汽车线束工艺工序及工序关系自动生成
2013-03-21朱吉满徐本柱凌欣南刘晓平
朱吉满, 徐本柱, 凌欣南, 刘晓平
(1. 合肥工业大学计算机与信息学院可视化与协调计算(VCC)研究室,安徽 合肥 230009;2. 合肥江淮新发汽车有限公司,安徽 合肥 230601)
汽车线束在生产之前,需要首先分析线束图纸[1],提取其包含的工序种类以及数目,然后进行合理的工艺规划[2-3]、制定高效的工艺路线[4-5]以提高实际生产的效率,最后经过裁线、压接、组装等一系列复杂的工序才能加工完成。然而,通常一款中等规模的汽车线束,其包含的工序达数千道之多。以人工方式分析线束图纸,得到各道工序,不仅耗时费力,而且对于一些复杂的图纸往往准确性得不到保证,难以满足实际生产的需要。因此,研究如何自动识别线束图纸中工艺工序具有重要的理论和现实意义。此外,工序间的约束关系是制定工艺路线的基础,也是进行生产调度的依据,因而,探讨工序间逻辑关系的生成方法是识别工序并使之直接用于安排生产必不可少的部分。
工序自动生成方法是CAPP领域研究的重要问题之一,比较常见的有基于派生式[6]CAPP系统的工序生成方法和基于生成式[7-8]CAPP系统的工序生成方法。但是,基于派生原理的方法,要求零件的系列结构相似,并且加工形面也比较接近,而汽车线束工艺中,不同类型的线束构件特征差异显著,同一构件由于使用参数的不同,其工序的组成也将发生明显的变化,故该方法难以应用到汽车线束领域。基于生成式的方法要求对零件建模,模拟人工进行工艺设计,通用性不够好,线束工艺设计需要工艺员参与且具有很强的领域特性,需要重新建模求解。文献[9]研究了基于关联规则生成典型工序序列的方法,该方法能够有效挖掘关联程度很高的工序序列,对一些关联程度不明显的工序则不够敏感。
目前,尚没有专门自动识别汽车线束工序及其关系的软件上市,国外虽然有一些大型软件如HarnWare、VeSys等具有工序识别模块,但是其技术实现却未见相关文献报道,因此,研究汽车线束工序自动识别具有重要的现实价值。汽车线束工艺具有很强的领域特征,工艺工序的组成及工序间关系与线束构件的工艺特性、工艺生产规则、工艺知识[10]等密切相关。
1 线束工艺图模型
1.1 线束工艺图的定义
线束工艺图是线束工艺生产中所需绝大部分数据的来源[11]。线束工艺图纸中,接插件通过线束段相互连接,包裹件以及紧固件附着于线束段上。在线束工艺图中排除插接件、包裹件等线束组件,单纯研究其导线部分,线束可以看着一个无向的连通无环图。下面给出线束工艺图中节点、线束段和插接件的定义:
