海洋工程组合梁预制变形控制技术浅析
2013-04-12魏永佳曹竞祎董志亮王崇鑫
魏永佳 曹竞祎 董志亮 肖 萌 王崇鑫
(海洋石油工程股份有限公司,中国 天津 300451)
0 引言
型材是导管架、组块等海洋工程结构中不可缺少的组成部分。这主要是由于其良好的力学性能、重量轻、易于结构连接与安装、节约原材料等优点。在海洋工程的建造过程中,通常高度小于或等于700毫米的H型钢,主要从厂家直接采购;而高度大于700毫米的H型钢(习惯上称为组合梁),需要在组合梁预制车间中进行预制。组合梁作为钢结构的承重主体,在海洋钢结构的建造中发挥着十分重要的作用。
1 组合梁预制流程
组合梁预制生产线的工艺流程为:
1)翼板无需接长的组合梁预制流程:
板材确认——板材切割下料——打磨组对——组对外观检验——焊接——矫正——焊后外观检验——磁粉检测和超声检测
2)翼板需要接长的组合梁预制流程:
板材确认——板材切割下料——翼板组对接长——磁粉检测和超声检测——打磨组对——组对外观检验——焊接——矫正——焊后外观检验——磁粉检测和超声检测
2 组合梁预制中的变形控制
2.1 产生变形的原因
产生变形的原因主要是焊接应力。焊缝区金属在电弧作用下因热膨胀受到制约而产生塑性挤压,在随后的冷却过程中因收缩受到制约又产生了塑性拉伸。这种温差所引起的应力使得焊接机构内应力体系不平衡。通常,焊缝区金属在加热过程中产生的塑性挤压变形大于凝固阶段的塑性拉伸变形,那么焊后必然有残余压缩变形存在,从而导致冷却后的焊缝金属将承受拉伸应变,以致使得焊接钢结构在焊后出现较高的残余应力和变形。残余应力根据应力大小及构件的结构形式、约束程度的不同,产生的变形方向也不相同,因而产生变形结果也不相同。
2.2 组合梁预制中常见的变形形式
虽然合理的组焊工艺能减小焊接变形,但H型钢的焊接变形仍然存在。其主要的变形有:角变形和弯曲变形。
翼缘板角变形主要是由于翼板一面施焊时,焊接的一面温度较高,另一面温度较低,因此施焊的一面受膨胀较大,另一面较小,使得施焊面膨胀受阻而产生压缩塑性变形。这样,翼板冷却时在厚度方向上的收缩不均匀,焊接面收缩较大,另一面收缩小;产生角变形。焊接线能量越大,角变形越大。在焊接组合梁时,主要采用的是埋弧自动焊焊接成形,因埋弧自动焊焊接电流大,线能量输入也跟随增大,焊接角变形同时也显著增加。角变形一般可以通过火焰矫正或机械校正达到相应标准,火焰矫正法需要一定经验,且难以控制,所以目前主要通过机械校正法来矫正角变形。角变形见图1。
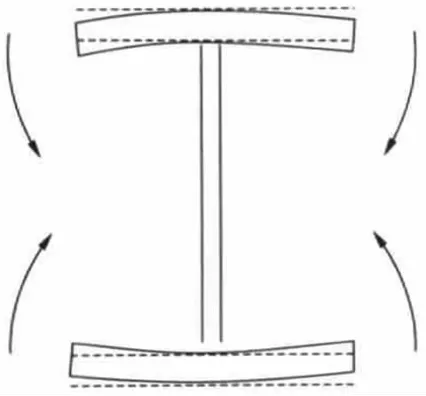
图1 角变形
虽然经过机械矫正后翼缘板是平的,但翼板与腹板却不一定是垂直的,如图2所示。这时就需要采用火焰矫正的方法进行矫正。火焰矫正时,对大于90°一侧的腹板进行加热。加热的温度不能超过590℃,否则需经业主同意才可进行。加热的范围和时间要根据变形大小而定,需要一定的经验。被加热的一侧腹板冷却后,由于收缩,与腹板的角度逐渐趋于90°,进而达到垂直。加热的同时也可以在小于90°一侧加装若干支柱,以通过机械力的方式加快矫正速度。值得指出的是,火焰矫正往往一次并不能完全达到矫正目的。每次矫正后,均需测量腹板和翼板是否垂直,如不垂直,还需要再次进行矫正,但火焰矫正的次数不能超过三次。

