PROT OS-M5烟支切割支撑装置分析比较
2013-03-25黄宗鑫
黄宗鑫
(厦门烟草工业有限责任公司,福建厦门361000)
1 引言
卷接机烟支切割系统主要包括刀盘机构、磨刀装置和烟支切割支撑装置(业内也称之为“喇叭嘴”),是卷接机组的重要组成部分。切割系统通过与烟条运动方向成一定角度的刀盘旋转运动带着切刀将烟条割成双倍长度的烟支,为防止切割过程中烟条变形,采用喇叭嘴支承烟条[1]。为保证切割质量较高且不损坏刀片和喇叭嘴机构,切割系统工作时必须保证切割时刻切刀垂直烟条轴线,且烟条、切刀和喇叭嘴的水平运动速度相等。
2 支撑装置介绍
烟支切割支撑装置作为烟支切割系统的一部分,它的主要功能是对烟条进行引导,并且在切割过程中给烟条提供支撑。由于烟条在被切割的同时以很高的速度向前运动,必须采取动态跟随切割技术。动态跟随切割即:在烟支切割过程中,支撑装置和切割刀具须以与烟条相同的方向和速度运动,此间,支撑装置提供切割支撑,切刀完成烟支切割。
分析切割跟随支撑装置的工作原理,确定其需满足要求如下:(1)在切割过程中,对烟条提供支撑,防止烟条因受力变形而影响切割质量;(2)在切割位置时,支撑装置的烟支支撑平面与刀盘的刀刃垂直,避免产生毛口烟或斜口烟;(3)在切割过程中,保持与烟条和切刀的运动同步,避免发生打刀;(4)能够适应高速场合。
目前国内PROTOSM5高速卷烟机主要采用的烟支切割支撑装置可分为两种:往复式和旋转式。
2.1 往复式喇叭嘴机构
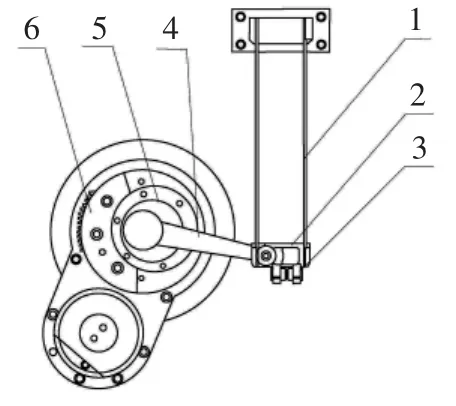
图1 往复式喇叭嘴机构
传统的喇叭嘴机构即往复式喇叭嘴(图1)主要由曲柄连杆机构、喇叭嘴1、喇叭嘴支架2和板簧3组成。曲柄连杆机构由连杆4、偏心盘5和平衡配重块6组成。其动力由刀盘电机经同步带驱动喇叭嘴曲柄轴,拖动喇叭嘴的曲柄以恒定的角速度转动,带动连杆运动,在连杆的拖动下喇叭嘴支架与喇叭嘴共同作往复运动,而板簧与连杆紧固在一起,双臂悬挂吊装,起到支撑作用并使曲柄连杆机构通过前、后行程终点时迅速返回。刀片每切割1次,喇叭嘴应往返1次(双刀刀盘旋转1周,刀片切割2次,喇叭嘴往返2次),即刀盘圆周运动与喇叭嘴往复运动的频率应成整数倍数关系,由传动比保证。并且,在切割过程中,喇叭嘴的运动速度应等于刀片的水平分速度,以便刀片能顺利通过喇叭嘴间的缝隙,即:V喇叭=V水平[2]。
2.2 旋转式喇叭嘴机构
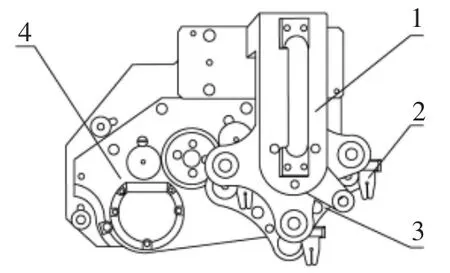
图2 旋转式喇叭嘴机构
旋转式喇叭嘴(图2)主要由支架1、切烟管2(8个)、切烟管轮3和齿轮传动装置4等组成。切烟管安装在切烟管轮上,切烟管轮通过支架支撑,更换牌号时,可通过支架调节竖直方向的高低位置。此机构由刀盘电机驱动,经齿轮传动装置带动切烟管轮和切烟管以恒定的角速度转动。刀片切割时,喇叭嘴必须旋转到位辅助切割,即刀片与喇叭嘴的旋转运动成对应关系,转速比恒定。此时,喇叭嘴的垂直分速度为零;在水平方向,水平分速度V喇叭应等于刀片水平分速度V水平,与往复式运动原理一致。
3 分析比较
3.1 往复式喇叭嘴