1)节点:线束工艺图中的节点是端点和分支点的集合。记为V= {v1,v2, … ,vm}。当vi的度为1时,vi为端点,表示一个多根导线端点的集合;当vi的度大于1时,vi为分支点,表示多个线束段的连接点。
2)线束段:如果|V|≥2,则 ∀u,v∈V(u≠v)表示线束工艺图中的两个不同的节点,称边e=(u,v)为线束工艺图中的线束段。线束段表示一束导线,内含一根或多根导线。线束工艺图纸中线束段的集合记为E= {e1,e2,… ,en}。
3)插接件:线束工艺图中的插接件是护套和搭铁的集合,记为C。设ci表示组成C的第i个插接件,则有C= {c1,c2, …,ck}表示线束工艺图中的k个接插件。ci(1 ≤i≤k)连接到V中的一个端点,其有n个端口,每个端口可以插入m(m≥ 0)根导线。如果ci为护套,则有n≥1;如果ci为搭铁,则有n=1。

图1 插接件示例
图1 所示为插接件示例。插接件孔位内的除了显式的用文本表示该端口内含有的导线线号、颜色、线径信息以及插接件图形下方标有其名称和型号信息外,还隐式的包含了大量线束工艺设计特征约束信息,包括可以压接端子的型号、导线是否需要穿防水栓、端口是否插防水堵以及线端是否需要喷色等。这些隐含信息除了与插接件本身的属性相关外,还与和它连接的导线属性以及工艺需求密切相关。
插接件作为端点工艺特征的载体,可以作为提取工艺工序的依据之一,在下文的工序自动识别算法中将用到。如图1(b)所示,由于导线S1、13A和58的颜色和线径属性一致,为了在车间组装时能够正确区分它们,在生成工序时根据这些特征信息,需要增加喷色工序,即给导线喷上不同颜色的油漆以示区分。
在介绍了节点、线束段以及插接件的概念的基础上,可以给出线束工艺图的定义:
定义1线束工艺图WHG定义为三元组(V,E,C),其中V是节点集合,E是线束段的集合,C是接插件的集合。线束工艺图中所有插接件C连接于V中的端点,作为相应节点的属性,C中插接件彼此之间通过E中的线束段相互连接。此外,E中的线束段是线束图纸中包裹件、紧固件等依附的载体。
1.2 线束工艺图的表示
由于线束工艺图中的线束段表示一个或者多根重叠在一起的导线,因此线束工艺图是一个多连通图[12]。由于三元组(V,E,C)只表明了线束工艺图的拓扑结构以及端点的工艺属性,为了表示线束工艺图中导线的逻辑连接关系,下面引入回路的概念。
定义2回路是一个或者多根物理上连接在一起可以相互间传导电信号的导线集合,记为CL。则有CL= {wn1,wn2, …,wnn},其中wni表示构成回路的第i根导线的线号,其端点位于插接件的端口内,对应线束工艺图中一个端点。回路是线束工艺图的一个无向的连通无环子图(V′,E′,C′),CL中的边只表示一根导线。
