基材采用0.05mm厚的不锈钢带,镀点直径为1.6mm,电镀过程中电流强度为1~5A/dm2,通电时间为3.5h。分别测试表面粗化处理和酸洗除氧化皮工序对镀点结合力的影响,从而确定最佳的镀前处理工艺。
1.3 镀层结合力检测方法
测量镀层结合力大小的方法有很多,如:画线画格法、弯曲法、拉伸剥离法、锉刀法、热震法、声像法、激光法、超声波法、全息摄影法等,但是定量测量结合力很困难,多数方法是定性测量,当然,这作为工艺的比较或者检查产品质量还是可行的[7~8]。本次实验采用画线画格法、热震法和锉刀法等三种方法来综合评定金刚石柔性磨带镀点结合力的好坏。
画线画格法一般采用一刃口磨到30度锐角的硬质钢划刀,在镀件表面上画一个或多个长为1mm的方格,观察在此区域内的金属镀层是否有起皮、脱落现象。而金刚石柔性磨带镀点直径通常为0.9mm~1.6mm,因此,电镀完毕后卸下夹具,观察镀点是否有脱落即可初步判定镀层结合力的好坏。
当采用热震法时,对基体上的镀镍层,一般加温至300℃±10℃,并保温1h,然后在空气中或室温的水中骤冷,镀点不出现与基体分离等脱落现象,即说明镀层结合力良好。由于金刚石柔性磨带镀点厚度较厚,也可采用锉刀法,用一带有锐角的锉刀,锉起镀点的边缘,力图锉起镀层,如果镀点与基体发生剥离,说明镀层结合力较差;如果连同基体开裂,说明镀层结合力满足要求,锉刀法测定镀层结合力方法如图1所示。
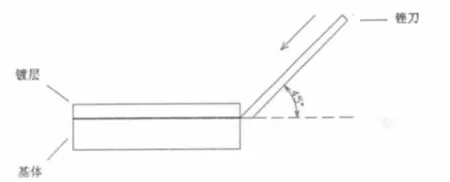
图1 锉刀法测定镀层结合力Fig.1 Rasp method tests the binding force of plating layer
2 结果与讨论
2.1 表面粗化处理对镀层结合力的影响
新购的不锈钢带表面一般比较平整光滑,粘结力较差。为了使基材表面具有一定的粗糙度,使镍镀层牢固地附着在粗糙的不锈钢基体上,通常需对基体表面进行粗化处理,常用的处理方法有喷砂、机械打磨、化学刻蚀等[9]。喷砂加工是借助高速砂子流冲击工件表面使其产生凹凸不平,常选用粒度为0.5mm~1mm的石英砂,压缩空气压力为0.15MPa~0.25MPa,但不锈钢带较薄,采用喷砂方法容易造成基材开裂且均匀性较差,而经化学刻蚀处理过的基体表面虽非常均匀,但其粗糙度达不到要求。因此,我们通常采用机械打磨方法对其表面进行粗化处理,并在专用设备上完成,如图2所示。经过打磨粗化处理后的不锈钢表面形貌如图3所示。
将表面未经粗化处理的试样(1号)与经过粗化处理的试样(2号),按照上述工艺流程进行电镀实验(不包括除氧化皮工序),电镀完毕后采用格子法、热震法和锉刀法等三种方法测试其镀层结合力,结果如表1所示:
图2 粗化处理机Fig.2 Roughening processor
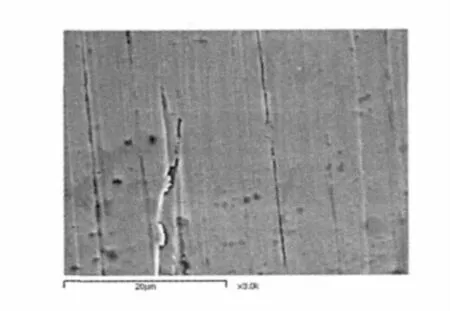
图3 粗化处理后不锈钢表面形貌Fig.3 Stainless steel surface morphology after roughening treatment
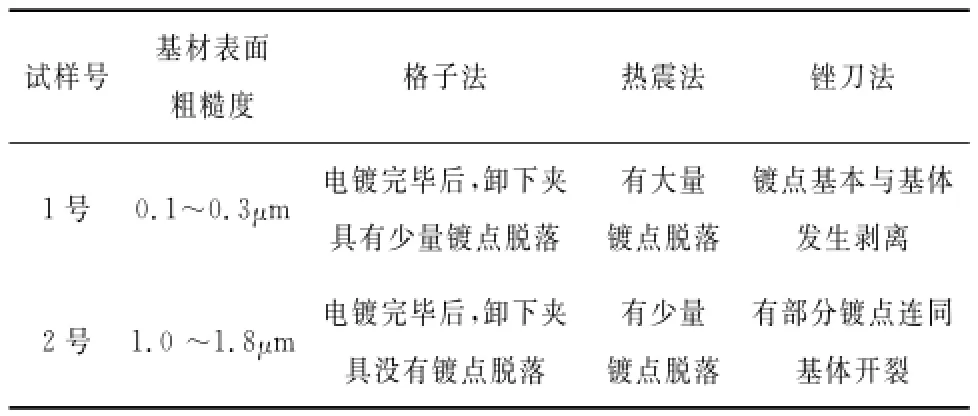
表1 粗化处理对镀层结合力的影响Table 1 Effect of roughening treatment for the bonding force of plating layer
通过表1可知,经过粗化处理后,不锈钢基材表面粗糙度平均值由0.2μm提高到1.4μm,电镀完毕后,2号试样卸下夹具没有镀点脱落;同时采用锉刀法锉起镀点的边缘,2号试样有部分镀点连同基材开裂,说明经过粗化处理后,增大了镀层与基材之间的接触面积并形成交错咬合,有部分镀点的结合强度高于不锈钢基体强度,镀层结合力有很大提高。
2.2 酸洗(除氧化皮)工艺对镀层结合力的影响
不锈钢由于含镍、铬量高,在其表面形成一层致密的氧化膜,主要成分为NiO、CrO、Cr2O3等,这无疑对镀层的沉积形成了妨碍,影响镍镀层与不锈钢基体之间的结合力。因此,经过化学除油之后一般要进行酸洗处理,其主要目的是除去基体表层氧化皮和不良组织,露出正常的金相组织。酸洗工艺规范如表2所示。

