型线扩径导线生产及质量控制
2013-03-26王育路夏新茂康建国
杨 怀,鞠 霖,孙 强,王 敏,王育路,夏新茂,康建国
(1.无锡华能电缆有限公司,江苏 无锡214105;2.陕西省电力公司规划评审中心,陕西 西安710065;3.新疆电力公司,新疆 乌鲁木齐830002;4.新疆送变电工程公司,新疆乌鲁木齐830049)
0 引言
在我国大力推进“西电东送、南北互供、全国联网”以及积极发展特高压电网建设的趋势下,面对电力资源分布不均、电力输送容量增加及输电线路的加长,电力系统的安全稳定问题日益突出。超高压、远距离的输电线路建设已成为今后的发展趋势,超高压、特高压线路更容易产生电晕,不但消耗大量电能,同时其无线电干扰和可听噪声严重影响生态环境。国际上通常采用增加导线外径和提高导线表面光洁度来解决。西北高海拔特高压输电线路所需的导线截面达不到限制电晕要求的外径,只能采用加大导线的规格和增加导线分裂根数来解决,这就需要消耗更多的金属材料,不但增加了杆塔的荷载,也增加了工程造价。扩径导线是以满足输电容量为基准,采取支撑层疏绕或抽股等方式来扩大导线的外径,在保证电晕所要求的导线外径前提下,来减少金属材料用量,减轻铁塔荷载,降低工程投资。
1 型线扩径导线的结构及特性
1.1 结构
型线扩径导线支撑层采用梯形型线疏绕绞合,实现扩径,外层用“Z”形型线紧密绞合,来提高导线表面光洁度及圆整度,结构如图1所示。圆线扩径导线是对支撑层铝线进行抽股来实现扩径,外层依然用圆铝线紧密绞合,结构如图2所示。
1.2 特性
(1)型线扩径导线内层采用梯形型线疏绕绞合,外层采用“Z”形型线紧密绞合,使得导线的结构圆整,导线表面接近一个圆柱面,可提高导线的起晕电压;而圆线扩径导线的表面会有不规则的圆弧,增加了起晕机率。
(2)外层“Z”形型线绞合,单线间互相咬合,不易出现因支撑层滑移而导致外层铝线凹陷、拱起等缺陷,可提高导线抗电晕及无线电干扰能力。
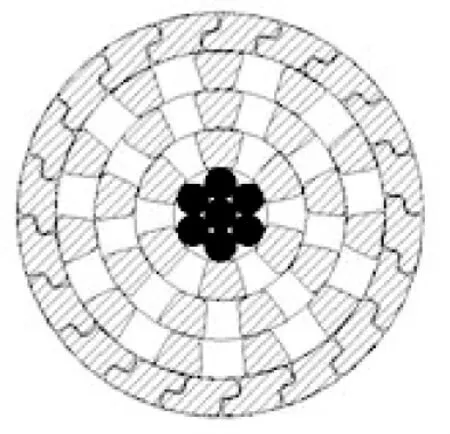
图1 型线扩径导线的结构图
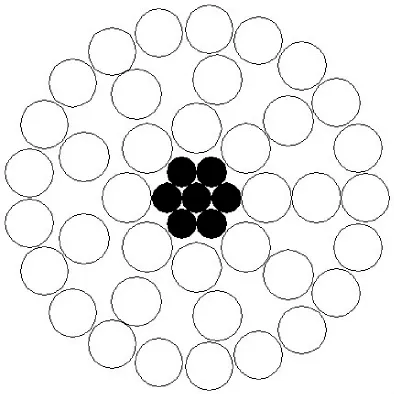
图2 圆线扩径导线的结构图
(3)支撑层梯形型线绞合,单线与层面间为面接触,单线不易出现位移和滑动等现象,导线结构更稳定。
(4)型线绞合的支撑层单线之间的间隙(有效支撑点的长度)较常规圆线小,给外层单线提供更大的支撑面。
(5)型线扩径导线的结构设计参照同型号圆线扩径导线,钢芯截面、导线外径等均与圆线扩径导线一致,使其施工工艺、施工机具及配套金具与圆线扩径导线通用性较强。
型线扩径导线结构稳定,表面圆整,具有提高导线的起晕电压,降低线路损耗和导线表面场强,减少金属材料用量等优势。稳定的结构还可避免施工过程中因单线滑移、受力不均引起的松股、跳股、“起灯笼”等缺陷。
2 生产及质量控制
2.1 拉丝设备的选择
硬铝型线的生产主要是靠拉拔成型,由于型线接触面积大,变形不规则,拉制过程中模具的发热量高,所以对拉拔过程中润滑、冷却要求更高。因此,拉丝设备的选择很重要,我公司在硬铝型线拉拔中选择了非滑动高速拉丝机,拉丝机润滑油量根据速度自动调节,各道模具的出线速度根据张力反馈系统自动调节,从而真正实现非滑动式拉丝。非滑动拉丝减少了铝线与鼓轮的摩擦,单线外观质量好且强度有保证,生产效率更高。
2.2 拉丝模具的设计
