辊磨在水泥工业的应用
2013-04-25韩仲琦
韩仲琦
1 前言
辊磨(roller grinding mill)是一种轮碾式粉磨设备,1925年出现在德国,至今已有80多年的历史了,现已广泛用于水泥、电力、冶金、化工、非金属矿等工业领域。自20世纪60年代起,辊磨用于水泥工业的生料粉磨,因其节能效果显著,所以很快引起人们的注意和兴趣。70年代辊磨液压加载技术出现,使得磨机单机能力成倍增长,80年代粉磨水泥熟料的工业辊磨投产,90年代至21世纪初,又出现了高细矿渣的辊磨和水泥终粉磨的辊磨,使得传统的球磨机逐步退出舞台。现在国内外多家公司相继研制并推出了各种类型的辊磨,如德国莱歇公司LM辊磨,非凡公司MPS辊磨,伯利休斯公司RM辊磨,丹麦史密斯公司Atox辊磨,日本宇部公司UB-LM辊磨等;国内有天津水泥工业设计研究院的TRM型辊磨、合肥水泥研究设计院的HRM型辊磨、成都建筑材料工业设计研究院的CDRM型辊磨、北京电力设备总厂的ZGM系列辊磨、中信重机的LGM和LGMS型辊磨、沈阳重型机械集团的MLS和MLK型辊磨、黎明重工科技股份公司的LM辊磨等。现在世界上用于水泥生料、矿渣和煤粉的辊磨设备比例已大于球磨,水泥辊磨也达到了30%左右。
水泥工业是典型的能源和资源依赖型产业,水泥厂中电力主要消耗在粉磨作业上,粉磨电耗约占全厂总电耗的70%,传统使用的球磨机粉碎效率很低,能量利用率在3%以下,而辊磨的粉碎效率可达7%~15%[1]。采用料床粉磨机理的辊磨技术,已成为水泥工业节能粉磨的发展趋势。
2 辊磨的特点
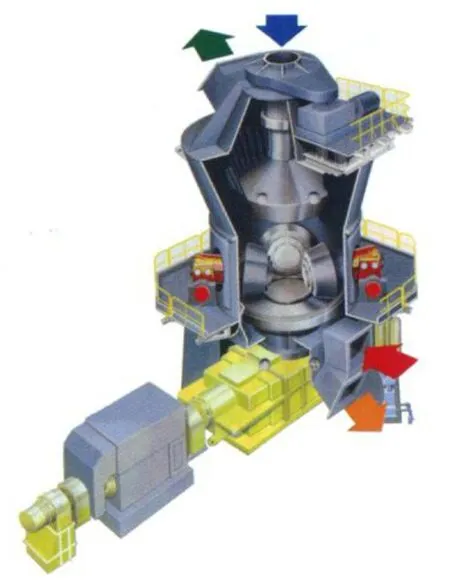
图1 辊磨结构示意图
图1所示为用于水泥厂的一台生料辊磨结构示意图,辊磨主要由磨辊与磨盘组成。辊磨是利用料床粉磨的原理对物料进行粉磨,由于磨辊与磨盘之间存在速度差,故在滚压的同时进行碾磨。物料从磨机上部或磨壳一侧通过喂料装置进入磨盘中心,磨盘水平运转产生离心力,磨盘上的物料从中心被甩至粉磨区域,当磨辊被加载装置置于辊道上的物料上面时,由于磨盘的转动,磨辊对物料产生一个竖向垂直力,且和物料之间有一个摩擦力。磨辊是从动转动,从磨盘周围挡料圈溢出的物料被磨盘外风环中的上升气流带入上部的选粉机中,经选粉分级后,粗颗粒返回磨盘与新加入的物料一起重磨,同时通过鼓入的热风对含有水分的物料进行烘干,细粉随气流排出磨机作为产品,可用旋风收尘器或电收尘器分离收集。由于料床粉磨大大降低了粉磨无用功,以及大量的物料再循环减少了过粉磨和缓冲作用,从而提高了粉磨效率。
磨辊与磨盘之间的压力可用弹簧或液压加压,液压系统增加了压力平衡装置,有效降低了磨机的振动,磨辊的辊数有2、3、4辊等多种,现在甚至出现了6辊辊磨。磨辊与磨盘的接触面可以是平面,也可以是凸凹状、凹槽状,其间的夹角也有不同。
辊磨系统的特点是:
◆工艺流程简单。一台磨机同时对物料进行粉磨、烘干和分级;
