箱体类零件孔系的检测
2013-04-10张勇杜亮亮刘小刚杨胜
张勇, 杜亮亮, 刘小刚, 杨胜
(陕西秦川机械发展股份有限公司,陕西 宝鸡 721009)
箱体类零件孔系的检测
张勇, 杜亮亮, 刘小刚, 杨胜
(陕西秦川机械发展股份有限公司,陕西 宝鸡 721009)
介绍了一种箱体类零件孔系检测的新方法。提出利用平板和高精度心轴及千分表来测量孔系同轴度和垂直度的方法,并在生产中取得了良好效果。
孔系;检测;垂直度;同轴度
1 引言
箱体类零件是机械零件中的典型零件,是机械设备重要的基础件之一。箱体零件上轴承孔的尺寸精度和几何形状精度超差,会使轴承与箱体孔配合不好,引起振动和噪声。支承孔之间的孔距尺寸精度和相互位置精度超差,会影响装配和齿轮的啮合精度,产生噪声和振动。因此孔系的精度检测就是保证零件质量的重要环节。
2 零件的分析
本文以某机械产品支承件(见图1零件示意图)为例,介绍孔系精度的检测手段。
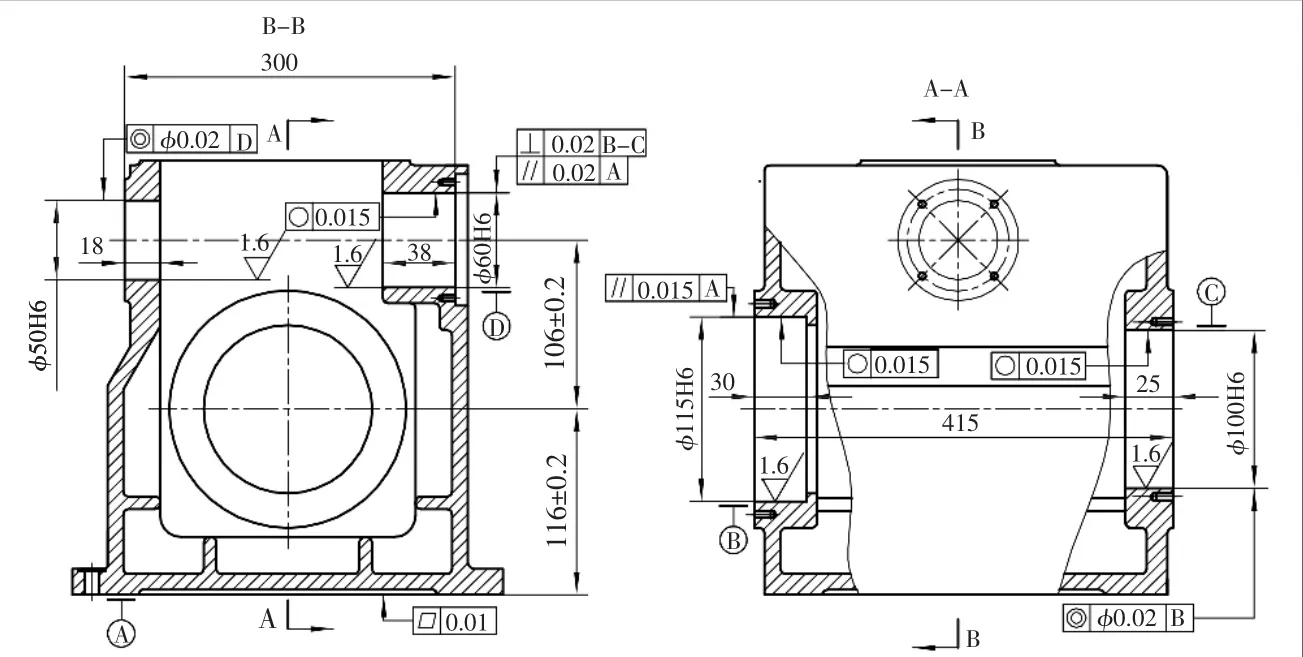
图1 某产品支承件示意图
图1零件由平面、型腔及孔系组成,是典型的箱体类零件,结构复杂、尺寸精度要求高,材料为HT200铸铁。图中标示的较高精度要求的孔系成为加工检测中的重点和难点。需检测的主要精度有:(1)φ115H6孔与基准 A面的平行度 0.02mm;(2)φ100H6孔与基准 B(φ115H6孔轴线)的同轴度 0.02mm;(3)φ60H6孔与基准B-C(φ115H6孔和φ100H6孔公共轴线)的垂直度0.02mm;(4)φ50H6孔与基准 D(φ60H6孔轴线)的同轴度0.02mm。
经过对该零件图纸的分析,利用平板和高精度心轴及千分表来测量孔系同轴度和垂直度。
3 孔系精度的检测
3.1 检测孔系同轴度方法
鉴于单件生产中零件的同轴度测量,我们使用与孔成无间隙配合的可胀式心轴4、5模拟基准孔轴线和被测孔轴线法来检测,如图2所示。