基于包衣机生产中出料均匀性的控制系统设计
2013-05-07关向东陈友安
关向东,陈友安
(黑龙江迪尔制药机械有限责任公司,黑龙江 佳木斯 154007)
1 问题的提出
包衣机组是中药生产中用于抛光、打蜡、上光的主要设备,可实现自动供料、自动翻转出料、抛光旋转等连续工序生产[1,2]。其工作原理如图1所示。
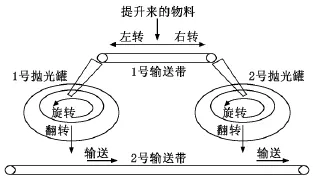
图1 包衣机组生产工艺示意图
提升来的丸剂物料通过1号输送带的左、右转分别落到1号、2号抛光罐。抛光罐由旋转减速机带动旋转,物料在里面完成抛光、包糖衣、打蜡等工艺后,由翻转减速机带动向下翻转,将物料倒在2号输送带上输送给下道工序。
传统工艺中的抛光罐由0.37 k W减速机带动匀速向下翻转,会造成每个罐内近30 kg物料以先少后多的状态落在2号输送带上,这种出料的不均匀性会给下道工序带来很大麻烦。
2 改造方案的提出及系统构成
现提出一种改造方案,由变频器驱动减速机,在翻转过程中随着不同时间段变频器频率逐渐递减,从而实现物料在2号输送带上的均匀性。控制系统主要由DELTA品牌EH系列PLC主机DVP32EH00R2作为控制主体,与两个变频器VFD007E43A进行RS485通讯,传递频率等数据,控制系统组成框图如2所示。
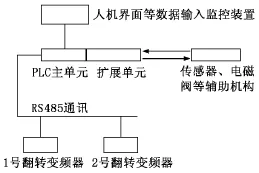
图2 控制系统组成框图
3 软件设计
本系统的软件主要包括人机界面程序、PLC逻辑控制程序以及PLC与变频器之间的RS485通讯程序。本文只对通讯程序及其中的递减频率数据的部分做阐述,同时给出必要的变频器参数设定。
3.1 PLC主机通讯控制程序设计
在DELTA编程软件 WPLsoft 2.10中,根据设备工艺要求的动作逻辑,完成程序的编制。根据该流程图,PLC向变频器发送数据,进行读取和设置。基本频率给定梯形图见图3,通讯格式的确定梯形图见图4。
3.2 递减频率数据来源控制程序
通过上位人机对话元件(如触摸屏等)将多次试验得出的数据写入PLC的内部寄存器,待生产工艺进行到翻转出料过程时,翻转机构检测到位置接近传感器后开始启动,直到检测到翻转结束位置传感器后停止。经试验我们将这一过程划分为5个时间段,每段4 s~5 s,随着时间的进行,5组寄存器内部从大到小的频率数据分别为50 Hz、45 Hz、40 Hz、35 Hz、30 Hz,通过RS485通讯,由PLC传递到变频器,实现了抛光罐由快逐渐变慢的翻转过程,而物料的下落量始终保持均匀。不同时段的频率选择梯形图见图5,频率递减幅度控制梯形图见图6。
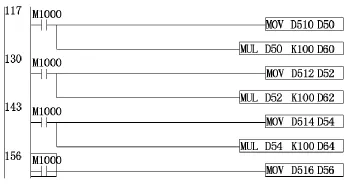
图3 基本频率给定梯形图
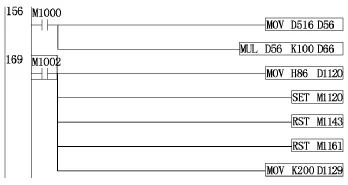
图4 通讯格式的确定梯形图
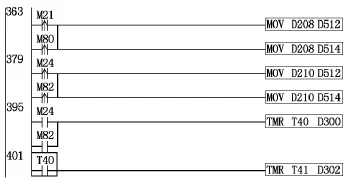
图5 不同时段的频率选择梯形图
3.3 变频器的必要参数设定
控制系统中PLC主机通过RS485总线与两台变频器连在一起,DELTA品牌自动化产品的特点是任何一种单机元器件上都配置有符合MOD-BUS通讯协议的DS485总线装置,同时,该方案省去了PLC系统中的模拟量模块,在性价比方面有着极大的优越性。为达到控制方案效果的目的,应对变频器的通讯参数进行设定,变频器的主要参数设定如图7所示。
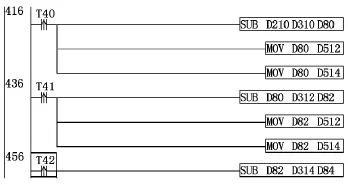
图6 频率递减幅度控制梯形图
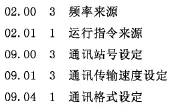
图7 变频器的参数设定
图7中,02.00参数为频率来源,设定3表示频率由RS485通讯传递;02.01参数为运行指令来源,设定1表示变频器的运行指令来自外部信号;09.00参数为通讯站号,可根据不同的控制系统结构和变频器数量分别设定,本方案中1号罐翻转变频器设为1,2号罐翻转变频器设为2;09.01参数为传输速度设定,3表示38 400位元/秒;09.04参数为通讯格式设定,1表示7,E,1。
3.4 PLC与变频器通讯的接线
在PLC中,主机DVP32EH00R2的串口2使用RS485-和RS485+,分别对应变频器的串列通讯RS485口的SG-(5号)和SG+(4号)脚上。
4 结束语
通过调试,1号、2号抛光罐中共60 kg物料每次都能被均匀分布在2号输送带上,从而为下道工序的物料定量控制提供了极大的方便。
[1] 董春亮.关于锅型糖衣机设计参数的探讨[J].医药工程设计,1989(3):42-45.
[2] 张雯.新颖快速糖衣机[J].医药工程设计,1986(3):47.