天然气管道带气开孔补强结构的应力分析
2013-04-21何家胜王彦馨邵小兰聂隆梅陈星亮
何家胜,吴 其,王彦馨,肖 嵩,邵小兰,聂隆梅,魏 卫,李 超,陈星亮
(1.武汉工程大学机电工程学院,湖北 武汉 430074;2.武汉市天然气有限公司,湖北 武汉 430022)
0 引 言
随着天然气应用的不断扩展,天然气管网的改造越来越频繁,往往需要在天然气管道上扩展新的分支.按原有停气开孔的工作程序,一般应先对已带气、带压天然气管道进行停运、卸压、置换惰性气体,然后再开孔接管,最后再恢复供气.这种停气作业带来一系列问题:(1)影响天然气用户正常用气;(2)由于天然气的易燃易爆性,在停气作业中,可能给施工人员和天然气用户带来一些安全隐患.(3)随着天然气用户的逐渐增多,停气前的协调与停气后的用气恢复工作难度越来越大.为了提高作业效率及服务质量,在天然气管道上引入了国际上先进的不停输带气开孔施工工艺.
带气开孔的过程大致分为以下6个步骤[1-3]:(1)在需要开孔的主管上定位好开孔位置,然后将带气开孔专用构件(如图1所示)焊接在主管上;(2)在焊接好的构件上安装阀门(如图2所示);(3)在阀门上安装带气开孔专用开孔机(如图2所示),专用开孔机是由切削工具和进给装置等组成的特种开孔工具;(4)启动开孔机在主管上开孔;(5)开孔完成后,退出切削工具和切割下的管材,关闭阀门;(6)在阀门另一端安装支管.

图1 带气开孔专用构件Fig.1 The special component of in-service gas opening
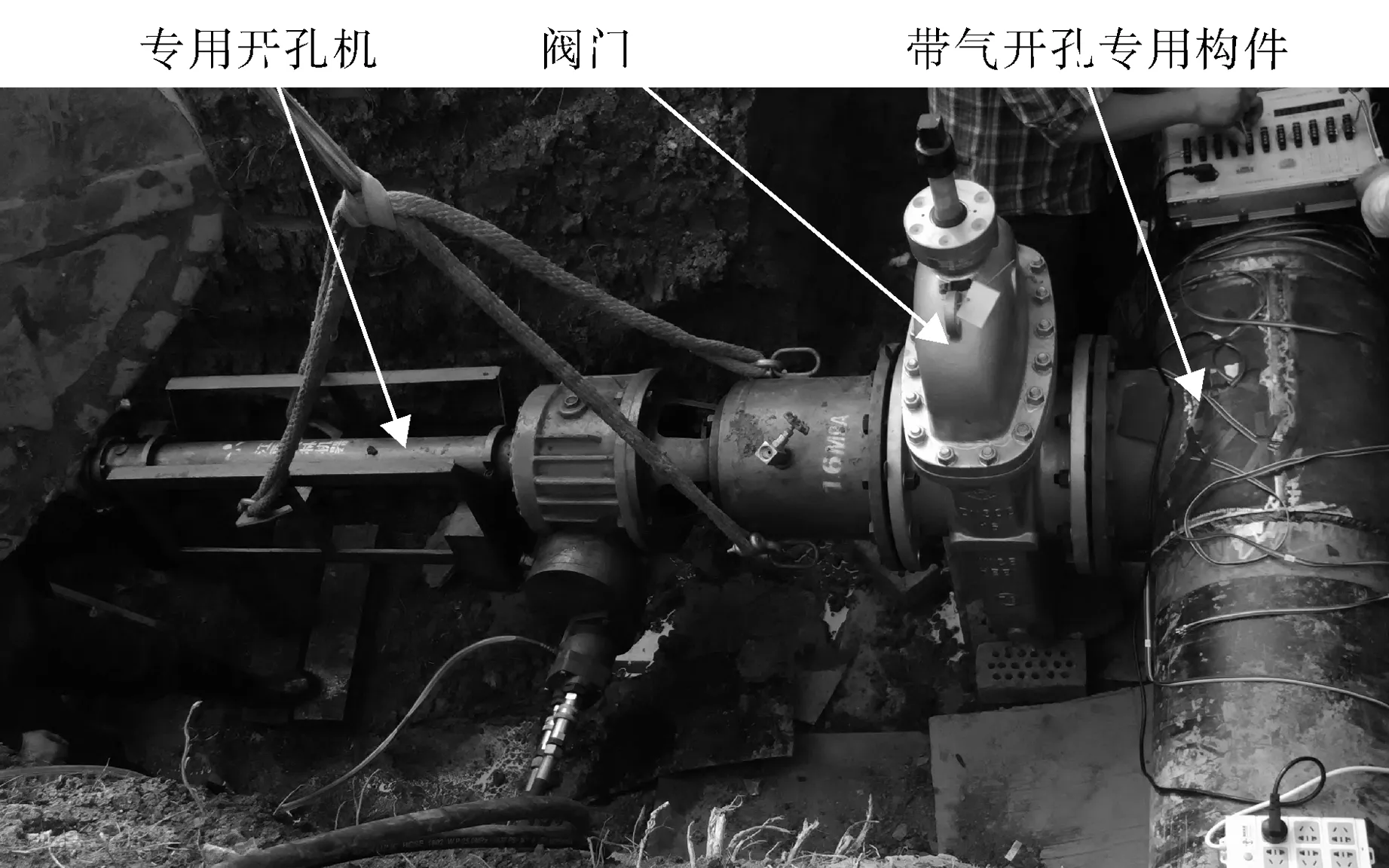
图2 专用开孔机连接图Fig.2 The connection of the special component

