50万吨合成氨空分低压塔环焊缝菱角度超标原因分析
2013-05-12高竹云
高竹云
(云南天鸿化工工程股份有限公司,云南 昆明 650093)
液化空气(杭州)有限公司承建的云天化集团公司50万吨合成氨项目的空分工程低压塔,因塔体较长,长途运输困难,筒体制造在液化空气(杭州)有限公司完成。所以将整个塔分成几段运输,然后在现场组焊。该低压塔设计参数如下:
设计压力:0.18MPa;
塔体内径:3850mm;
设备长度:32000 mm;
设计温度:-169℃;
材质:304不锈钢;
介质:O2+N2;
名义厚度:10mm;
原定设备在制造厂完成,整体运输到设备安装现场,但因塔体较长,无法满足长途运输的需要,故整个塔的制造方案为:塔体分成5段在制造厂完成所有设备制造工作(包括塔体内件的安装),为考虑设备在运输过程中设备内部的清洁,设备分段筒体两端用临时封头焊接密封,充0.05MPa氮气保护,然后将设备分段运输到安装现场进行现场组焊。
设备到达安装现场后,将设备临时封头割下,并将设备筒节按照顺序进行现场组焊。

?
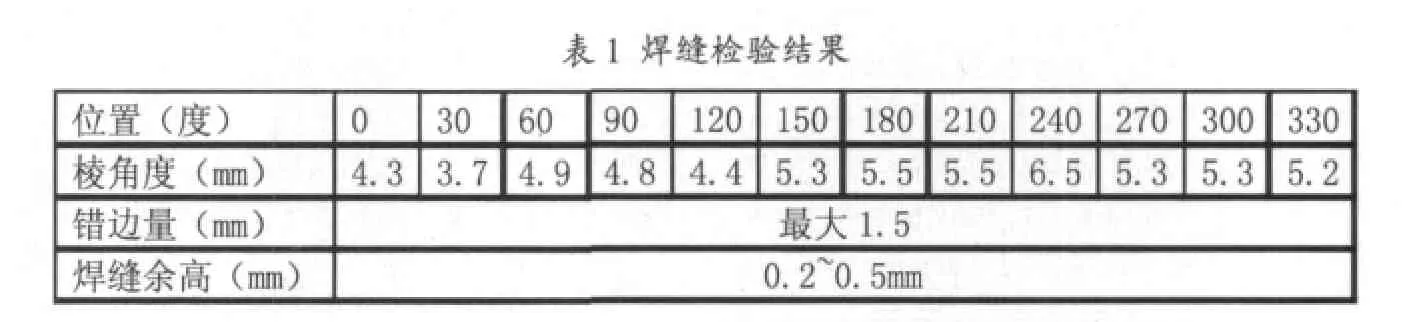
1 焊缝检验结果
现场组焊组对后,对焊缝进行了检查,焊缝检验结果如表1。
根据GB150-1998《钢制压力容器》规定,设备菱角度最大为5mm。由表1可以看出,检验数据显示从180°~240°范围内棱角度超标比较严重,设备菱角度超标最大在240度位置,超过制造标准1.5mm,由设备图可知,在该处设有一个φ57的射线检验接管(如图2所示)。
现场组焊的环焊缝经检验发现棱角度超标,具体检验结果如表1所示。射线检验管口方位如图3所示,表中检验数据显示从180°~240°范围内棱角度超标比较严重,所以这次应力测试主要针对这一区域进行。
2 菱角度超标分析
经分析,产生菱角度超标的主要原因如下:
2.1 设备在运输过程中,为了保证塔内清洁干燥,筒体端部用临时封头密封,运抵现场后,用气割方法将封头割除,然后对筒体进行组焊,设备材料经过两次受热,产生热收缩从而导致设备焊接菱角度增加。
2.2 由于设备是分段制造完成,故设备塔体内件在制造厂已经安装完毕,设备两筒体组对时,无法采用双面焊进行焊接,只能在采用设备筒体内壁加垫板并在筒体内充氩气的方式进行焊接,设备在单面焊接的情况下,导致焊缝菱角度增大。