◆占地面积小,布置紧凑,系统设备重量轻,基本建设投资低;
◆磨效率高,单位产品电耗低;
◆入磨粒度大,可为辊径的4%~5%;
◆由于是风扫式粉磨,可大量利用预热器窑尾废气,节省能源;
◆单位产品金属消耗小;
◆噪音小(约比球磨低10dB),负压操作,污染小,操作环境好。
辊磨的缺点是:产品的颗粒级配较窄且细粉含量高,粉磨生料粒度均匀,粉磨水泥时水泥的早期强度较低,但这可通过调整选粉操作来改进质量。另外,辊磨不适用腐蚀性大、易磨性差的物料,例如生料中的游离石英最好不大于7%[2]。
3 水泥生产中的粉磨作业
3.1 粉磨工艺的特点
水泥工业是典型的散体物料处理过程,从矿山开采的石灰石到水泥成品出厂,破碎比可达10万比1[3]。水泥厂中被粉碎的物料有:生料、煤、熟料、石膏及矿渣混合材等,因此水泥厂中有煤磨、生料磨、水泥磨及矿渣磨等粉磨设备。水泥生产中,从原料开采到制成水泥要经过两道破碎与粉磨过程,即原料的粉磨与熟料的粉磨,图2是水泥生产工艺简要示意图。现在原料(生料)粉磨几乎都已选用辊磨,但在水泥(熟料)的粉磨选型方面还有几种方案,既可以选用辊磨或球磨机作为终粉磨,也可以采用具有预粉磨功能的联合粉磨方案,这主要是根据使用者的要求来决定的。
水泥工艺粉碎的基本原则是不要过粉碎,以利于节能。一个多世纪以来,在粉碎原理上着重研究固体物料的碎裂规律及其功能,随着现代水泥工业的发展,在上世纪60、70年代出现了设备大型化的热潮,进入20世纪80年代以后,由于世界能源紧缺,推进了“预粉磨”、“多碎少磨”等节能工艺及新型节能设备的发展,由于高新技术的发展和矿物加工工业的精细化,水泥产品中的颗粒形貌与颗粒级配也引起了人们重视。此外粉碎原理的研究向多学科多领域和交叉学科方面拓展,从而推进了粉碎原理不再停留在粉碎物理学和粉碎功耗方面研究,出现了粉碎动力学、粉碎机构学、粉碎机械力化学等新的领域,粉碎工艺出现了多样化。
目前,国外在新装备的水泥厂中生料几乎都是在辊磨中粉磨的,与球磨相比辊磨有很多优点,因为有较好的应力状态,单位电耗比球磨要小很多,带外部物料循环系统的辊磨电耗更省。从电力使用角度来看,辊磨还有更多优点,球磨的电耗与物料通过量无关,决定因素主要为粉磨介质填充率,而辊磨的电耗却与物料通过量成正比,由于电力与物料流量有关,辊磨操作时可以在很大物料流量范围内达到最佳电耗,并且大型辊磨处理的物料粒度很大,最大边长为200mm的物料也可入磨。辊磨中选粉机的改进也达到很好的节能目的,一种可变速的笼形转子选粉机能与辊磨很好地配合。
3.2 生料粉磨的颗粒要求
水泥熟料的烧成基本上是一种固相反应,而固相反应速率与生料颗粒尺寸有直接关系,物料粉磨越细则反应速率越快,反应速率快意味着煅烧时可以节省热能,但粉磨得越细则粉磨电耗越高。此外水泥生料是由钙质、硅质、铁质等多组分物料所组成,各组分的反应速率不一,因此随着配料的不同,要求的粉磨细度也不同,为此合宜的细度应通过易烧、易磨性试验决定,并经技术经济比较来确定。