天然气带气开孔方式的特殊性使得带气开孔补强形式与常规开孔补强形式[4-9]有很大的不同,常规开孔补强形式的支管和主管在开孔处直接焊在一起,如图3所示.而天然气带压开孔补强形式的支管不是和主管直接焊在一起,而是仅和补强片焊在一起,如图4所示.
当管道受内压时,这两种开孔补强形式开孔接管处的受力情况和应力分布情况有较大差别.

图3 常规开孔补强情况Fig.3 The reinforcing form of normal pipelines opening
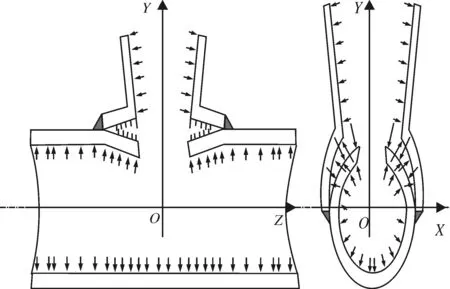
图4 带气开孔补强情况Fig.4 The reinforcing form of in-service gas pipelines opening
1 带气开孔结构有限元应力分析
1.1 有限元方法进行带气开孔应力分析的必要性
由于弹塑性力学解析方法还不能解决管道带气开孔补强结构这么复杂的问题,而常规压力容器及管道开孔补强的规范不能简单地应用于天然气管道带气开孔补强的计算上,只能用数值分析及实验验证的方法进行天然气带气开孔补强的研究.
本文利用有限元这一数值分析方法对带气开孔情况进行应力分析.
1.2 带气开孔应力分析
1.2.1 实体模型的建立 研究对象为φ325×7 mm的主管上开孔直径为195 mm的开孔接管结构,接管的尺寸为φ219×7 mm,补强件厚度为8 mm,长度为354 mm.由于开孔接管结构的几何形状与载荷是关于Y轴对称的(如图4所示),YOZ面为对称面,可选择二分之一实体模型进行分析,如图5所示.
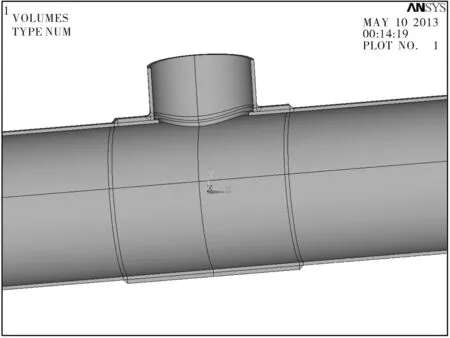
图5 带气开孔整补实体模型Fig.5 The all-ring reinforcing model of in-service gas pipelines opening
1.2.2 有限元模型的建立 位移边界条件[10-12]:设u、v、w为X、Y、Z方向的位移,(1)YOZ平面里,u=0;(2)在支管端面,设v=0.
