对国产BBD双进双出磨煤机和制粉系统可靠性的研究及治理
2013-04-25石天佐
石天佐
(胜利石油管理局 胜利发电厂,山东 东营 257087)
胜利发电厂二期2台300MW机组锅炉为上海锅炉厂生产的SG1025/17.40-M851型亚临界压力中间再热自然循环煤粉锅炉,采用BBD3854型双进双出磨煤机正压直吹式制粉系统,磨煤机是沈阳重型机械集团有限责任公司从法国斯登工业公司引进技术生产的第一批产品。机组投产1年以后磨煤机及制粉系统设备故障率逐渐升高,主要是由减速机损坏、密封风机故障率高、润滑冷却系统不可靠等因素引起的,因此笔者对双进双出磨煤机及制粉系统可靠性进行研究治理,以取得较好的成效。
1 设备存在的问题
胜利发电厂二期工程磨煤制粉系统自投入运行1年后,暴露出下列问题:
(1)磨煤机减速机多次发生轴承损坏和输入轴断裂;
(2)磨煤机密封风系统设计不合理,风机故障率高;
(3)润滑系统冷却效果差,易堵塞,导致轴瓦、减速机温度过高等。
磨煤制粉系统存在的诸多问题经常造成锅炉制粉系统停运,导致锅炉燃烧不稳,被迫投油助燃,每年助燃用油100多吨,严重时造成锅炉灭火停机,影响机组的安全、稳定、经济运行和冬季供热。
2 研究治理
2.1 BBD双进双出磨煤机主减速机轴承损坏及输入轴断裂问题
胜利发电厂二期工程磨煤机减速机选用德国弗兰德机电传动有限公司(FULENDER)生产的H2SH15型减速机。该减速机在运行时多次发生减速机轴承损坏、输入轴断裂及减速机齿面损坏等问题,严重影响机组的正常运行。针对此不正常现象,对二期锅炉磨煤机负荷进行核算,以校核磨煤机传动系统设计选型是否匹配,并为分析及解决磨煤机减速机轴承损坏及断轴的问题提供理论依据。
BBD双进双出磨煤机的传动系统结构为电动机通过弹性柱销联轴器带动二级斜齿轮减速机,减速机输出轴通过弹性柱销联轴器带动小齿轮,小齿轮与大齿轮通过啮合进而带动磨煤机筒体转动(图1)。减速机的结构见图2。
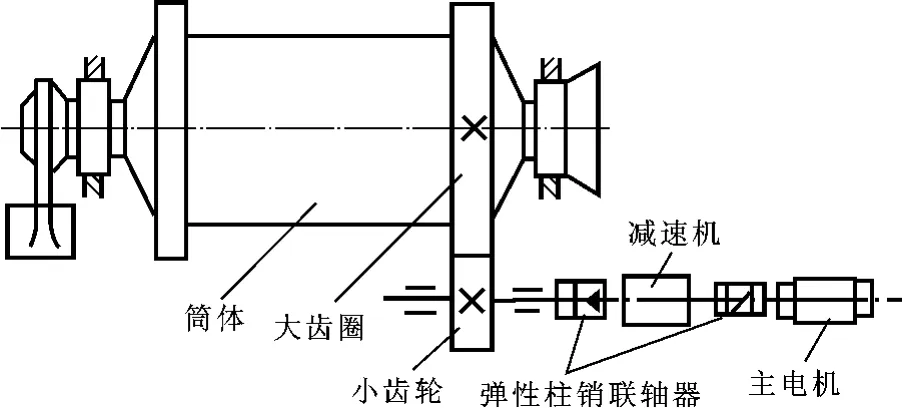
图1 钢球磨煤机传动系统组成示意图
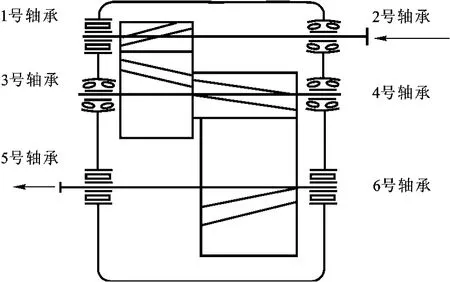
图2 减速机结构
2.1.1 磨煤机正常运行时所需负荷
双进双出钢球磨煤机是典型的参数耦合、非线性、时变、大噪声的复杂系统。赵仲琥等[1]确定双进双出钢球磨煤机功率为

式中,P为磨煤机功率,kW;D为筒体有效内径,m;L为筒体有效长度,m;n为筒体转速r/min;ρgt为钢球堆积密度,t/m3;φ为筒内充球系数;Khb为护板形状修正系数(护板形状为波浪形则取1,护板形状为齿形则取1.1);Kr为燃料性质系数(滚筒空转时,Kr=1;磨无烟煤时,Kr=0.95;磨其他煤时,Kr=1.05);S为筒体及护板总厚度(0.07~0.1m),取S=0.09m;η为传动系统传递效率,二级减速机传动取经验值0.885。