表2 酸洗工序配方和工艺Table 2 The formulations and process for pickling process
氢氟酸虽然是一种弱酸,但是由于其具有良好的络合性能,具有清理不锈钢表面氧化膜的作用[10]。基体表面的氧化物与氢氟酸发生化学反应的原理:
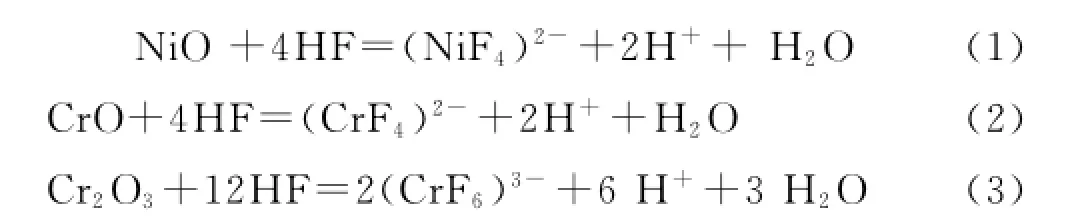
通过处理使不锈钢表面的氧化皮松动,经过自来水冲洗后发生剥离而使表面得到清理,便于镀层的沉积。按照上述工艺流程进行电镀实验,对比酸洗(除氧化皮)工序对镀层结合力的影响,其结果如表3所示。

表3 酸洗工序对镀层结合力的影响Tabel 3 Effect of pickling process for the bonding force of plating layer
由表3可知,通过采用氢氟酸和硫酸混合酸进行浸蚀,既加速了氢氟酸对致密氧化膜的化学溶解作用,又发挥了硫酸中氢的撕裂作用,强化了浸蚀过程,使3号试样在电镀之前露出晶格,电沉积金属镍原子与基材之间形成了强烈的金属键结合,镀层与基体之间表现出非常好的结合强度,因此,当采用锉刀法进行破坏性试验时,几乎所有镀点连同基体开裂。热震试验后镀点脱落情况如图4和图5所示。
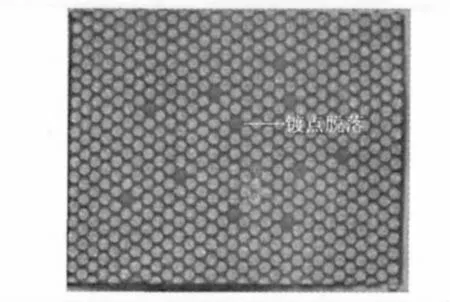
图4 2号试样热震试验后表面情况Fig.4 Surface conditions for sample No.2 after thermal shock test
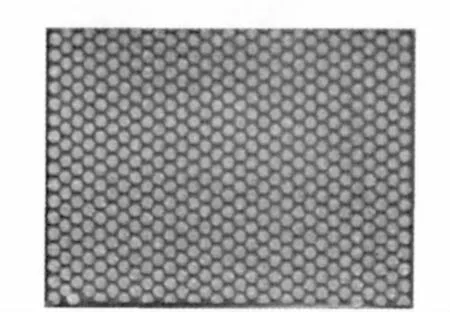
图5 3号试样热震试验后表面情况Fig.5 Surface conditions for sample No.3 after thermal shock test
要想获得良好的镀层结合力,表面粗化处理和酸洗(除氧化皮)工序当然必不可少,但也不容忽视后面的浸弱碱和弱酸工序。其中,弱碱的主要成分为碳酸钠的水溶液,主要是为了抑制金属基材在酸洗后的吸氢能力,增加磨带的柔韧性;弱酸也是采用硫酸与盐酸的稀溶液,侵蚀时间为1min左右,主要目的是在电镀处理前除去基体表面极薄的一层氧化膜,实现镀层与基体的牢固结合。同时,在砂带电镀前处理的过程中,应保证工序的连贯性,避免自然氧化膜的重新生成而影响结合力。
3 结论
(1)不锈钢带表面经过粗化处理后,表面粗糙度平均值由0.2μm提高到1.4μm,电镀完毕,2号试样卸下夹具没有镀点脱落;同时采用锉刀法锉起镀点的边缘,2号试样有部分镀点连同基材开裂,说明经过粗化处理后,增大了镀层与基材之间的接触面积并形成交错咬合,镀层结合力有很大提高。
(2)通过采用氢氟酸(HF)和硫酸(H2SO4)混合酸进行酸洗浸蚀,强化了浸蚀过程,使3号试样在电镀之前露出晶格,电沉积金属镍原子与基材之间形成了强烈的金属键结合,当采用锉刀法进行破坏性试验时,几乎所有镀点连同基体开裂,镀层与基体之间表现出非常好的结合强度。
(3)要想获得良好镀层结合力,浸弱碱和弱酸工序也不容忽视,同时,应保证各工序的连贯性,避免自然氧化膜的重新生成。
[1] 安建民,王光祖,刘金昌.共铸超硬材料砂带“刚”“柔”组合的辉煌[C].海峡两岸超硬材料技术发展论坛论文集,2010,275-278.
[2] 肖乐银,王进保,周卫宁,刘心宇.金刚石电镀砂带的特点及应用[J].超硬材料工程,2012,24(2):40-43.
[3] 谢志刚,刘志环,等.超硬材料涂附磨具的应用前景和研究现状[J].超硬材料工程,2011,2:42-46.
[4] 吕智,郑超,莫时雄,章兼植.超硬材料工具设计与制造[M].北京:冶金工业出版社,2010.
[5] 周国华,史根生.浅谈不锈钢镀镍[J].电镀与精饰,1994,16(6):24-25.