力边界条件:(1)在主管两侧端面施加由内压引起的轴向载荷,为P主管=6.52 MPa;(2)在主管内表面和支管内表面施加0.6 MPa的内压,由于补强圈和主管连接处能张开,还需在连接处上下表面施加0.6 MPa的内压.如图6所示.

从图7中可以看出,带气开孔整补模型最大应力为53.324 MPa,最大应力点位于YOZ平面里开孔接管内表面拐角处.
对带气开孔方补模型进行与开孔接管整补模型的类似分析,得到最大应力为52.878 MPa,最大应力点位于YOZ平面里开孔接管内表面拐角处,如图8所示.
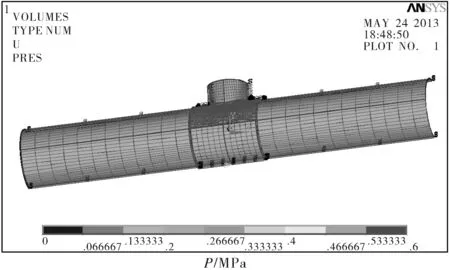
图6 边界条件Fig.6 The boundary condition
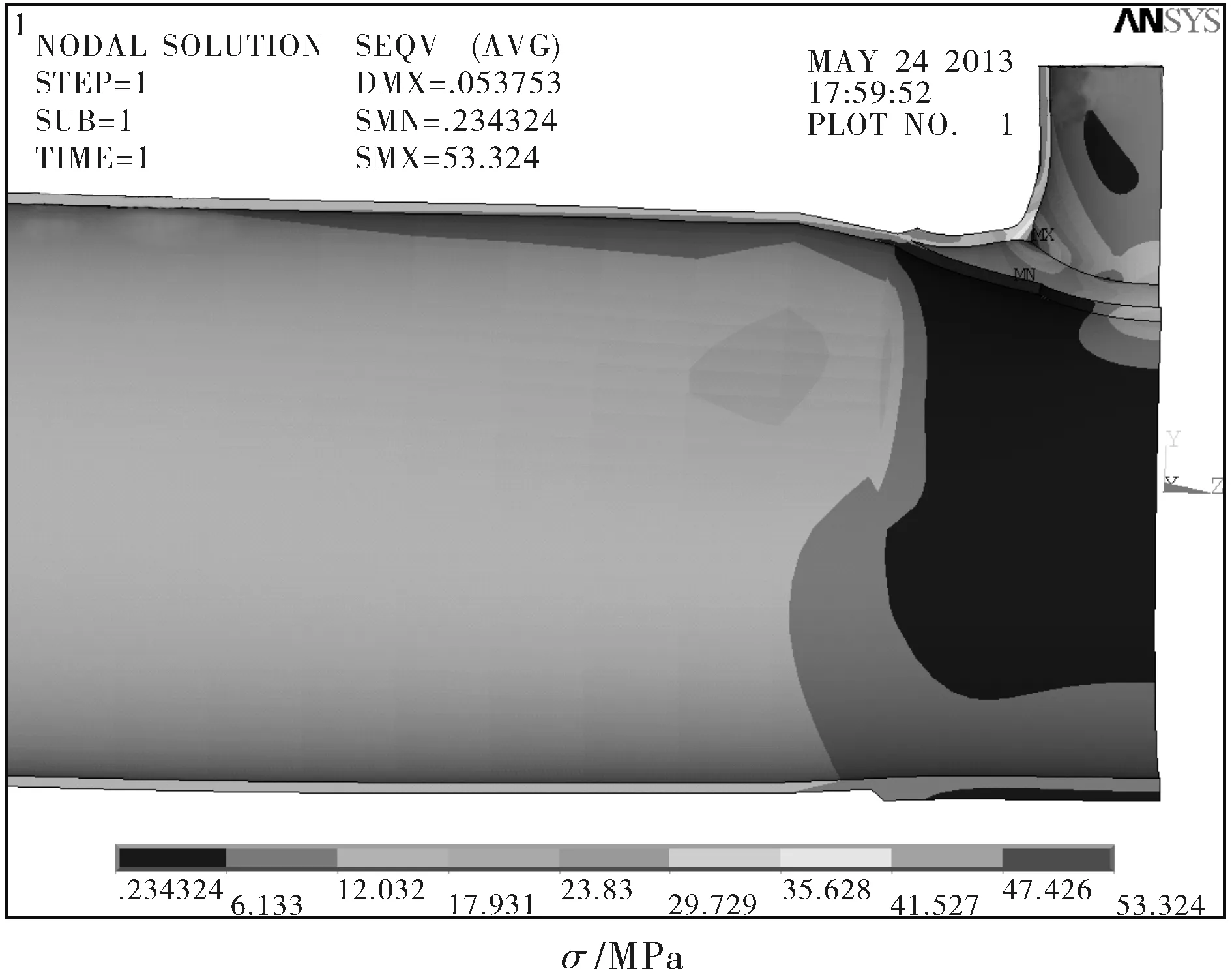
图7 整补应力分布Fig.7 The stress distribution of all-ring
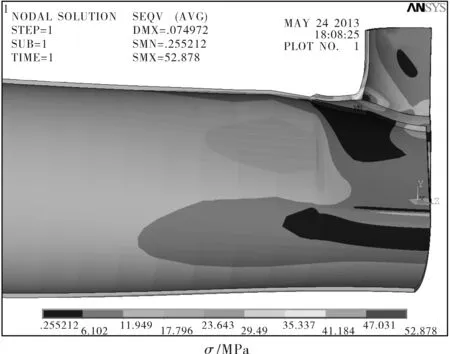
图8 方补应力分布Fig.8 The stress distribution of half-ring
1.3 带气开孔补强方式的改进
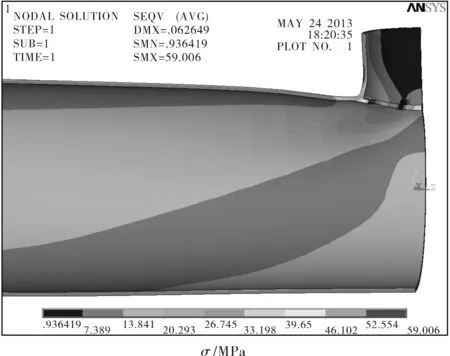