由一根导线构成的回路称之为单根线。线束工艺图中的所有回路的集合为回路集CLS,则CLS= {CL1,CL2,… ,CLn}。
回路不仅是分解线束工艺图纸线束段的重要依据,同时还是线束工艺设计的基本单位,如内联设计时,需要逐一在回路中的多根导线连接点处附近确定压接端子位置等操作,从而确定线束工艺图中的分支点的属性。

图2 线束工艺图及其表示
图2 (a)是一张简易的线束图纸,其拓扑结构如图2(b)所示,节点V1~V7是端点,分别连接有护套M01~M07,节点V8~V12是分支点。通过回路提取算法可以从该多连通图中提取出回路集,以表明线束工艺图中的导线逻辑连接关系,如图2(c)所示。回路集中之所以记录线号所处于的护套及其端口号,是因为这样可以在依据线束工艺约束特征提取工序及其工艺参数时提高查找的效率。
2 工序的自动识别
2.1 特征及工序的定义
如何利用线束生产中的领域知识和线束部件的约束特征从线束图纸中准确识别出工序,需要更好地阐述工序的自动生成算法,先引入特征和工序的概念:
定义3特征是线束图纸中工件根据线束领域知识必须满足的工艺约束集F。通常,一个工件w根据工艺处理的过程和目的可以提取出节点n个特征Fw= {f1,f2, … ,fn}。
以图2中的回路CL2={2A,2B,2C}为例,该回路在分支点V9处通过内联端子压接在一起,导线2A的另一端位于端点V2处,与插接件M01相连接。根据插接件M01的工艺特性可知,其中导线2A的具有特征:F2A={f1,f2,f3,f4,f5},其中f1:导线颜色为黑色(B),导线线径0.3mm;f2:一端位于插接件M01的2号端口,端子类型为DJ3042-1;f3:另一端2B与和2C合压,合压线径为0.9mm;f4:M01为防水护套,导线端点需要做防水处理;f5:护套M01的其他端口内存在与导线2A属性一致的导线,需要做喷色处理。
定义4工序指一个或一组工人在一个工作场所对若干个操作对象连续完成的各项生产活动的总和。工序可以用四元组P=<N,W,O,G>表示,其中:N为工序名称,W为工件对象集,O为操作集,G为工序目标。
一道或者多道工序通常是为了完成某一个特征而设定的。因此,特征与工序之间存在着一对多的关系。如,对于上例中的特征f2,需要根据端子DJ3042-1的特性,先对导线2A的一端去除一定长度的外皮(称之为剥头),然后才能压接端子(称为端压)。因此,特征f2需要剥头和端压两道工序才能完成。
2.2 工序的自动识别算法