[6] 卢燕平,叶志远,吴继勋.电镀不锈钢新工艺初探[J].电镀与精饰,1999,11(4):16-18.
[7] 曹立新,石金声,石磊,梅晓宏编著.电镀溶液与镀层性能测试[M].北京:化学工业出版社,2011.
[8] 张允诚,胡如南,向荣.电镀手册[M].北京:国防工业出版社,1997.
[9] 赵祖欣.化学粗化对塑料表面镀层结合力的影响[J].表面技术,1990,19(4):25-28.
[10] 王双民.不锈钢镀前预处理[J].电镀与环保,2004,24(6):43-43.
Influences of pre-treatment on the bonding force of plated point of flexible diamond belts
NING Chun-xu1,XIAO Le-yin1,2,3,LIN Feng1,2,3,LV Zhi1,2,WANG Jin-bao1,CHEN Chao1,2,LIU Zhi-huan1,2,LIU Xin-yu3
(1.China Nonferrous Metal(Guilin)Geology and Mining Co.,Ltd.,Guilin541004,Guangxi;2.Guangxi Key Laboratory of Superhard Material Research and Development,Guilin541004,Guangxi;3.Guilin University of Electronic Science and Technology,Guilin541004,Guangxi)
The bonding force of plated points of flexible diamond belts,which was not caused by plating process in most cases,but was caused by inappropriate pre-treatment of substrate material,in particular,the substrate surface roughness and the removal of the oxide film were closely related to the bonding force.The results showed that:after roughening treatment,plating sample did not appear shedding phenomenon of plated point,by using rasp method,some plated points were cracking together with the substrate,the binding force had great exaltation;by using a mixed acid of hydrofluoric acid and sulfuric acid,the oxide film of the surface of the substrate was removed,to achieve a good combination of the coating and the substrate,almost all plated points were cracking together with the matrix by destructive testing.
diamond;abrasive belts;plating;bonding force
TQ164
A
1673-1433(2013)02-0012-04
2013-04-10
宁春旭(1974-),女,工程师,研究领域:超硬材料。E-mail:kdy-kjc@163.net
广西科技开发项目(桂科攻12118020-2-2-3);广西超硬材料重点实验室专项经费