2.3 为了检测焊缝质量,在该环焊缝中心70mm处设有φ57的射线检验接管,该射线接管离焊缝较近(如图3所示),焊接过程中出现多次受热现象。
为了保证低压塔安全运行,我们对该环缝棱角度超标部位进行应力测试。根据设备的超标情况,我们把射线检验管口方位作为应力测试的主要测试区域进行。
3 应力测试与分析
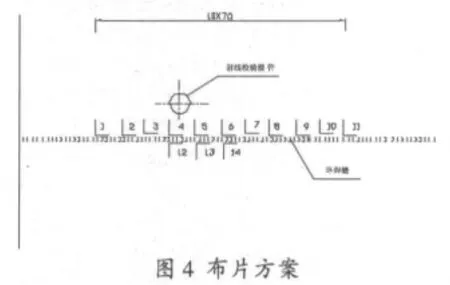
应力测试采用型号为DH3818的静态应变测试仪两台,在棱角度较大的环焊缝区域,沿焊缝进行布片。布片方案如图4所示。
应力测试前先用角向磨光机和砂皮纸清除焊缝附近表面污垢,然后以有机溶剂对贴片位置进行擦洗。在每一点分别沿筒体轴向和环向贴两片应变片,贴片时做到应变片尽量靠近焊缝,应变片布置如图5。贴片完成后分别将应变片引线与导线焊接,并与应变仪相连。然后检应变片的电阻值,逐点进行预平衡。

?
应力测试过程与压力试验同步进行,因该塔设计压力P=0.18MPa,测试时将升压过程分为 0.05MPa、0.1 MPa和 0.18 MPa三个阶段,当压力升至上述压力等级时进行保压,并读取各点的应变数据。该塔内径为3850mm,厚度为10mm,属于薄壁容器,在内压作用下筒体上的应力可近似认为是两向应力状态,所以在测量得到的轴向和环向应变基础上,根据虎克定律可以计算各点的轴向和环向应力。测量应变值和应力计算结果见表2。
由表2可见,随着压力升高,应力增大,当内压达到设计压力时,各测点的轴向和环向应力均较大,最大应力为第7点的轴向应力,数值为113.5MPa。据GB150-98《钢制压力容器》查得,304不锈钢板常温下的许用应力为137 MPa,所以实测的最大应力小于许用应力,强度能满足要求。
4 结论
4.1 云天化集团公司50万吨合成氨项目的空分工程低压塔,因塔体较长,长途运输困难,筒体在制造公司完成分几段运输到现场后,按规范进行现场组焊;然后在现场组焊。
4.2 环焊缝经检验发现棱角度超标,特别是在180°~240°范围内棱角度超标比较严重,主要原因一是该设备材料经过两次受热,产生热收缩从而导致设备焊接菱角度增加,二是设备分段制造,现场组焊无法用双面焊焊接,只能在采用设备筒体内壁加垫板并在筒体内充氩气的方式进行焊接,设备在单面焊接的情况下,导致焊缝菱角度增大。
4.3 经过对焊缝棱角度超标部位的应力测试,其最大应力小于GB150-98《钢制压力容器》的许用应力,因此塔体能满足强度要求。
[1]国家技术监督局.GB150-1998钢制压力容器[M].北京:中国标准出版社.1998.
[2]郑津洋等.过程设备设计[M].北京:化学工业出版社.2001.
[3]袁彪.在用压力容器焊缝错边量和棱角度的检验与评定[J].压力容器,2001,8(6).
[4]刘大轰.在役压力容器上超标缺陷的评定[J].安全,1995(4).
[5]岑汉钊.化工机械测试技术[M].北京,化学工业出版社.1989.
[6]蒲汝军,王殿柱.关于测量错边与棱角度的方法[J].压力容器,2001(1).