线束工艺图是一个多连通图,其逻辑连接关系可以通过回路集来表示,回路是实际生产中加工线束的依据。因此,线束图纸中包含的各道工序分布于回路之中,通过对回路特征的分析,进而可以提取出工艺工序。
为了正确自动识别出线束图纸中的工序,需要知道图纸的回路集之外,还要作如下约定:
约定1: 回路集中的任意一个节点都能在线束工艺图中可以找到。
约定2: 线束工艺图中的所有度为1的节点都在回路集中至少出现一次。
上述约定既可以保证算法处理的每一个节点都是有效地,又可以确保每一个合法的节点都被处理到,而不会丢失工序。在此基础上,提出下面的工序自动识别算法:
Step 1利用回路提取算法得到线束工艺WHG的回路集CLS= {CL1,CL2, …,CLn},初始化工艺工序集P=∅;
Step 2i++,如果i≤n,令j=0,跳转至Step3。否则,输出工序集P,结束;
Step 3分析回路CLi的线束段集合E={e1,e2,… ,ek}和节点集V= {v1,v2,…vl},作如下处理:
1)对E中的每一条边ea(1 ≤a≤k),提取其特征集Fa,则回路CLi的边特征集FE=FE∪Fa;
2)对V中的节点vb(1 ≤b≤l),如果vb是端点,从线束工艺图中搜索与之相连接的插接件c,根据c提取vb的特征Fb,加入CLi的节点特征集FV=FV∪Fb;如果vb是分支点,表示vb处需要进行内联压接,根据工艺设计结果提取特征集FV;
3)计算得到回路CLi的特征集FCLi=FE∪FV= {f1,f2,… ,fm};
Step 4j++,如果j≤m,转至Step5,否则跳转至Step2;
Step 5根据特征fj,分析完成该特征需要的工序集Pj。对 ∀p∈Pj,提取p需要处理的工件对象集、操作集和目标集。令P=P∪Pj,转至Step4。
图3来自实际的生产工艺卡,它表示回路CL= {19,1A, 1}的压接示意图,下面以此为例阐述上述工序自动识别算法,此时回路集中只有一条回路,即CLS={CL}。
回路CL的线束段集合E={LA,LB,LC},节点集V={vA,vB,vc,vH}。首先分别提取各个线束段和节点的特征,CL共有8个特征,如表1所示。然后,逐一分析各个特征,提取其所对应的12道工序,如表2所示。

图3 3根导线压接示意图
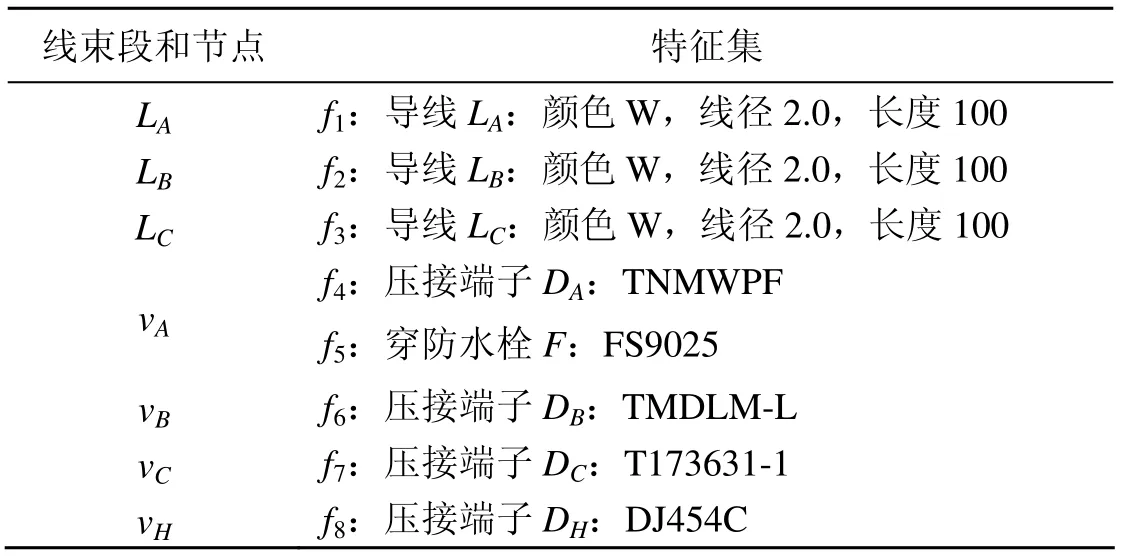
表1 CL的特征集
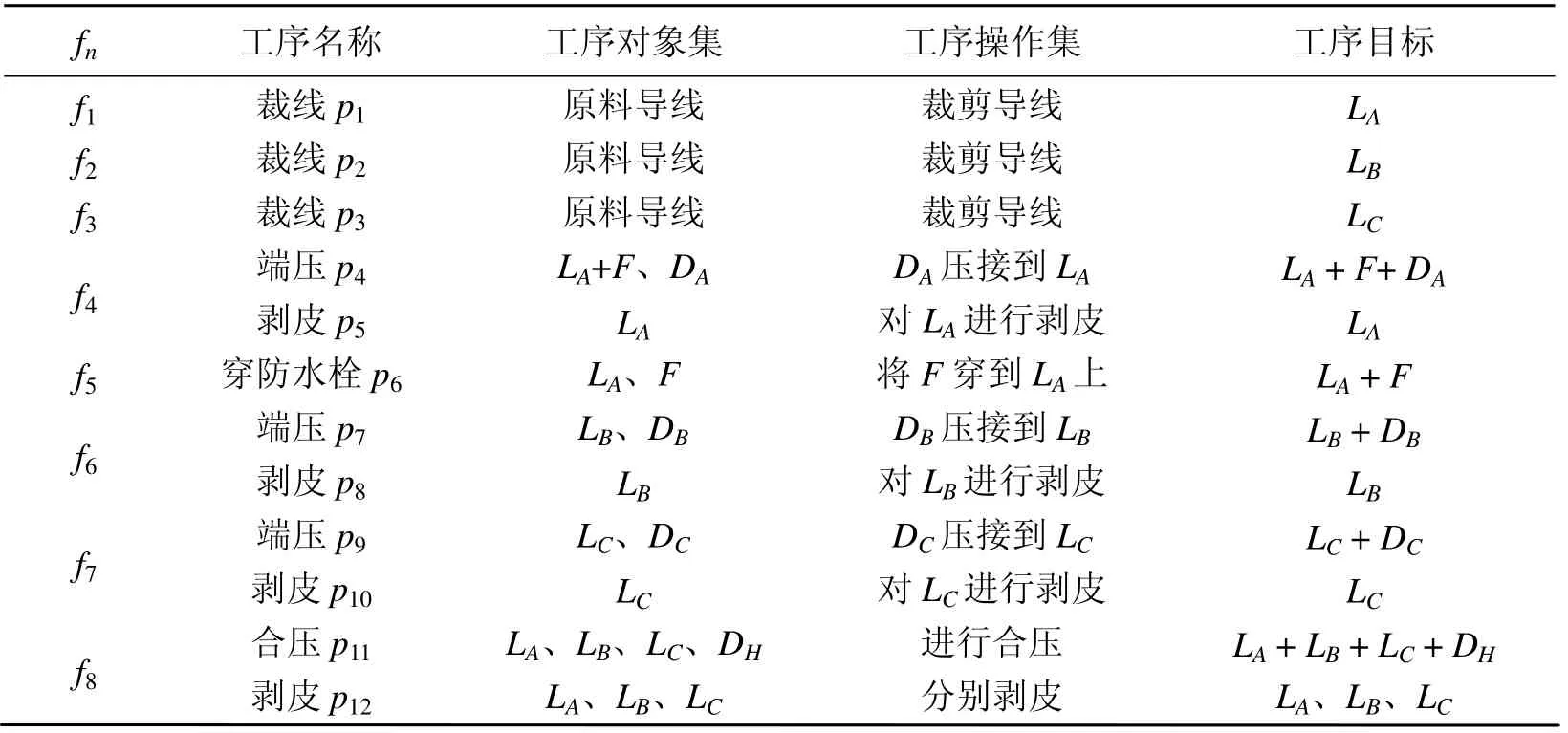
表2 特征与工序的对应表