图2 水泥生产工艺流程示意图
一般生料粉磨的细度要求是>70~90μm的粉体物料筛余为9%~22%,且>0.2mm的颗粒<3%,而生产企业的要求是:80μm筛筛余<12%且>200μm的颗粒<1.5%。
3.3 水泥粉磨的要求
3.3.1 水泥细度
水泥是一种细粉物料,粒度范围约在0.1~100μm,不同粉磨加工工艺和不同品种的水泥,可能具有不同的比表面积和粒度分布。主要颗粒粒径范围为3~30μm,比表面积在250~600m2/kg。
水泥的粉磨细度与强度有着密切关系,水泥细度越细强度越高,水泥的标号也越高,尤其是早期强度。水泥工业发展初期,人们用手指去捻水泥粉末,单凭感觉去判断水泥的粗细从而确定水泥的质量优劣,后来人们注意到更应注意水泥中是否含有粗粒,因而发展用筛余来表示细度。此外,水泥颗粒级配不当,会影响水泥标准稠度的需水量或和易性,因此合适的粒度分布是很重要的。
20世纪50年代以后,水泥工业使用了比表面积来从另一角度表示水泥细度,这不单可以反映水泥颗粒的粗细,还可表示粉磨水泥时输入的能量多少,也反映了水泥水化能力的高低,因为任何反应速度都随反应物质表面积的增大而加快。
我国规定水泥细度用80μm筛孔的标准筛筛余百分数表示,例如硅酸盐水泥的细度为80μm筛孔的筛余<15%,当用透气法测定水泥比表面积时,普通硅酸盐水泥的比表面积范围在250~350m2/kg。
在粉磨相同细度的产品时,由于辊磨粉磨效率高,比球磨电耗小,是很好的节能粉磨设备。
3.3.2 水泥颗粒形状
颗粒形状是指一个颗粒的轮廓或由表面上各点构成的图像。我们可以定性或定量分析颗粒的形状,颗粒的形状是影响粉体性质的重要参数之一[3]。
水泥的颗粒形状与水泥的性能有密切的关系,球形度是一种颗粒形状的指标,球形度低摩擦阻力大,使水泥的流动度变小,水泥砂浆的标准稠度需水量增大,水泥强度减少。另一方面,水泥强度的产生主要是由于水泥颗粒及水化产物之间相互关联、搭接作用,从而可以抵抗外力。水泥球形度高,虽然使得标准稠度需水量减少,避免产生泌水现象,但同时水泥的多角形颗粒数也减少,不利于颗粒间的搭接,从而使其强度降低。使用球磨的粉磨系统,水泥产品的球形度较高,但其他物理性能不好,而辊磨系统的产品球形度较低,但力学性能比球磨好。
这里还要说及一点的是,可以通过调整粉磨系统的选粉机产品粒度分布来提高水泥强度,而不一定要通过提高粉磨细度来实现这个目标。
4 辊磨在水泥工业中的应用
4.1 生料辊磨
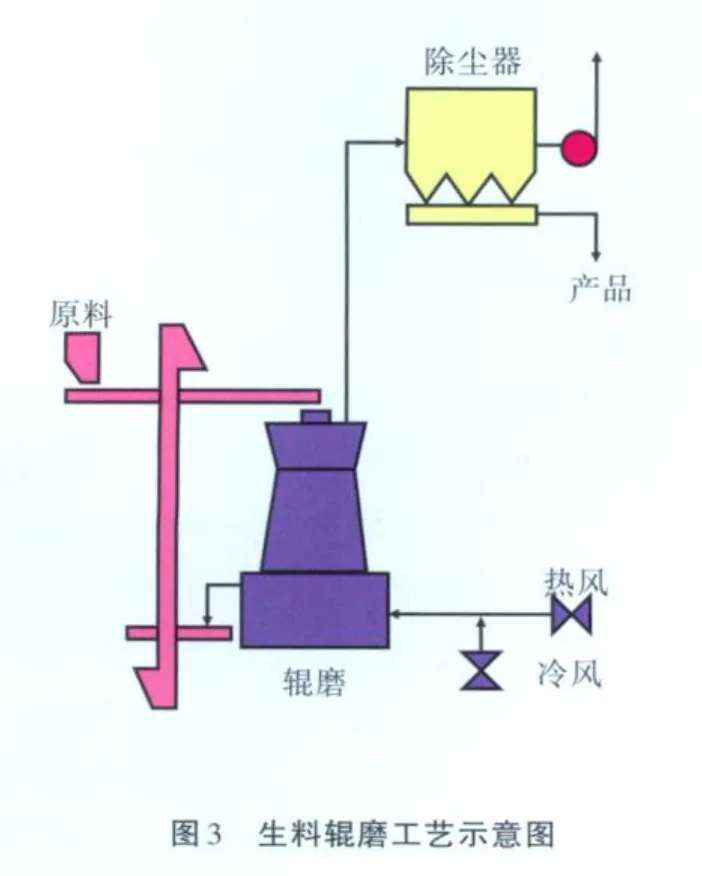
如前述,大型生料辊磨可以处理直径较大的物料,一种可变速的笼形转子选粉机也与辊磨配合得很好,可获得准确选粉,提高粉磨性能,估计现在全世界的生料辊磨已有800台,最大产量超过600t/h,图3所示为生料辊磨流程示意图(物料外循环)。
