消失模铸造在PCK 破碎机锤头的应用
2013-03-25张继信
张继信
(山东金岭铁矿,山东淄博 255081)
山东金岭铁矿机械厂铸造车间每年生产的各种铸件800 余吨,大多数产品属于单件小批量生产类型,系全部采用手工造型工艺,工艺及设备落后,劳动强度大,工作环境差,生产效率低,同时铸件质量不易控制,废品率高,对整个机械厂的生产影响很大,为了彻底改变上述情况,结合实际情况决定进行消失模铸造法的应用。
目前我们先后在高锰钢、碳钢和灰口铁等材质的十几种产品上应用了消失模工艺并获得成功。下面就以PCK 破碎机锤头铸造工艺为例,介绍如下。
1 工艺设备配置
根据小批量生产的特点和本着因陋就简及充分利用原有废旧闲置设备进行改造节省投资的原则,特别进行了消失模铸造工艺设备配置。
①1.2m×1.2m 三维振实台;②1m×0.8m×0.6m 特制砂箱;③0.5m3涂料搅拌机;④12m3/min 真空泵;⑤油水分离器(自改);⑥稳压罐(自改);⑦湿式除尘器(自改);⑧真空分配机(自制);⑨多功能切割机(自制)。
2 生产工艺流程设计
(1)模型制作工艺
破碎机锤头消失模铸造法工艺流程图(图1)。
锤头材质为Mn13,收缩量为2.3%,在实验阶段,我们选择了板材切割制模工艺,按图纸做出实样模型。锤头形状如图2。

图1 消失模铸造法工艺流程图
(2)制作浇注系统及出气片并进行组合
浇注系统、出气片和锤头数量的确定遵循以下原则:①必须采用封闭式浇注系统;②各种浇道截面:∑F直=∑F横=∑F内=1:1.1:1.3;③吃砂量:底部60mm~90mm,四周不少于60mm,铸件之间45mm~55mm;④出气片设置在铸件最顶部;⑤将铸件模型、浇注系统及出气片进行粘结组合。
据此,锤头消失模铸造工艺图如图3 所示。

图2 锤头形状
(3)配制涂料
涂料必须有良好的出气性、涂挂性、滴淌性和强度,涂料性能的好坏将直接影响铸件的质量,涂料要求严格配方,特别配制。
(4)锤头模样涂挂涂料
锤头模样与浇注系统、出气片粘接好后,涂挂涂料。涂挂要均匀,涂层厚度确定为0.8mm~1.2mm,涂料工艺如表1。
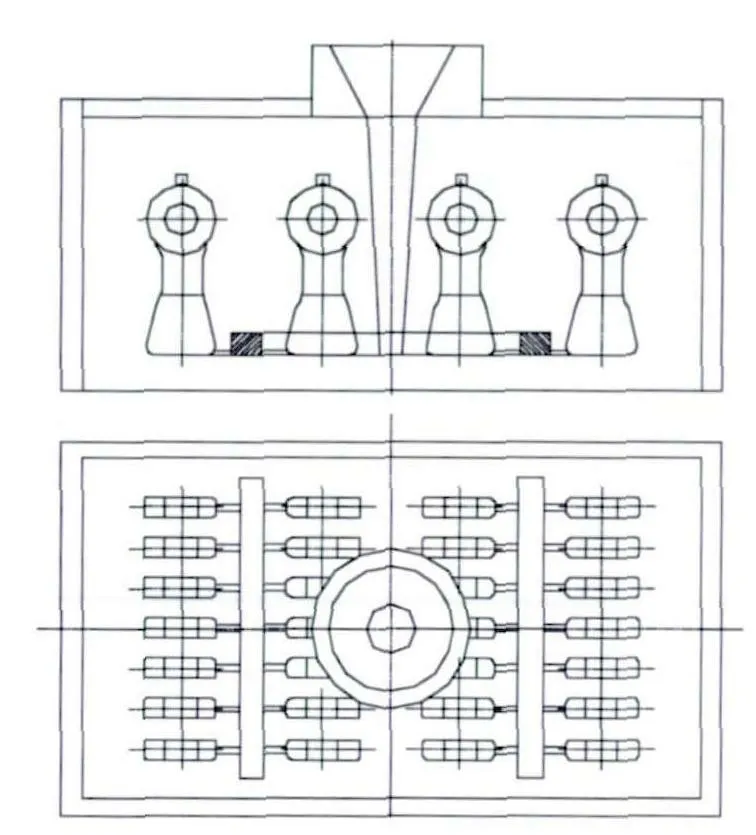
图3 锤头消失模铸造工艺图
(5)模样置入砂箱,填砂振实
根据吃砂量规定要求,在特制真空砂箱底部铺上一层80mm 厚的砂子,再将一组模样置入砂箱,填砂振实75s 左右,将塑料薄膜盖在砂箱上封闭,放置浇口杯,便可抽气待浇。

表1 涂料工艺
(6)抽真空浇注
砂箱内真空压力稳定在0.06MPa 开始浇注,浇注温度略高于普通砂型铸造,为1390℃~1420℃。浇注必须连续,不能出现断流现象。
(7)落砂清理
浇注完毕后,10min 解除真空,30min 后打箱,使锤头空冷,12h 后涂料层自然剥落,节省了常规清砂步骤。
3 效果分析
(1)锤头质量分析
外观质量。用消失模铸造法生产的锤头表面质量较普通砂型铸造表面光洁度高,尺寸精度高,无飞边毛刺,复印性强。外观质量对比如表2。
机械性能。消失模铸造的锤头与普通铸造的锤头机械性能相差无几,如表3。

表2 外观质量对比

表3 机械性能对比
(2)经济效益分析
消失模铸造与普通砂型铸造的锤头技术经济效益对比如表4。
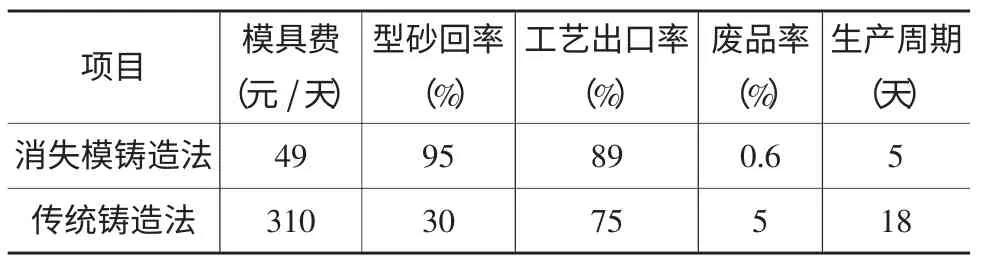
表4 技术经济效益对比
4 结论
(1)消失模铸造法设备紧凑、工艺简便、技术容易掌握、生产效率高、生产周期短、生产成本低。
(2)改善工人工作环境,彻底改变铸造作业环境的落后面貌。
(3)节省混砂、下芯、启模、合箱、分型等步骤,减少配砂造型工艺,易于一箱多铸。
(4)铸件尺寸精度高,外观质量好,表面光洁,粗糙度可达RA6.3μm,复印性能强。
(5)铸件无飞边毛刺、砂眼,不粘砂,清砂工作量可减少50%以上,工艺性能稳定,补缩效果好,废品率低,钢液利用率达75%~90%。