SMT生产关键工艺分析
2013-04-29田哲宇张雪
田哲宇 张雪
摘 要:表面贴装技术是新一代的电子组装技术,自出现以来它以其产品自身体积小、重量轻的特点动摇了通孔插装技术的“统治地位”,使电子设备微电子化、小型化成为可能,成为板级电路组装技术的主流,在各种电子行业有非常广泛的应用。
关键词:SMT 生产工艺 质量
中图分类号:TG40 文献标识码:A 文章编号:1674-098X(2013)03(c)-00-01
随着贴装元件的小型化,SMT生产精密程度越来越高,如何有效地使用设备,合理地设计工艺已经成为影响SMT生产质量和效率的重要因素,下面将对生产中的三个主要环节进行分析。
1 丝网印刷
焊膏印刷质量对表面贴装产品质量影响很大,有60%的返修板子是因焊膏印刷不良引起的,它有很强的工艺性,涉及到参数非常多,若设计不良,必将对整个生产造成影响。其影响因素主要有以下4个方面。
1.1 印刷厚度
印刷厚度大体上是钢网厚度与钢网和PCB板间距的和,但是也可以通过刮刀压力进行细微调节,刮刀的压力直接影响印刷锡膏的质量,压力太小,则锡膏的量不足;压力太大,则印刷锡膏太薄。2种情况都会影响焊接质量。最好是将压力调节到把钢网表面的锡膏刮干净,又不会对钢网有太大压力,这需要凭经验针对不同设备进行调节,无法定量,这也是印刷工艺难度大的原因之一。
1.2 印刷速度
印刷过程中,印刷速度要配合上锡膏流进速度,网板孔越小速度要越慢,要让锡膏有足够的时间流过网板,否则会导致锡膏量不足。在进行高精度印刷时,速度一般在20 mm/s左右。添加锡膏要本着“少量多餐”的原则,这样既可以节省锡膏也可以减少锡膏在空气中暴露的时间。
1.3 网板脱离
网板的脱离对印刷的效果影响很大,脱离不好会导致锡膏边缘不整齐或锡膏量不足,直接影响后续工序。现在有一种震动脱离方式:在脱离的时间网板还在做上下往复动动,较传统直接脱离方式有一定可取之处。
1.4 网板清洗
网板清洗可根据产品的要求以及锡膏的成分设置,一般机车电子批量小锡膏也不是很特殊,10块清洗一次即可。
2 贴片
贴片机是SMT生产的核心设备,在整条生产线中,贴片的速度远低于印刷、回流等设备,所以贴片是生产速度的瓶颈,合理的設计贴片工艺有助于提高生产效率。贴片机的工艺要注重质量和速度,影响贴片的质量主要有3个方面。
2.1 元件正确
要求各装配元器件的类型、型号、标称值和极性等特征标记要符合产品的装配图和明细表要求,不能贴错位置。
2.2 位置正确
元器件贴装位置要满足工艺要求。Chip元件自定位能力比较强,贴装时元件宽度方向有75%以上搭接在焊盘上;长度方向两上端头只要接到相应的焊盘上并接触焊膏,回流焊时就能够自定位,但如果其中一个端头没有接一到焊盘上或没有接触焊膏,回流焊时就会产生移位或吊桥;对于SOP、SOJ、QFP、PLCC、BGA等器件的自定位作用比较小,贴装偏移是不能通过回流焊纠正的。如果贴装位置超出允许偏差范围,必须进行人工调整后再进入回流焊炉。否则回流焊后必须返修,会造成工时、材料浪费甚至后影响产品可靠性。生产过程中发现贴装位置超出允许偏差范围时应及时修正贴装程序。
2.3 压力(贴片高度)合适
贴片压力(Z轴高度)要恰当合适。压力过小,元件引脚浮在焊膏表面,焊膏与元件不能充分接触,在传输和焊接时容易产生位置偏移,另外如果高度过高,贴片时元件相当于从高处扔下,也会造成位置偏移:贴片压力过大,焊膏挤出量过多,容易造成焊膏粘连,回流焊接时容易产生短路,同时也会由于滑动造成贴片位置偏移,严重时还会损坏元器件。
影响速度的是编程与feeder(供料器)的摆放,目前很多机器都带有智能feeder和优化编程功能,这使贴片机的编程大为简化,但是最佳的程序还是要根据不同产品和设备经过人工不断摸索改进而来。
3 回流焊
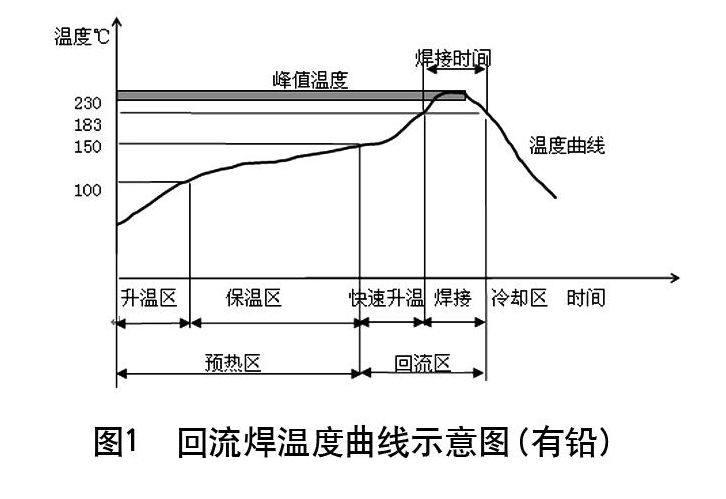
回较焊的基本工作方法就是通过设定不同温区的温度与链条速度达到焊膏需要的焊接曲线,图1就是某种焊膏的温度曲线,当PCB通过回流炉时,可以达到图1的曲线,那么焊接质量(其他工序相同情况)是最好的。所以回流工艺就是控制温度曲线的工艺,正确的焊接曲线将保证高品质的焊点。
从图1中可以看出,在快速升温阶段,温度从150 ℃快速升到183 ℃(有铅焊接),这就意味着预热区最后一个温区与回流区第一个温区之间至少存在60 ℃以上的温差,否则无法达到如此快速的升温,但是由于PCB在炉腔内是运动的,所以两个炉腔又不是完全隔离,这便成为回流焊接设备的又一个重要参数,相邻温区温差。
由于现代技术的发展,一些较好的品牌,这个温差目前已经可以达到100 ℃,完全可以满足无铅焊接的要求。
有了以上的认识,我们就可以开始调整设备进行程序的编制,编制时应注意一下几点:(1)升温区是要是把室温的PCB尽快加热,升温速度应不超过4 ℃/S,通常设置不大于2 ℃/S以防止热冲击。(2)保温区温升速率略低于升温段,使各种元件的温度趋于平衡减少温度差。(3)回流区温度需迅速上升使焊膏成为融化状态,回流段的峰值温度视所用焊膏的不同而不同。回流时间不要过长,以防对PCB和元件造成不良影响。(4)冷却区应尽可能快的进行冷却,使焊点凝固。冷却降温速率一般为不超过10 ℃。在无铅焊接中,通常会向炉内充入氮气,防止高温氧化等不良现象出现。但是这样就会增加成本,所以应根据产品的具体情况使用充氮气工艺。
4 结语
工艺是应用技术,虽然以上对SMT生产中的几个关键工艺点进行了分析,但是在生产中仍需针对不同产品和设备设计出不同的工艺流程。对于工艺设计,没有最好只有更好。