上述实例中包含的特征集与工艺设计的结果密切相关,汽车线束回路中端子的压接位置、数目的不同,直接影响了其工序的组成。因此,不同回路之间由于工艺设计的结果不同,也将呈现出明显的差异。表3列出了一些典型的工艺特征及其对应的工序。
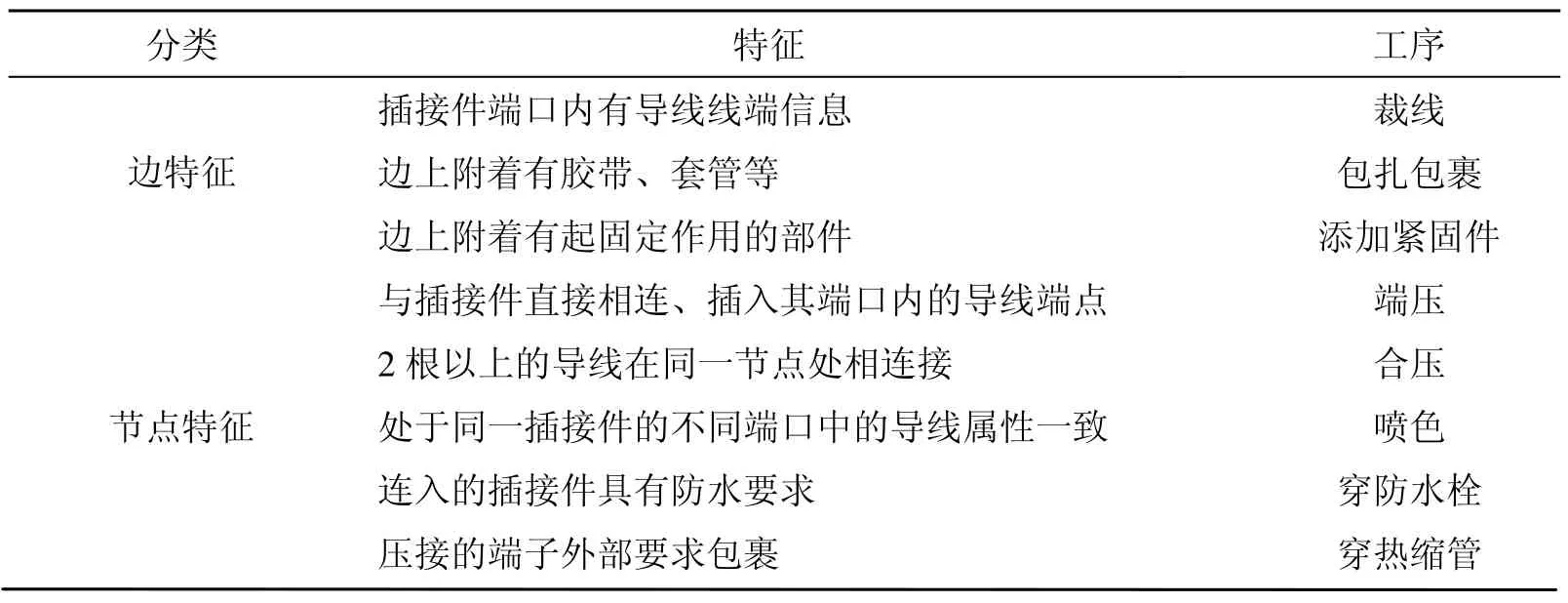
表3 典型的工艺特征及其对应的工序
3 工序间约束关系的自动生成
3.1 工序间的逻辑关系
工序间的基本逻辑关系可分为3种:顺序关系、互斥关系和并行关系。设P1=<N1,W1,O1,G1>和P2=<N2,W2,O2,G2>表示两道不同的工序,下面根据这两道工序的工序对象集和工序目标对二者之间的逻辑关系做出定义:
1)顺序关系:符号表示为<,P1<P2表示工序P1必须先于工序P2进行,只有当工序P1完成以后工序P2才可以开始。特别地,工序P1的目标工件中存在工件属于工序P2的工序对象集,即∃g∈G1满足g∈W2,则P1与P2必定满足顺序关系。为了表示的方便,P1<P2也可记为P2>P1。
2)互斥关系:符号表示为⊕,工序P1和P2满足互斥关系表明P1与P2有着共同的工序处理对象,即工序P1、P2不能同时进行,必须其中一个完成后,另一个才能进行,但是P1与P2之间不存在顺序关系。因此P1⊕P2的必要条件是W1∩W2≠∅。
3)并行关系:符号表示为||,工序P1与工序P2满足并行关系表示两者之间可以同时进行而相互之间不产生影响。工序P1||P2的必要条件是W1∩W2=∅ 并 且 ¬∃g1∈G1,g2∈G2满 足g1∈W2或g2∈W1。
上述定义是判定工序间关系的依据。以表2中的工序为例,由于穿防水栓p6的目标集是防水端压p4的工序对象集,因此,工序p4与p6之间具有顺序关系p6<p4。工序p4与p11存在对导线LA的竞争使用,即o4∩o11={LA}≠∅,故有p4⊕p11。再看工序p7和p9,由于他们之间处理的工序对象相互独立,因此有p7||p9。
需要说明的是,工序间还存在选择关系,因为有时可以使用不同种类的设备完成同一道工序。如压接工序可以分别采用普通机器和全自动压接机完成,此时W1=W2且G1=G2但O1≠O2,故P1、P2之间存在选择关系,即两道工序只能选择一道进行。本文研究的是自动识别线束图纸中的工序组成,不涉及车间设备的使用情况,因而,选择关系不在本文的考虑范围之内。
3.2 工序间的逻辑关系自动生成算法
正确识别工序间的逻辑关系是实际生产中制定工艺路线、合理安排生产的基础。对于一个由n道工序组成的工序集P= {p1,p2,… ,pn}可以用一个n×n的约束矩阵A表示其相互之间的逻辑关系,矩阵中的元素A[i][j](1 ≤i,j≤n)表示工序pi和pj之间的逻辑关系。