往复式喇叭嘴机构结构简单,其往复运动过程主要靠曲柄连杆作用完成。在实际生产中PROTOS-M5高速卷烟机的生产能力为C=12000支/min,刀盘转速N=1500r/min,由于喇叭嘴旋转速度为刀盘的2倍,可推算出喇叭嘴曲柄轴转速为n=3000r/min,转速较高,偏心盘与端盖间密封圈在高速运转下易磨损导致偏心盘处漏油;高速运转过程中连杆与偏心盘的轴承所受的刚性冲击大,且生产时弹簧片振动大,在设备安全防护门完全关闭时仍产生较大噪音,约80dB(如表1,数据源自某使用厂家);生产过程中板簧保证曲柄连杆机构在行程的前、后终点时迅速返回,速度高(在实际生产过程中,板簧高速往复运动易产生疲劳),存在较大的不稳定因素;为更好地支撑烟条并适应曲柄连杆的往复运动,及利于烟条顺利进出,右喇叭嘴进烟口和左喇叭嘴出烟口均为喇叭嘴管状,形状较为复杂,加工精度及成本较高。
更换牌号时,若烟支直径发生变化,喇叭嘴需根据直径匹配进行更换,由于只有前、后道共四个喇叭嘴,所以更换较为方便迅速;当烟支长度发生改变时,每种长度的烟支所匹配的喇叭嘴行程不同,所以换牌时需要调整行程。偏心盘偏心距可以调整,曲柄上有刻度值可供粗调喇叭嘴行程时使用,然后运用工装对喇叭嘴行程进行精确校准,当偏心距调好后,平衡块也必须随之更换。整体换牌流程相对方便快捷,换牌耗时较短。

表1 两种支撑装置对比
3.2 旋转式喇叭嘴
旋转式喇叭嘴机构是由旋转轴心平行偏置的两个半径相等的圆盘,在圆周上均匀分布多根连杆,形成多个平行四边形机构的组合。其最大优点是喇叭嘴的烟支支撑平面与烟支始终保持平行,能够避免喇叭嘴和烟支的相对转动,有利于保证烟支切割质量[3];由于多个平行四边形机构相互间具有对称性,当对机构进行动平衡后,机构支座反力中的刚性冲击很小,因此,平行四边形支撑装置的受力均衡,减小了旋转运动过程的振动和噪声,增加了轴承的寿命。
PROTOS-M5生产能力为C=12000支/min,旋转式喇叭嘴切烟管轮转速为刀盘的一半n=750r/min,与往复式相比较,转速相对较低,噪音小,传动更稳定可靠,且切烟管的喇叭嘴形状及加工要求更为简单,成本也更低;但旋转式喇叭嘴是以平行四边形机构为基础设计的,其各杆件的尺寸和形状误差、质量分布的均匀性等对切割装置的工作平稳性、精度保持性等具有重要影响。因而,支撑装置各零件加工和装配精度需要合理匹配,并进行精确的动平衡处理。
更换牌号时,当烟支直径发生变化,喇叭嘴也需根据直径匹配进行更换,但由于有四对共8个喇叭嘴,需一一更换并重新校准,所以更换校准过程较复杂,速度较慢;烟支长度发生改变时,需重新调整切烟管支架高度,并将整个切烟管轮取下进行匹配更换,安装调试比往复式复杂,换牌耗时较长。
4 结语
通过比较得出,往复式喇叭嘴曲柄机构转速较高,弹簧片往复振动大,产生较大的噪音,但其通过偏心盘上的刻度可实现快速换牌调整;而旋转式喇叭嘴切烟管轮转速较慢,传动平稳,降低了噪音,在速度提升方面有较大发展空间,但换牌程序较为复杂,耗时较长。两种烟支切割支撑装置都能较好地适用于PROTOS-M5卷烟机,但是当烟支生产能力超过1.8万支/min时,传统的往复式喇叭嘴机构已经不能满足要求,所以旋转式喇叭嘴机构将会成为烟支切割支撑装置未来的发展趋势。
[1] YJ17-YJ27卷接机组编写组.YJ17-YJ27卷接机组[M].北京:中国科学技术出版社,2001.
[2] 金风凯.卷烟机的机械传动分析[J].烟草科技,2002(10):25-28.
[3] 刘子建.双轨超高速烟支切割系统原理仿真分析与结构参数研究[R].长沙:湖南大学,2011.