根据已知的技术参数及图纸给出的双进双出磨煤机结构尺寸,D=3.8m,L=5.2m,n=17r/min,ρgt=4.9t/m3,φ=0.223 4,Khb=1,Kr=1,S=0.09m,η=0.885,代入式(1)得:P=982.59kW。
2.1.2 问题分析
减速机铭牌功率P=970kW,略小于磨煤机正常运行时所需负荷。磨煤机正常运行时可以勉强满足使用要求,但在磨煤机启动时,特别是磨煤机故障停运后的带负荷启动时,减速机明显不能满足负荷要求。
进一步分析,减速机的损坏首先表现在输入轴轴承上。减速机的高负荷运行及冷却效果差使得减速机整体温度高,也加剧了轴承损坏。输入轴轴承严重损坏后,斜齿轮啮合的3个轴的受力情况均发生变化,导致整个减速机轴系的不同程度的损坏,输入轴的断裂是其最明显的表现。
2.1.3 对减速机的改进措施
针对最薄弱的减速机输入轴轴承,选用SKF探索者加强型调心滚子轴承。
为降低减速机整体温度,改善轴系特别是轴承的工作条件,增加外置冷油器和强制循环油泵,进行强制循环润滑。此措施能将减速机温度由90℃降低到75℃以下。
改进后减速机故障率明显降低,减速机轴承损坏几率由2次/a降低到0.67次/a。
2.2 BBD双进双出磨煤机密封风系统的改进
双进双出磨煤机为正压式磨煤机,磨煤机压力大于磨外大气压力,因此磨煤机要单独设计一套密封风系统,密封风由外向内通过密封风箱对磨煤机动静部分进行密封,以防止煤粉泄露到外面。胜利发电厂磨煤机密封风系统原设计为每台机组4台磨煤机配备2台密封风机(风机流量7.20m3/s,全压11.771kPa,电机功率132kW),正常情况下,1台运行,1台备用。原设计密封风压要求比混一次风风压(相当于磨内压力)大3~5kPa。在运行中密封风机故障率较高,主要表现在:
(1)密封风机轴承设计上无冷却系统,轴承温度过高。
(2)密封风机多次出现机壳及风道因振动开裂漏风的现象。
(3)密封风道补偿器投运后多次损坏。
(4)密封风机的耗电量较大。
首先对密封风机本身进行研究治理,希望提高密封风机的可靠性,实际效果不理想。随后又对双进双出磨煤机整个密封系统进行研究。研究认为密封风3~5kPa的压差偏高,导致系统设计复杂庞大。1~1.5kPa的压差就可以满足密封的需要,而冷一次风与混一次风的压差波动正好在这一范围内,可以用冷一次风代替密封风。在对整个密封风系统整体分析的同时,发现一次风机设计出力偏大,风机出口挡板开度较小,在机组满负荷情况下开度也只有35%左右,一次风机出力低于最佳状态,倘若让冷一次风机承担磨煤机的密封工作,优势在于:
(1)保证磨煤机正常运行,减少事故隐患。
(2)减少运行设备,提高系统的安全性,同时大大节约用电。