通常一张中等规模的线束图纸包含的工序达上千道,通过约束矩阵来描述各道工序间的逻辑关系,矩阵规模将十分巨大。考虑到线束车间实际生产时,以回路作为基本单位,因此,从不同回路中提取出的工序之间应该彼此独立,互不干涉。对每一个回路中的各道工序彼此间逻辑关系单独用一个约束矩阵表示,这样可显著减小矩阵的整体规模,那么线束图纸中的所有工序约束关系可以表示为一个列矩阵向量A=(A1,A2,… ,An),其中Ai表示回路CLi中各道工序间的约束关系矩阵。
在上述基础上,下面给出线束工序约束关系的自动生成算法:
Step 1获取线束图纸中的回路数目n,令i= 1,初始化工序约束关系矩阵A为一个n维列向量 (A1,A2, …,An)。
Step 2如果i>n,算法结束。否则,利用工序自动识别算法提取得到回路CLi的工序集P= {p1,p2,… ,pm},初始化Ai为一个m×m的方阵,令j=1。
Step 3如果j>m,i=i+1,转入Step2。
Step 4令k=j+1,Ai[j][j]='-'。
Step 5如果k≤m,根据线束工艺约束特征以及工序pj与pk处理的工件对象集,确定两者之间的关系。如果满足顺序关系,令Ai[j][k]='< ',Ai[k][j]= '> ';如果满足互斥关 系,令Ai[j][k]=Ai[k][j]='⊕ ',否 则 置Ai[j][k]=Ai[k][j]= '||'。k++,转Step 5。
Step 6j=j+1,转Step 3。
下面以图2所示线束图纸中2号回路CL2={2A,2B,2C}为例,简要阐述线束工艺工序的自动识别和相互逻辑关系生成过程。
图4(a)为CL2在线束图纸中的拓扑结构,其由3根导线组成,导线的颜色、线径在图中已经给出,但是无法确定每根导线的长度;图4(b)是工艺设计中在分支点处偏左侧50的位置压接内联端子,将其进行合压的示意图,此时可计算各根导线的尺寸;依据工序自动识别算法和结合各导线线端所连接的插接件提取各自的特征,自动识别出的工序组成如图4(c)所示;根据工序间的处理对象已经相关工艺约束,工序相互之间的逻辑关系通过图4(d)的约束矩阵给出。同理,可以得出其它回路的工序集及其约束矩阵。工序集和约束矩阵是制定工艺路线、进行工艺规划的重要依据。

图4 回路CL2的工序识别
4 应用实例
文中所论述的基本思想是作者在AutoCAD 2007为平台上以C++语言基于Object ARX进行二次开发的过程中总结和提炼的,已经在汽车线束辅助设计系统中得到验证。