图9 仅焊支管应力分布Fig.9 The stress distribution of only branch pipe directed welded on main pipe
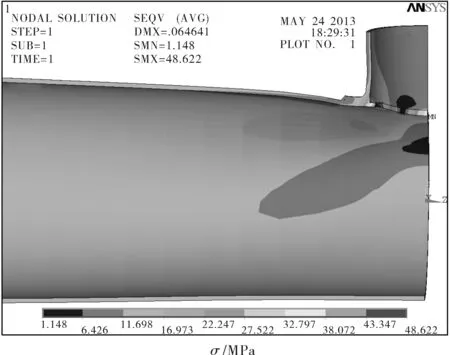
图10 先焊支管再焊圆形补强圈应力分布Fig.10 The stress distribution of branch pipe directed welded on main pipe and circular reinforcing sheet
从上述分析结果可以看出,带气开孔整补模型与方补模型最大应力位置相同, 大小相差不足1 MPa.现提出在主管上仅焊支管、先焊支管再焊圆形补强圈(补强圈厚度为8 mm,宽度为40 mm)和先焊支管再焊方形补强片(补强片厚度为8 mm,长度为354 mm)3种补强模型;对这3种模型进行应力分析,分析结果如图9、图10和图11所示.
从图9中可以看出,带气开孔仅焊支管时最大应力为59.006 MPa,位置在主管开孔边缘下表面拐角处;从图10中可以看出,带气开孔先焊支管再焊圆形补强圈模型最大应力为48.622 MPa,位置在主管开孔边缘下表面拐角处;从图11中可以看出,带气开孔先焊支管再焊方形补强片模型最大应力为34.806 MPa,位置在主管开孔边缘下表面拐角处.
