基于PLC的高压测漏机控制系统设计与分析
2013-03-20王晓磊李晓丹
王晓磊,李晓丹
(辽宁工业大学机械工程与自动化学院,辽宁锦州121001)
充气式减振器是20世纪60年代发展起来的一种新型减振器,广泛应用在轿车悬架系统中。由于在减振器内部充有2~3 MPa的氮气,因此检测减振器缸筒是否存在砂眼、裂缝等缺陷至关重要。为此,需要开发一台高压高效的测漏机。由于PLC 具有可靠性高、编程和使用方便、接线简单等特点,在工业化自动生产领域得到广泛应用。因此,测漏机以PLC 作为控制器,实现自动检测过程。
1 工作原理
高压测漏机总体结构如图1所示。
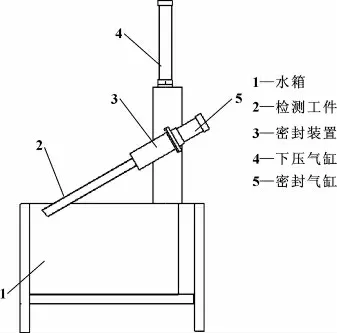
图1 总体结构
将检测工件放到测漏机托盘上,密封气缸带动密封装置将工件夹紧,同时密封。密封结束,升降气缸将工件密封装置和夹紧气缸一起浸入水箱中。下降到指定位置,打开压缩空气控制阀向工件内充入高压气体,延时30 s,若水箱中无气泡产生,则认为质量完好,否则存在质量缺陷。延时时间到,升降气缸上升,上升到指定位置,打开泄压阀,工件腔内泄压,当泄压到设定值时,密封气缸带动密封装置与工件分离,接着人工卸件,单次检验结束[1]。
2 气压系统设计
测漏机的气压系统如图2所示。

图2 气压系统原理图
由于从空气压缩机出来的气源压力较低,所以采用了增压泵来获得高压气体,将其存储到储气罐中。系统中的气缸均采用可调缓冲气缸,并配有磁性开关,使系统更加简洁。压力传感器主要为系统提供是否已充入高压气体的反馈信号,控制增压泵是否工作[2]。
3 控制系统分析设计
根据测漏机的控制要求,选择S7-200 CPU 224 PLC 作为控制器。PLC控制器的输入输出地址分配如表1所示。控制系统接线图如图3所示。下面根据控制系统接线来分析各动作过程。

表1 输入输出地址分配

图3 控制原理接线图
系统控制包括手动单步控制和自动控制。当SB1位于Ⅰ位置时处于手动状态,主要用于设备的调试和故障时的单步操作,自动操作模式自动完成一个循环过程。按下启动按钮时,系统便进入连续动作的一个工作循环。无论在自动模式还是在手动模式下,系统一旦运行,4YA得电空气增压系统工作,调整压力继电器使空气增压系统输出气压达到2 MPa,使储气罐保持在2 MPa,由压力继电器发出反馈信号,4YA断电。下面根据控制系统接线来分析自动控制的各动作过程[3]。
(1)操作者将工件放在工位上。按下启动按钮SB2 设备正常工作。3YA得电,1YA、2YA、5YA断电,密封气缸工作,密封头将测漏工件密封,延时约1 s 后,5YA得电。工件充入高压气体。
(2)2YA得电,下压气缸工作,测漏工件进入水槽,延时30 s,同时2YA断电,1YA得电,下压气缸工作将测漏工件提起。
(3)1YA、2YA、3YA、5YA断电,密封气缸工作将测漏工件松开,测漏工件排气,操做者卸下工件。
(4)其中HL1为增压泵达满指示灯,当到工作压力时指示灯亮。HL2为设备的上电指示灯,系统运行时该指示灯亮。HZ为报警蜂鸣器,通过对PLC软件的编程使它在工作中起到提示和报警的作用。按钮SB3为紧急停止按钮,当设备在工作过程中遇到异常状况时按下,使整个设备输出断电。
4 控制系统软件设计
通过上面的分析,可以编制出相应的软件。软件的主顺序功能图如图4所示。在程序初始化过程中首先应使各气缸处于复位状态;而且必须使高压储气罐达到工作压力,然后才能选择手动或自动[4]。软件的自动控制功能图如图5所示。
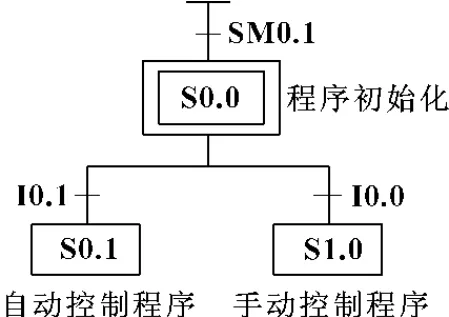
图4 主程序功能图
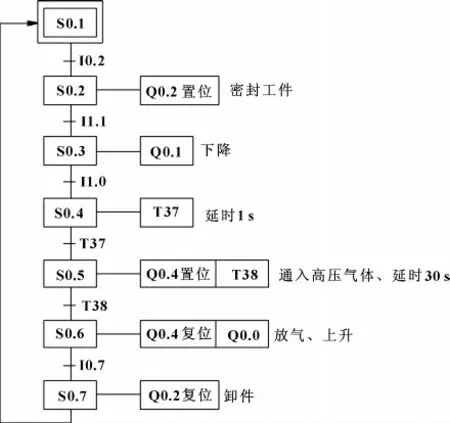
图5 单循环的自动流程图
5 结束语
采用PLC 作主控元件,实现了检测过程的自动化控制,而且连线简单、抗干扰能力强。经某企业实际应用表明:该系统性能稳定,操作简单,维护方便,效果好,同时为其他测漏机的开发提供了参考。
【1】龙飞,刑武.气密性检测分析[J].液压气动与密封,2000(5):21-25.
【2】李解,魏晓譞.基于PLCS7-300 电磁阀气密性检测平台设计[J].流体传动与控制,2011(4):35-37.
【3】肖艳军,李磊,周婧,等.基于PLC的自动续料机械手[J].机械设计与制造,2011(2):152-153.
【4】向晓汉.西门子PLC 高级应用实例精解[M].北京:机械业出版社,2010.
【5】钟丽琼,胡浩,杨明华.一种基于STC 单片机的正负压测漏系统设计[J].机床与液压,2012,40(2):62-64.
【6】王明武.基于PLC的全自动铝锭码垛机设计[J].机床与液压,2012,40(2):62-64.
【7】詹长书,李军,杨庆俊,等.汽车燃油系统测漏仪的研制及其应用[J].机床与液压,2004(2):105-106.
【8】朱凌宏.基于PLC的液压驱动式机械手动作设计[J].机床与液压,2011,39(6):79-80.