图5所示是一张简易的线束工艺图纸,它总共包含3个回路:CL1={10}、CL2={12A,12B,12C,12D}和CL3={25A,25B,25C,25D,25E}。经过工艺设计,运用上文所述的算法可以的自动得到工艺工序,图6和图7是系统自动生成的线束实际生产中使用的下线卡和压接卡。下线卡中给出了要裁剪的每一根导线的详细信息,包括两端的剥皮参数(头剥和尾剥)。此外,对于需要进行喷色的导线也有说明。
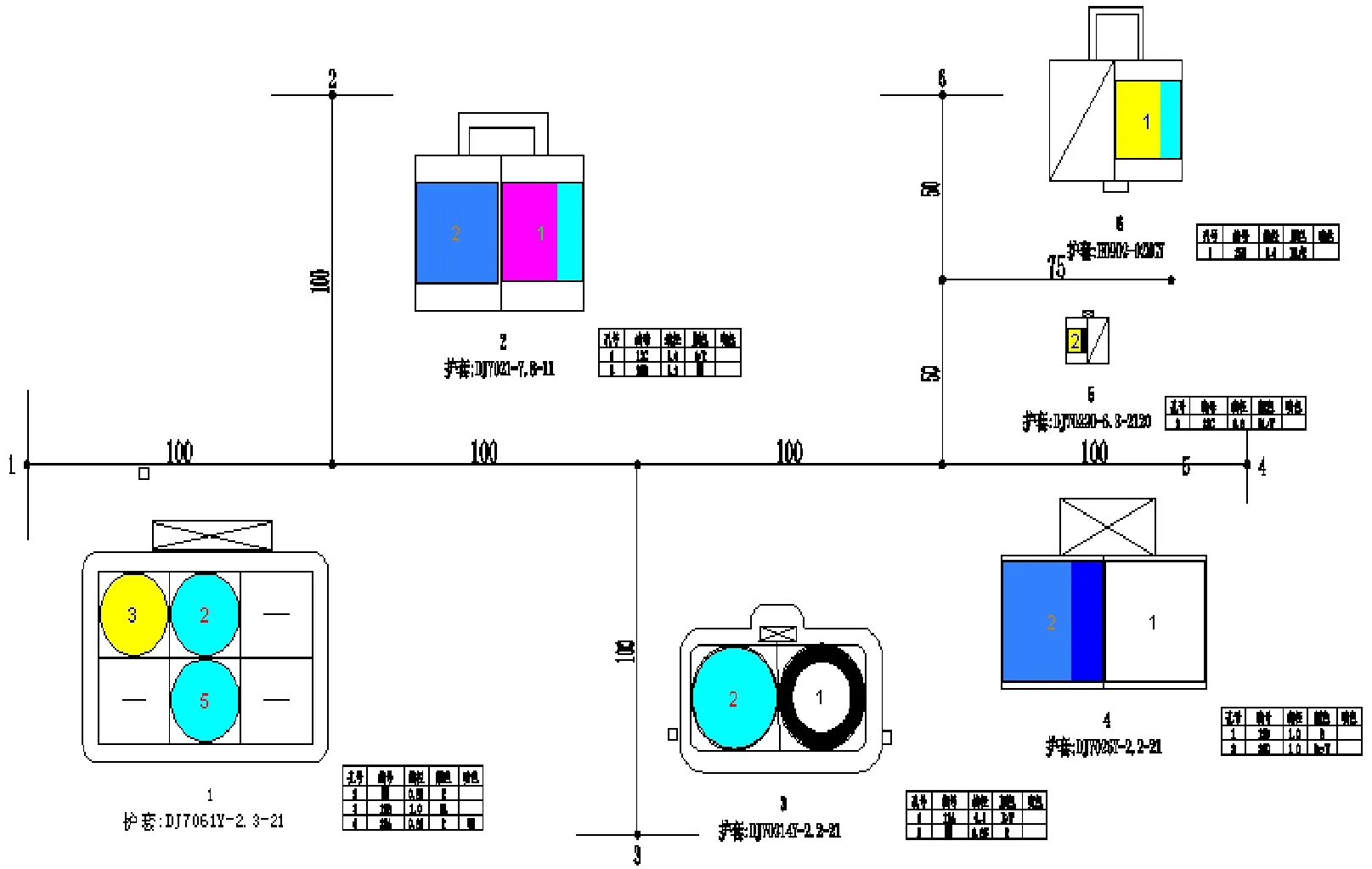
图5 一张简易的线束工艺图纸
由于图纸中3个回路之间不存在相互关联关系,故采用3个矩阵分别表示各自回路中工艺工序间的约束关系,如表4所示。由于回路CL2和CL3中包含的工艺工序较多,表中只列出了矩阵的部分行数。
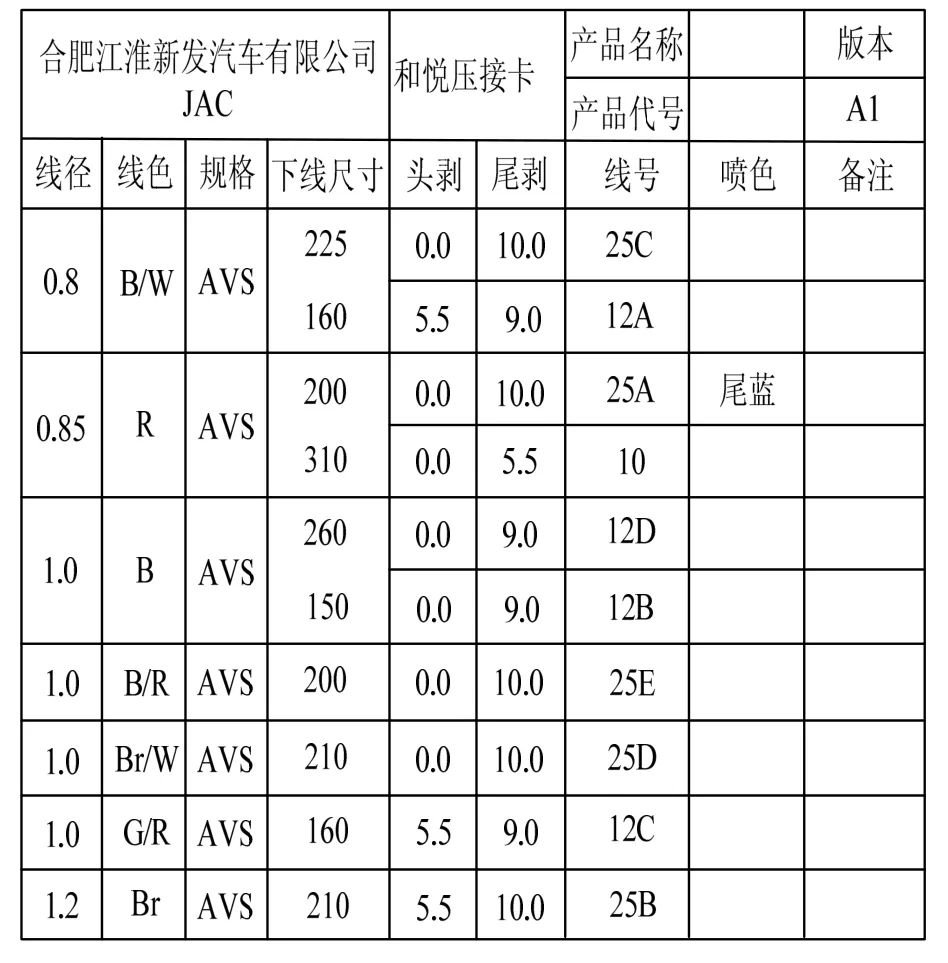
图6 下线工序卡

图7 压接工序卡
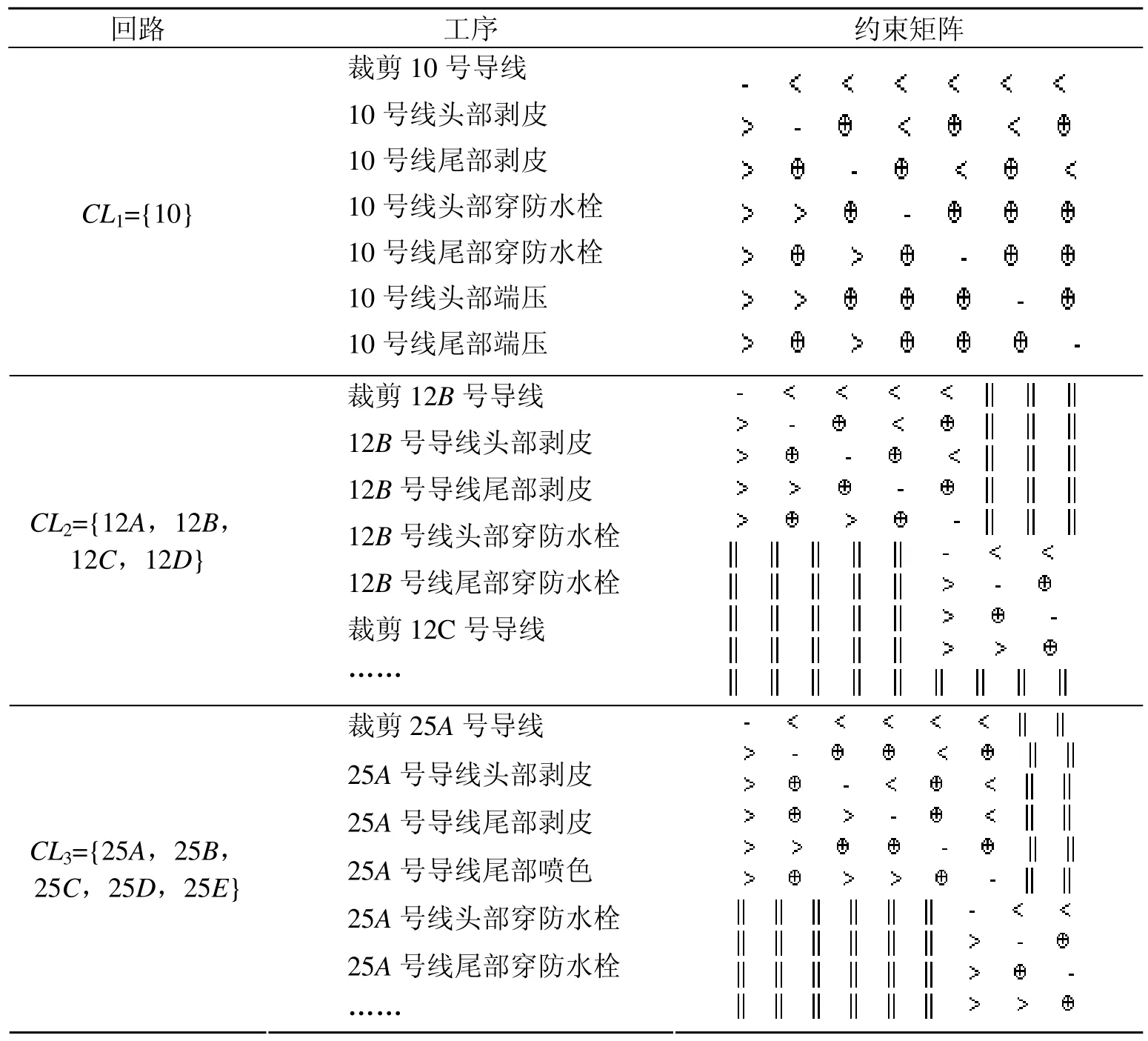
表4 工序间关系
5 小 结
本文首先对线束工艺图纸的特征进行了总结,建立了线束工艺图模型,以无环连通图表示其拓扑结构,以回路集描述其导线逻辑连接关系。然后,对工序做了形式化定义并将工序间逻辑关系分为顺序关系、互斥关系和并行关系3种,最后,给出了线束工艺工序自动识别算法和工序间逻辑关系自动生成算法,从而快速准备的自动生成线束图纸中的工艺工序集和其约束关系矩阵,从而为线束工艺路线的制定、进行工艺规划奠定了基础。
实践证明,该算法已在合肥多家汽车线束企业得到很好的应用。对于一张复杂的线束图纸,由一个工艺员手工分析,提取工艺工序和判定工序间的关系需要一个星期才能完成,利用本文提出的算法,自动识别线束工艺工序并识别工序间逻辑关系仅仅需要2天的时间,并且准确性得到显著的提高。由于目前开发的系统是根据与我们有过合作的生产厂家的实际现状开发的,而汽车线束生产厂家间生产习惯的具有差异性,因此,下一步的工作是继续结合其它生产厂家的工艺制造特点,使得软件具有更好的通用性。
[1]刘晓平, 吴 黄, 何士双, 等. 线束工艺图的建模研究[J]. 工程图学学报, 2009, 30(2): 155-161.
[2]Li Xiny, Gao Lian, Zhang Chaoyong. A review on integrated process planning and scheduling [J].International Journal of Manufacturing Research, 2010,5(2): 161-180.