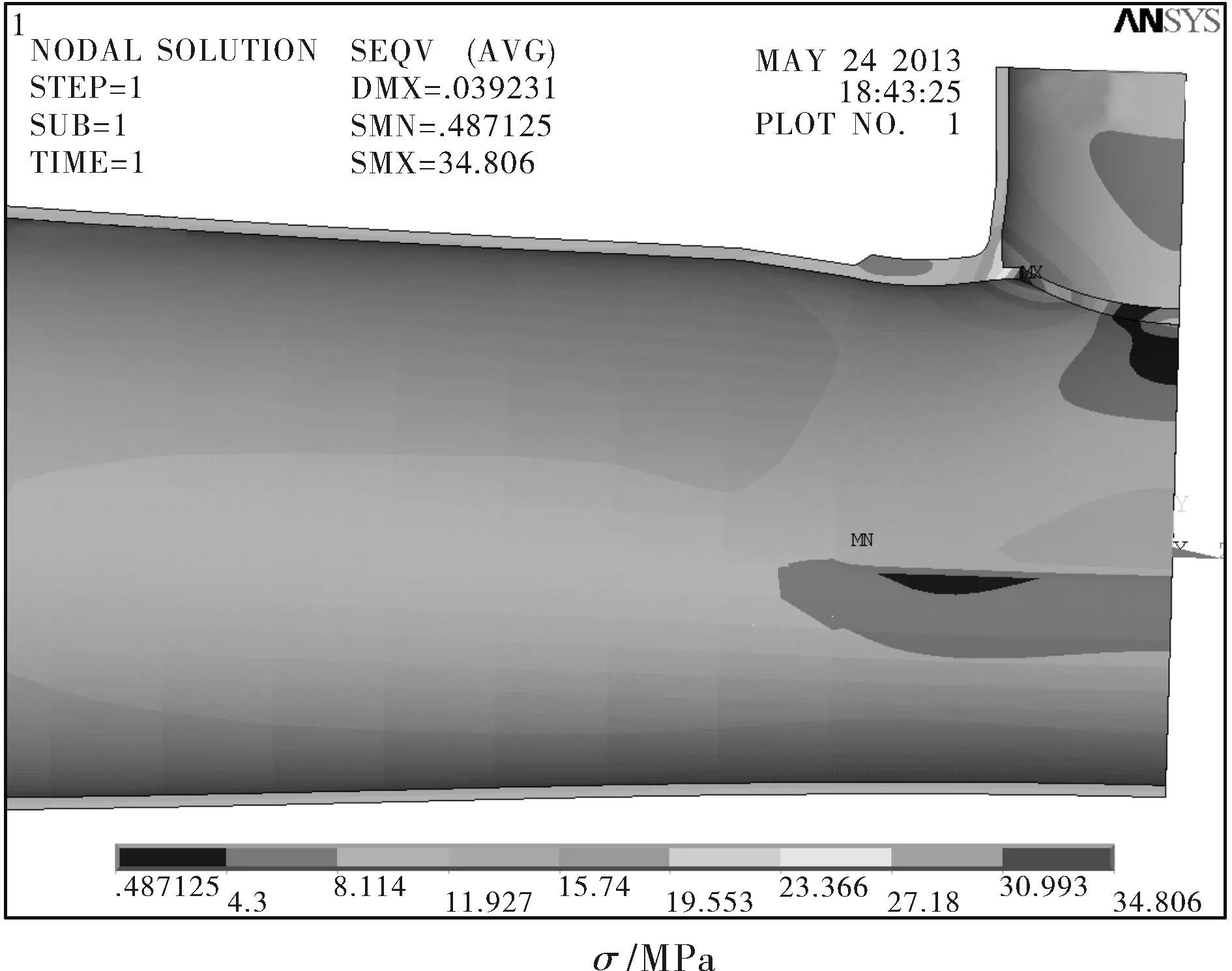
图11 先焊支管再焊方形补强片应力分布Fig.11 The stress distribution of branch pipe directed welded on main pipe and square reinforcing sheet
2 结 语
天然气带气开孔整补、方补、仅焊支管、先焊支管再焊圆形补强圈和先焊支管再焊方形补强片5种形式最大应力位置及大小如表1所示.
从表1中可以得出:
(1)天然气带气开孔整补模型和半补模型最大应力分别为53.324 MPa和52.878 MPa;带气开孔专用构件材料为20号钢,常温下许用应力为137 MPa;所以带气开孔整补模型和半补模型满足强度要求.两种补强形式最大应力大小相差不足1 MPa,整补模型的下半瓦片对开孔接管处的补强效果不明显,一般情况下采用方补即可.
(2)根据表1结果, 整补、 方补模型中最大应力都发生在接管与补强片连接拐角处,如表中A点所示.另外三种补强形式最大应力发生在开孔边缘处,如表中B点所示.