(3)一次风机可在最佳工况下运行。
对此进行试验验证。
(1)在密封风调节门后近磨处直管段加装1个测点,测量磨入口处密封风压。
(2)在容量风、旁路风加装测点,测量容量风、旁路风风压。
(3)利用磨煤机上方的料位压差备用口加装1个测点,测量磨内风压。
(4)利用一次风入口空预器及一次风空预器出口原测点,测量空预器入口一次风压及空预器出口一次风压。
分别在磨煤机出力44~50t/h,密封压差为3、1、0kPa等3种工况下进行调整记录。在以上三种工况下,磨煤机稳定运行时的各种风压值及各挡板开度见表1。
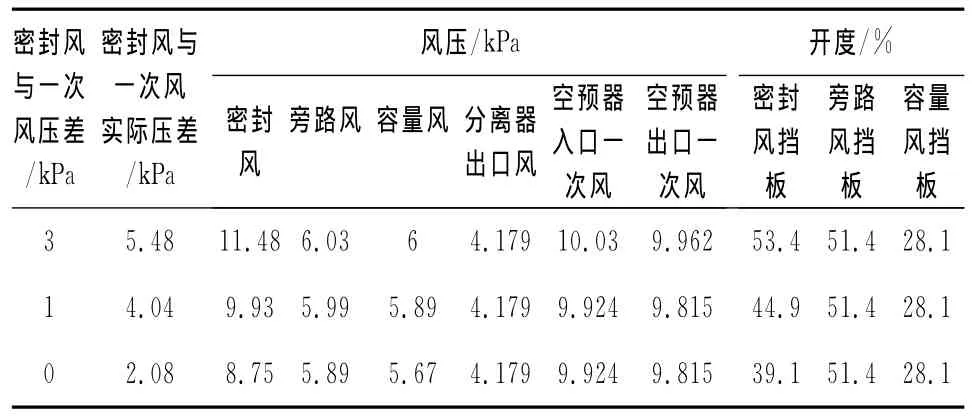
表1 密封风改造试验记录表(磨煤机出力44~50t/h)
对试验结果和数据的分析验证了研究的正确性,即冷一次风可以代替密封风,2kPa左右密封压差双进双出磨煤机运行正常,没有出现漏粉现象。
根据试验结果,对密封风系统进行改造。
从锅炉零米通道的冷一次风母管向B、C磨南侧的密封风母管引两根Φ630*6的连接管道,并分别在垂直段加装两个DN600的圆风门;再从锅炉零米电梯间东3.5m的上方密封风母管处也加装一个DN600的圆风门隔绝冷一次风反窜。即使用冷一次风代替密封风试验不成功,也可以恢复原密封风系统运行状态。通过系统优化设计,用冷一次风代替双进双出磨煤机密封风进行改造,改造后系统稳定。
2.3 磨煤机冷却水系统优化改进
胜利发电厂二期磨煤机投产后经常发生磨煤机减速机、大瓦温度达到报警值,影响磨煤机安全运行。原因一是冷却系统换热不足;二是冷却水质差,硬度偏高、沙土等杂质较多,冷却器结垢、堵塞严重。要解决以上问题就要改变水质,提高冷却水来回压差。对电厂所有相关系统研究后发现,汽轮机岛闭式循环水能够满足改造要求。水质为软化水,系统来回压差0.45MPa以上,经过现场实际测量,每台磨煤机乌金瓦、减速机冷却水的流量在压差0.35MPa时约为2.5t/h,每台机组约为10t/h。还有的容量富裕,能满足水量。所以对减速机、磨煤机大瓦冷却用水改造,从闭式循环水泵出入口母管引出,其他冷却用水不变,仍采用开式循环水。
3 研究治理后达到的效果
(1)胜利发电厂二期2台发电机组制粉系统通过逐步研究治理后,磨煤制粉设备的安全可靠性明显提高,再没有发生因突然性故障导致制粉系统紧急停运的情况,制粉系统缺陷发生率下降到原先的10%以下,设备可利用率高于98%。
(2)制粉系统优化完善后发电机组磨煤机制粉系统检修维护费用减少30万元/a。
通过对胜利发电厂2台300MW发电机组磨煤制粉系统的研究治理,机组安全性、稳定性和经济性得到了极大提高。
[1]赵仲琥,张安国,王文元 ,等.火力发电厂煤粉制备系统设计和计算方法[M].北京:中国电力出版社,1998:10.