[3]Wang Jinfeng, Du Biqiang, Ding Haimin. A modified genetic algorithm (GA) for optimization of process planning [J]. Journal of Computers, 2011, 6(3):1430-1437.
[4]徐本柱. 变结构工序状态网的模型与算法研究[D].合肥: 合肥工业大学, 2011.
[5]Miao Jian, He Deqiang, Wei Tao, et al.Research on process route designing and production line management based workflow driven [C]//Industrial Mechatronics and Automation (ICIMA), 2010 2nd International Conference on, 2010, (2): 569-573.
[6]盛定高, 赵 丽. 派生式CAPP 系统工序图的生成方法研究[J]. 机械制造与自动化, 2004, 33(3): 70-72.
[7]刘 敏, 潘晓弘, 程耀东, 等. 创成式CAPP系统中工艺规划过程的建模[J]. 浙江大学学报(工学版).2000, 34(5): 489-493.
[8]Krishna P V, Shankar N V S, Babu B S. Feature based modeling and automated process plan generation for turning components [J]. Advances in Production Engineering & Management, 2011, 6(3): 153-162.
[9]刘书暖, 田锡天, 张振明, 等. 基于Apriori算法的典型工序序列获取方法[J]. 计算机集成制造系统, 2006,12(8): 1279-1282.
[10]Kim Y S, Wang E. Recognition of machining features forcast then machined parts [J]. Computer-aided design, 2002, 34(1): 71-87.
[11]徐本柱, 朱吉满, 刘晓平. 汽车线束导通检测自动建模研究[J]. 仪器仪表学报, 2010, 31(增刊3):141-146.
[12]刘晓平, 程光春, 吴 黄, 等. 多连通图的参数化表示与分解算法[J]. 工程图学学报, 2009, 30(2):114-119.