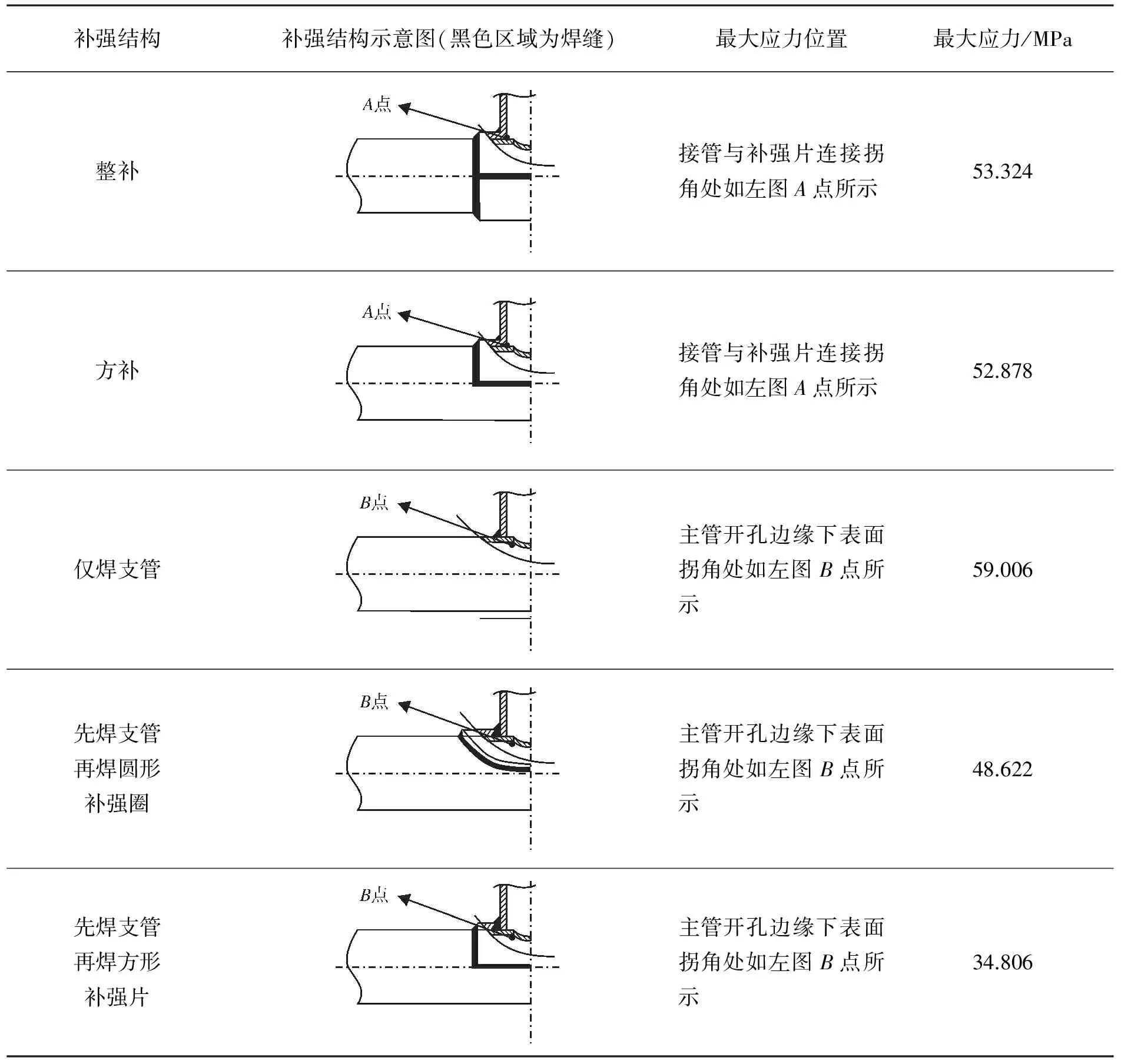
表1 最大应力位置及大小
(3)先焊支管再焊圆形补强圈的补强形式相比整补和方补,最大应力下降较多,补强效果较好.
(4)先焊支管再焊方形补强片最大应力为34.806 MPa,相比其他补强形式,补强效果最好,建议在带气开孔中使用先焊支管再焊方形补强片的补强形式.
致 谢
本文相关工作得到了武汉市天然气有限公司领导的大力支持,也得到了武汉工程大学结构仿真及失效分析研究室胡洁文、罗欢、魏玉婷、周波的参与和帮助,在此表示衷心感谢!
