矿用设备轴承的装配工艺分析
2013-05-06邓小军王润叶
邓小军,王润叶
(太原重工矿山设备分公司,山西 太原 030024)
1 存放
1)轴承应使用其原来包装,在室温、和小于60%的湿度下存放。
2)轴承应平放储存,尤其是具有相对较薄的垫圈的较大的轴承。应该靠整个轴承的圆周来支撑。
2 准备工作
1)在准备好安装之前,不要拆掉轴承的原包装。
2)使用工厂内干净的抹布擦掉厂家施加的防锈剂。
3)测量轴承和孔/轴的尺寸和形状是否正确。
4)检查是否有杂质、搬运损伤以及其它缺陷。
5)如果使用压缩空气对轴承进行干燥,千万不要转动轴承,因为这样做可能会损坏或者弄掉轴承滚珠或者座圈。
6)如果该组件长时间不安装和使用,应涂敷防锈剂并盖上干净的保护材料。
7)许多轴承组件是配套生产的,千万不要与另一个轴承的组件交叉互换,即使另一个轴承与之具有相同的零件编号。
3 轴/孔的准备工作
1)检查轴/孔上是否有杂质、搬运损伤以及其它缺陷,尤其是轴承座表面。
2)去除轴/孔上的所有毛刺。
3)必要时清洗轴/孔以去除会影响轴承正确装配的任何杂质。
4 加热轴承/ 轴承环
1)加热时轴承/轴承环的温度千万不得超过121°C,轴承的硬度和几何形状不得发生改变。如果装有密封,限制加热温度不得高于79°C。
2)使用表面高温计测量轴承或轴承环是否达到所需的温度。
3)没有护罩或密封的轴承的加热方法可以使用油浸法、带循环风扇的干净炉子加热法,专用的轴承加热片,或者感应轴承加热器。带有护罩或密封的轴承已经被生产厂家涂施了润滑脂,它们可以加热,但是不能用油浸法进行加热。
5 冷冻轴承/轴承环
1)在冷冻轴承或轴承环时,确定温度要求,以获得所需的收缩量。
2)使用表面高温计测量轴承或轴承环是否达到所需的温度。
6 安装
1)在装配之前在孔(加热过的轴承)或者轴承环(冷冻过的轴承)上涂抹合适的润滑脂。
2)当部件尺寸符合标准并且经过加热或者冷冻过程之后,轴承应该能够装在轴上,而不需任何推挤。如果轴承不能正确安装、未对准或者不能全部装入,应立即拆下。只有在不能拆下时方能继续将其用力推到轴上或推进孔内。
注:如果内孔很紧,使用软钢棒敲击,将套压在内轴承环上。不要在外轴承环上施加压力,否则会造成轴承损坏。参考图1。
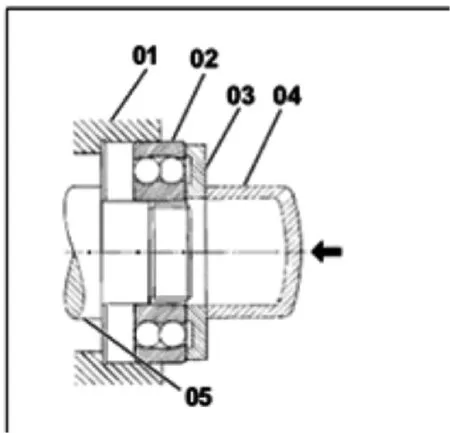
图1 在紧密的内孔中安装轴承01. 孔 02. 轴承 03. 安装盆 04.安装套 05.轴
3)如果轴承安装不当,在拆下后,让零件回复到室温并检查孔/轴的尺寸和形状是否正确。
4)利用软钢棒在轴承盖或者轴承内圈表面上至少三个位置敲击,以检查轴承是否安装得当。在零件回复到室温之后,还应使用0.025mm到 0.05mm的塞尺通过测量轴承座圈和孔或者轴肩之间的间隙来检查安装是否合适。
5)在轴承安装后应将轴承端盖板放在轴承上,以防止冷却后轴承从轴肩上脱开。
7 润滑
1)在安装之前对所有的轴承进行润滑。轴承应使用润滑脂或者齿轮进行润滑,取决于其所在设备上的部位。
①如果轴承在油中工作,则不要用润滑脂润滑轴承。
a.轴承应该使用与其工作时所使用的润滑剂相匹配的齿轮油进行润滑。
b.如果该装配体将放置一段时间而不安装和匀装,轴承润滑用的齿轮油应加入油基腐蚀抑制剂。
c.转动轴承以确保充分涂抹润滑油或者润滑油/腐蚀抑制剂的混合物。
②如果轴承已使用润滑脂进行润滑,则使用润滑脂对轴承进行润滑。
a.使用与轴承安装后所用润滑剂相匹配的润滑脂。
b.用手固定轴承,用轴承添油器或者针状头部加油枪为轴承加润滑脂。只加一部分(自由空间的20%到35%),然后快速转动轴承。
c.将轴承转动至少一周,以使所有表面都涂上润滑脂。2)涂抹润滑脂的时间要尽可能接近安装时间以防止受污染。
3)衬套内润滑脂过多,特别是中等或较高速度时会导致润滑脂产生过多涡流和过高的温度,从而会同时损害轴承和润滑脂。有些润滑脂必须保留在轴承周围;不过,衬套内应具有足够的空间,以利过多的润滑脂可以从轴承中甩出。
4)在浸油润滑时,油位过高会造成涡流,从而导致过热、氧化和发泡。
5)为了保持润滑剂的最佳稳定性和润滑性能,不得将不同基质的润滑剂混合。关于匹配性的进一步资料可与您的润滑剂供应商联系。
[1]王先逵.机械制造工艺学[M].北京:清华大学出版社,1990.
[2]王启平.机械制造工艺学[ M ].哈 尔滨:哈 尔滨工业大学出版社,1987.
[3]陈泽民,忻良昌.公差配合与技术测量[ M ].北 京:机 械工业出版社,1984.