型线通常采用硬质合金模,目前也有在硬质合金模内孔表面涂覆纳米金刚石复合涂层的。模孔尺寸根据产品规格要求设计,截面的工艺裕度一般控制在2%~3%。模具分为润滑区、工作区、定径区和出口区。型线拉拔过程中发热量高,因此,异型模具与普通圆线模具相比,润滑区的角度要大,定径区的长度要稍短。
2.3 绞线设备的选择
型线绞合应采用无退扭功能的绞线机,如框绞机、叉绞机。我公司采用分段式框绞机进行生产,每节框体采用独立电机传动,绞合节距可以任意调节,调节精度可控制在1mm;线盘放线带张力放线,放线张力采用气动张力控制,并配有比例阀自动张力调节器,保持单线展放张力稳定,有效提高型线绞合的紧密度和平整度,从而保证绞合质量。
2.4 定位装置的使用
为了确保单线在进入并线模前不发生翻转,需对型线单线进行定位。通常从线盘出来就要对单线进行定位,确保单线在绞笼圆周方向的线形排列一致。在绞笼前端安装有一套定位装置,该装置具有分线及防翻转功能,在绞合时,将铝线通过定位装置固定,再对单线进行预扭,扭转方向与绞合方向相同,扭转角度为360°或720°,根据线盘上单线的排列情况,也可为 180°或 540°。
2.5 电工圆铝杆的轧制
轧制铝杆选用Al 99.70铝锭,并对原材料成份进行分析,按成份下发配料单,确保铝锭的铝含量及各杂质含量符合相关标准规定,熔炼时应投入适量的硼铝合金进行硼化处理,熔炼结束要用氮气底吹精炼后把渣,再静置15~25 min,然后进行轧制,通过调整结晶轮的冷却水流量,将进轧温度严格控制在470~500℃间,并通过控制皂化液的水温控制终轧温度,终轧温度控制在250℃以下,以防铝杆产生自退火。型线拉拔过程中抗拉强度损失较大,铝杆强度应适当提高,一般控制在120~125 MPa。
2.6 型线的拉制
要保证铝线的机械性能和电性能,除了铝杆自身质量、拉拔温升以及润滑条件要严格控制外,模具的合理设计及配模也非常重要, 型线拉拔模具工作区顶角应控制在22°~24°,平均道次压缩率控制在25% ~27%,对提升拉拔速度及保证拉制铝线性能最有利。
在型线拉拔过程中,还要注意其外观、截面和强度的控制,外观主要是靠模具的光洁度来保证,同时也要避免铝线在设备、工装等金属表面产生擦伤、刮伤。拉丝机应配备拉丝油离心式过滤系统,以过滤油中的铝粉,拉丝油中铝粉过多,容易在模具中形成铝瘤,影响单丝表面质量。
2.7 导线的绞制
型线扩径导线的支撑层绞合不同于普通导线,它要求铝单线疏绕绞合,单线间间隙均匀。如按照常规绞合方式绞合,会出现单线间隙不均,还可能出现多根铝线并列接触在一起。所以在定位装置与并线模之间增加了一道辅助分线装置,其结构是一个圆盘,上有均匀分布的斜孔,其位置靠近压模,使进入压模的型线形成均匀的固定间距,且确保单线与层间是面接触,不产生滑移。
在框体内安装有酚醛树脂护线管,确保铝线在走线过程中不会擦伤。并线模采用软质材料如硬质木头、尼龙等,以减少导线绞制过程中的擦痕,为确保导线表面不会擦伤,生产过程中牵引轮应采用帆布进行包覆处理。
3 结束语
型线扩径导线是在满足经济电流密度的情况下,通过增加导线外径,改善导线表面质量来降低特高压输电线路的电晕损失。导线支撑层采用梯形型线疏绕,外层采用“Z”形型线绞合,改善了导线的结构,不易出现支撑层滑移,外层铝线松股、跳股、“起灯笼”等现象。型线扩径导线可起到节能减排的作用,又能降低输电线路对沿线环境的影响,对建设“资源节约型、环境友好型”电网有重大意义。该产品将会在后续的超高压线路建设中得到广泛的使用,经济及技术优势将得以充分发挥。