参考文献:
[1] 潘晋峰. 燃气管道的不停输开孔接线技术[J]. 山西建筑,2012,38(2):87-88.
PAN Jin-feng. On non-stop transmission opening connection technique of gas pipelines[J]. SHANXI ARCHITECTURE,2012,38(2):87-88. (in Chinese)
[2] 李婷婷. 管道带压开孔技术简介[J]. 油气田地面工程,2009,28(1):77.
LI Ting-ting. Brief Introduction of Pipeline with Pressure[J]. Oil-gas Field Surface Engineering,2009,28(1):77. (in Chinese)
[3] 白宁. 水平式带压开孔施工关键技术及其应用[J]. 中国海上油气,2009,21(1):69-70.
BAI Ning. Critical technique and application of horizontal hot tapping procedure[J]. China Offshore Oil and Gas,2009,21(1):69-70. (in Chinese)
[4] 汤善甫,朱思明. 化工设备机械基础[M].上海:华东理工大学出版社,2004(12):352-354.
TANG Shan-fu,ZHU Shi-ming. Chemical Equipment and Mechanical Basis[M]. Second Edition, Shang Hai:East China University of Science and Technology Press,2004(12):352-354.(in Chinese)
[5] 郭晓霞,魏冬雨. 开孔补强的常规设计与分析设计之比较[J]. 化肥设计,2010,48(2):16-18.
GUO Xiao-xia,WEI Dong-yu. Comparison of Conventional Design with Analytic Design for Opening Reinforcement[J]. Chemical Fertilizer Design,2010,48(2):16-18. (in Chinese)
[6] 王磊. 压力容器开孔接管处的应力分类及补强设计方法的比较[J]. 化工机械,2004,31(5):307-311.
WANG Lei. Comparison Between the Stress Classification and Reinforcement Design Methods at the Opening Nozzles of a Pressure Vessel[J]. Chemical Machinery,2004,31(5):307-311. (in Chinese)
[7] 李玉坤,孙文红,李春,等.大型立式储罐罐壁开孔补强应力分析[J].压力容器,2012,29(10):41-46.
LI Yu-kan,SUN Wen-hong,LI Chun,et al.Stress Analgsis of Reinforcement for Openings in Large Vertical Storage Tanks’ Skin[J].Pressure Vessel.,2012,29(10):41-46.(in Chinese)
[8] 杨文玲,王俊宝,闫文军.高压容器3种开孔补强方法补强[J].石油化工设备,1999,28(6):24-27.
YANG Wen-ling,WANG Jun-bao,YAN Wen-jun.Comparison of three opening reinforcement methods for high pressure vessel[J].Petro-Chemical Equipment,1999,28(6):24-27.(in Chinese)
[9] 候伟.内压椭圆形或碟形封头上开孔被强的讨论[J].石油化工设备,2010,39(6):42-45.
HOU Wei.Discussion of Opening Calculation in the Ellipsoidal or Torispherical Head under Intercal Pressure[J].Petro-chemical Equipment,2010,39(6):42-45.(in Chinese)
[10] 何家胜,魏卫,朱晓明,等.含裂级法兰接管的应力强度因子数值计数[J].武汉工程大学学报,2012,34(12):50-53.
HE Jia-sheng,WEI Wei,ZHU Xiao-ming, et al.Numercial analysis of stress intensity factor of cracked nozzle flange[J].Journal of Wuhan Institute of technology,2012,34(12):50-53.(in Chinese)
[11] 何家胜,陈文龙,王彦馨,等.天然气闸阀法兰失效分析[J].武汉工程大学学报,2012,34(2):71-73.
HE Jia-sheng,CHEN Wen-long,WANG Yan-xin,et al.Fracture Fatlure analysis of gas valve flange bolts[J].Journal of Wuhan Institute of technology,2012,34(2):71-73.(in Chinese)
[12] 何家胜,李超,朱晓明,等.氢腐蚀分层对换热器简体承受载能力的影响[J].武汉工程大学学报,2013,35(2):74-79.
HE Jia-sheng,LI Chao,ZHU Xiao-ming,et al.Influence of bearing capacity of heat exchanger shell caused by hgdrogen corrosion delaminating crack[J].Journal of Wuhan Institute of technology,2012,35(2):74-79.(in Chinese)