从上世纪70年代开始,天津水泥院就已进行生料辊磨的研究开发,目前在辊磨技术与装备的研发方面取得了重要进展:2500~5000t/d不同规模水泥熟料生产线配套的原料辊磨得到了推广应用,450t/h的原料辊磨已用于河北燕赵水泥有限公司的5500t/d水泥熟料生产线上,300t/h的原料辊磨(2台)又成功应用于惠水泰安水泥有限公司7500t/d水泥熟料生产线上。
当采用辊磨粉磨生料时,可比球磨节省电耗10%~25%。
4.2 矿渣及其他物料的粉磨
矿渣是一种活性混合材,矿渣作为活性混合材,早已在水泥行业得到普遍应用,应用方式是与熟料和石膏等原料配合后进行混合粉磨。根据我国水泥标准,普通水泥矿渣掺量15%,矿渣水泥最高掺量为70%,实际生产中矿渣水泥掺量一般只有30%~40%。
影响矿渣掺量的主要原因是熟料和矿渣混合粉磨时,由于矿渣相对难磨(矿渣的易磨性比熟料高30%左右),水泥中的矿渣组分比熟料组分粗,活性难以提高,从而影响水泥强度。如果将矿渣单独粉磨至450m2/kg以上的细度再与高质纯硅水泥进行混合,则可以提高矿渣的掺量,而且可改善水泥或混凝土的物化性能。
从上世纪90年代中期起,随着粉磨技术的发展,越来越多的水泥企业开始采用单独粉磨工艺制备矿渣粉。矿渣粉比表面积高,细度细,活性好,如与纯硅水泥混合,其掺量可以达到50%或更高,同时矿渣粉作为外加剂直接掺入到混凝土中,可改变混凝土的性能。辊磨系统因具有工艺简单、烘干能力强、电耗低等优点而发展最快,我国早期有20多台进口矿渣辊磨机,设备投资和备品备件费用都很高,针对这些情况,天津水泥工业设计研究院开发了首台TRM型国产矿渣辊磨,现在30万吨级的矿渣辊磨已销售几十台,年产120万吨矿渣辊磨设备也已开发成功,成品比表面积可以在400~600m2/kg范围内灵活调节。将矿渣高细粉磨后替代水泥熟料,最大程度地实现了矿渣资源化利用。
此外,石膏是与水泥熟料共同粉磨的,因为掺入量很小,石膏又比较容易粉磨,一般没有什么问题。但石膏有时脱水程度不够,影响缓凝作用,主要是因为机内作业温度低,CaSO4·2H2O转化成CaSO4·1/2H2O的比例太少。解决办法是提高作业温度,调整掺量。
煤粉用于熟料的烧成,煤粉的细度是保证燃烧速度和稳定燃烧的控制因素,用辊磨粉磨煤粉没有问题。辊磨早已应用于煤粉的系统上。各种国产燃煤煤粉制备的辊磨也得到市场认可,与5000t/d水泥熟料生产线配套的无烟煤辊磨设备也已应用,用于电厂脱硫的高细石灰石粉磨的辊磨也有多台投入运行。
4.3 水泥预粉磨技术
在新型干法水泥技术发展过程中,水泥预粉磨技术的出现,大大提高了水泥粉磨效率。预粉碎或预粉磨技术可有如下的意义:把水泥球磨一仓的工作移到前处理装置去作,用工作效率高的粉磨设备代替效率低的球磨机一部分工作,另一方面将入磨熟料的粒径减少,可以提高粉磨系统的产量和降低电耗。水泥预粉磨系统是在水泥球磨机的前面,设置一台辊磨作为预粉磨装置。