首先将被测零件用可调支承2支承在测量平板1上;将心轴4、5与孔成无间隙配合地插入孔内,模拟基准孔轴线和被测孔轴线,并调整被测零件使其基准轴线与平板平行,测量计算出基准孔轴线高度尺寸L;在心轴5两点A′、B两点测量,并求出该两点分别与高度(L+d2/2)的差值 ΔA′X和 ΔBX;然后,将被测零件翻转 90°,按上述方法测取 ΔA′Y和ΔBY;然后将 A 点的差值 ΔA′X、ΔA′Y,按尺寸A′和A点与孔中心位置的距离比例,换算至A点公差ΔAX和ΔAY;最后,分别将A点的公差ΔAX和ΔAY,代入计算得到A点处的同轴度误差为ΔA=2和B点处的同轴度误差为,取其中的较大值作为该被测要素的同轴度误差值。
3.2 检测孔系垂直度的方法
结合我们所要检测的零件特点,采用以下办法来测量垂直度误差,如图3所示。将零件侧面为底面放置,用可调支承支承于测量平板1上,用与孔φ115H6孔成无间隙配合的可胀式心轴4装入工件,用90°精密角尺调整φ115H6孔基准心轴4,使其与基准平面垂直,将千分表测头与触及心轴6的上母线,将指针调零,在测量距离L1为100mm范围内测量两点A、B的示数变化,记录两测量点 A、B 的测量数据 M1、M2,完成检测。
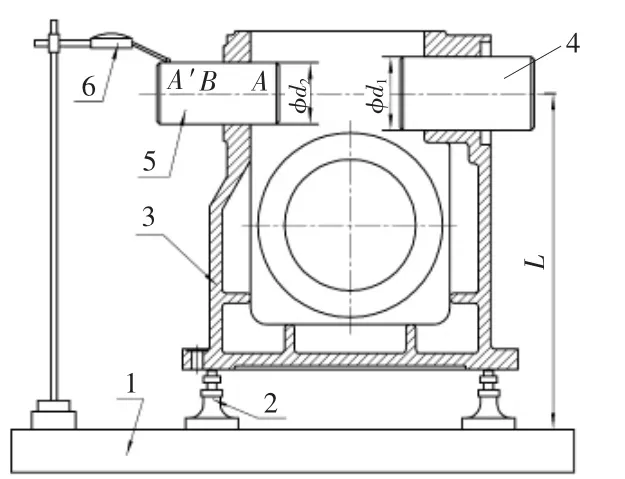
图2 同轴度测量
然后使用公式 Δ=(L1/L2)×|M1-M2|,计算得出实际垂直度误差Δ(其中L2为被测轴线的长度,L1为千分表两次读数处的距离,及A、B两点之间的距离,M1和M2分别为千分表在A、B点的读数)。
4 结语
通过使用以上所描述孔系精度的检测方法,在充分利用现有设备条件的基础上,保证了上述零件各项几何尺寸精度和形状位置精度的检测要求,控制了零件质量,满足了生产制造的需求。
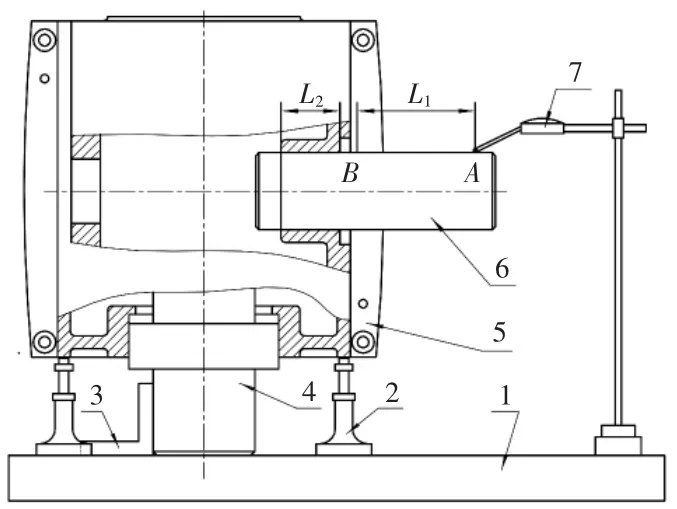
图3 垂直度测量
[1]杨叔子.机械加工工艺师手册[M].北京:机械工业出版社,2001.
[2]赵妙霞.机械设计精度与质量控制[M].兰州:兰州大学出版社,2004.
[3]赵忠玉.测量与机械零件的测绘[M].北京:机械工业出版社,2008.
(编辑 启 迪)
TG806
B
1002-2333(2013)09-0182-02
张勇(1983-),男,助理工程师,主要从事机床加工制造工作。
2013-06-18