图2 翼板弯曲变形的火焰矫正
弯曲变形是由于焊缝的中心线与结构截面的中性轴不重合或不对称,焊缝收缩不均匀而引起,同时,如果焊缝对称布置,焊接顺序不一样,也会产生不同的焊接变形。当腹板发生变形时,可以采用在背向弯曲一侧的腹板处加热的方式来进行矫正,如图3所示。
2.3 组合梁预制中变形的预防
2.3.1 确保加工精度和组对质量
1)确保下料加工精度是防止钢梁在制作中变形的首要条件。排版要合理,切割最好用数控火焰切割机,多嘴子切割,这样下料,一般没有变形。在板材下料误差超过允许偏差时,必然导致零件、部件装配时进行强力组对,从而使构件整体产生应力和变形,焊接时又增加焊接变形,构件整体变形会更大。

图3 腹板弯曲变形的火焰矫正
2)保证加工质量和组对质量。主要措施有:下料加工前原材料要进行平直矫正,然后进行划线,划线必须检验纵横线的垂直。切割时采用自动切割机,并据板材厚度匹配相应地割嘴。对一个零件来讲,要两边对称切割,使两边受热相同,变形相同。多个零件在一块板上下料,采用多嘴头切割,既可提高切割速度,又可减小切割变形,从而保证零件尺寸加工精度。在此基础条件下,使用组对机组对组合梁,提高组对质量,从而达到减小应力集中和变形的目的。
2.3.2 采用合理可靠的焊接工艺、焊接顺序来控制变形
组合梁在制作中变形的大小与焊接工艺、焊接顺序有很大关系。所以,在焊接组合梁前,必须根据材料厚度、材质、设计坡口形式及焊缝等级,来确定恰当的焊接工艺、焊接顺序,才能有效地减小变形。
1)对于半熔透焊接,采用对称的坡口形式。这样在焊接时,腹板两侧产生的焊接应力大小相等,方向相反,可以相互抵消,大大的减小焊接变形。
对于全熔透焊接,为减少后续的焊接变形,采用大小坡口的形式,分别为2/3和1/3的坡口类型。其工艺流程是:焊接大坡口——翻转至正对侧小坡口清根——焊接小坡口——翻转至原大坡口侧盖面——翻回至小坡口侧盖面,所有工作都是为了控制变形、保证质量。
当板很薄时,腹板开坡口时采用单面坡口,这样坡口焊平后,就反面清根,这样所得两侧坡口大小相近,从而有效控制了变形。
2)采用合理的焊接方法及焊接规范。组合梁腹板和翼板的焊接采用的是全熔透焊/半熔透焊/填角焊,采用的焊接方法为埋弧自动焊。埋弧焊的焊接电流较大,应加以控制,以减小焊接变形。
3)对称焊法:组合梁在焊接前,需要对焊接区进行预热,以减小焊接变形。因焊缝在焊件上分布是对称的,故使用对称施焊的顺序,焊缝之间的变形相互抵消一部分,从而减小了整个焊件的变形,焊接顺序如图4。

图4 对称焊法
4)反变形法:H型钢焊接中,翼缘倾斜(角变形)有时无法校正,虽然强制校正,但产生内应力较大,局部有死角,外观质量差。虽校正了翼缘边缘,但腹板与翼缘连接处形成折弯状,不能再校正。还有一种情况,箱型梁通常有多个腹板,所以两侧的腹板无法通过机械矫正机矫正,只能采用火焰矫正的方法进行矫正。而火焰矫正速度慢,影响了组合梁预制速度。所以,可以采用将翼缘板预做反变形的方法,即根据翼缘板宽度、厚度不同预制相应的反变形来控制组合梁预制过程中变形的产生。
3 结束语
本文介绍并探讨了海洋工程组合梁的预制流程,变形发生的原因、形式和预防等,通过对组合梁变形的预防与控制,可以提高组合梁预制的精度,进而保障组合梁的质量,为海洋工程的建造打下基础。
[1]熊华.H型钢的焊接变形[J].现代焊接,2007(1):44.
[2]刘海英.H型钢焊接变形工艺控制[J].科技信息,2008(13):560.
[3]曲显清.工业建筑H型钢梁焊接变形的原因分析及控制措施探讨[J].广东建材,2010(5):168-171.