辊磨作为预粉磨装置时,在辊磨内去掉了选粉装置,由于辊磨在稳定性和使用寿命上的优势,所以辊磨预粉磨系统有了一定发展。这种流程的代表是日本的CKP磨,但世界上投产的台数不多。
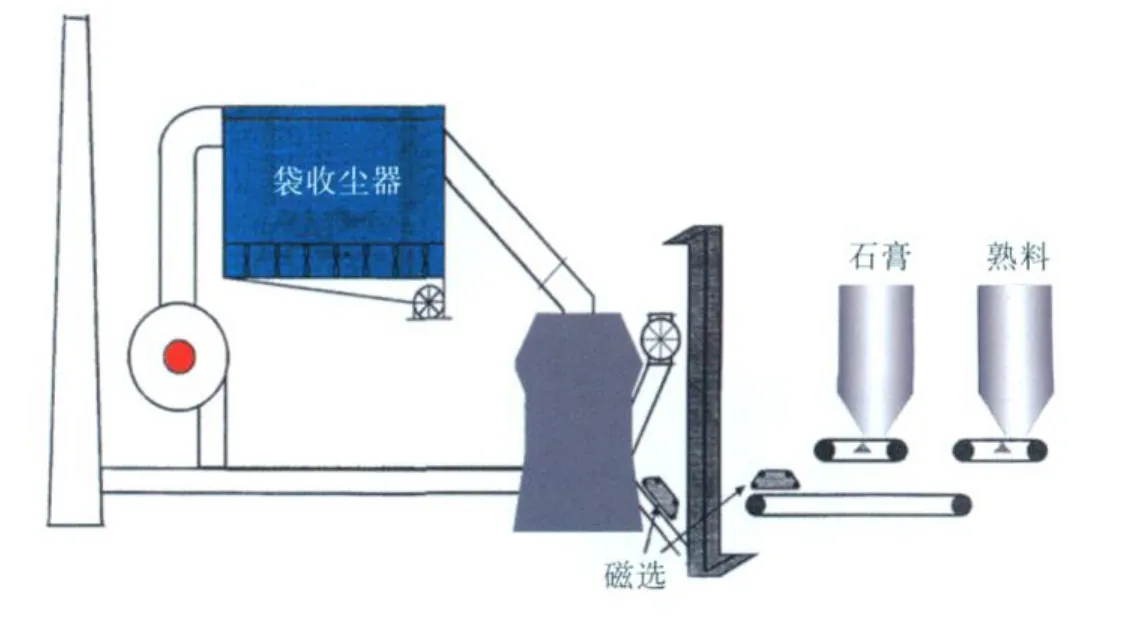
图4 水泥辊磨终粉磨流程示意图
4.4 水泥终粉磨系统
辊磨水泥终粉磨系统是只用辊磨设备粉磨水泥的操作系统。在20世纪80年代初,日本开发了用于水泥终粉磨的辊磨,如秩父小野田公司和神户制钢共同开发的OK Roller mill,秩父小野田与川崎重工开发的CK Roller mill,三菱重工的VRmill,宇部兴产的Loesche mill等。德国莱歇公司也开发了粉磨水泥的辊磨,Pfeiffer公司开发了粉磨水泥的MPS磨。图4所示为水泥辊磨终粉磨流程示意图。
但当用辊磨粉磨水泥时,可能有粉磨温度低的问题,若磨内温度低于80℃,二水石膏不能向半水石膏转化,水泥会发生缓凝现象,此时应向磨内通热风。另外当磨内有辊子啮合不良时,可通过向磨内喷水来解决。
水泥辊磨在初期发展时,遇到过水泥粒度分布过窄、早期强度较低、需水量较大的问题,但经过十多年的努力已基本解决。典型的水泥辊磨生产实例有土耳其的LM56:3+3磨,墨西哥的RMC51/26磨和上述的日本的OK36.4辊磨,世界上第一台矿渣水泥辊磨是德国的Tentonia 3750辊磨。我国自行开发的TRMK4541水泥辊磨已在越南福山水泥有限公司5000t/d水泥生产线上运行,该系统设计合理,运行平稳,振动小,磨耗小,电耗低,流程简单。
5 结语
(1)为了进一步推动料床粉磨的技术进步,有必要更深入地研究辊磨的粉碎机理,如料床粉碎随供能水平的提高,粉碎效率降低的幅度比球磨机小,因此成品越细料床粉磨的节能越多;施力体形状对粉碎效率有较大影响,即应加强磨辊与磨盘组合形式的研究;循环再压将改变原有料床堆砌结构组成新的排列,有利于提高能量利用率,要研究辊压和循环负荷的合理搭配及机内循环和机外循环的适当组合。
(2)水泥工业参与协同处置废弃物的工作是水泥工业的发展趋势,被粉碎和分解的废弃物种类将会增加,预计预处理技术会有较大进展,故今后要加强粉碎产品的颗粒组成及颗粒形貌的研究。
(3)今后对粉碎机理的探讨可能更加活跃,例如混合粉碎与单独粉碎的深入研究[4],如何计算粉碎效率以及研究各种粉碎设备的节能潜力,如何更有效地利用挤压能和冲击能。
[1]建筑材料咨询研究组.建筑材料咨询报告[M]北京:中国建材工业出版社,2000.176-178.
[2]王仲春.水泥工业粉磨工艺技术[M].北京:中国建材工业出版社,2000.202-208.
[3]韩仲琦.水泥和粉体—制备、改性与应用[M].北京:化学工业出版社,2006.182-184.
[4]卢寿慈.粉体加工技术[M].北京:中国轻工业出版社,1999.121-134.