集装箱用特种槽钢的研制开发
2013-03-14孙启朋张欣李国栋杨远锋
孙启朋,张欣,李国栋,杨远锋
(济钢集团有限公司中型轧钢厂,山东济南 250100)
生产技术
集装箱用特种槽钢的研制开发
孙启朋,张欣,李国栋,杨远锋
(济钢集团有限公司中型轧钢厂,山东济南 250100)
为拓宽产品系列,济钢中型轧钢厂利用横列式轧机,150 mm×150 mm连铸方坯,12道次轧制,开发生产了集装箱用特种槽钢。通过优化设计关键道次的孔型、导卫、控冷、矫直及深加工工艺等,特别是K1孔设计采用了类直轧的闭口控制式孔型系统,降低了后续矫直压力和轧辊消耗。实践证明,开发的工艺可行,产品的力学性能、外形尺寸、表面质量等指标均能够满足企业标准及用户要求,成材率达到94.3%。
集装箱用钢;特种槽钢;轧制;工艺开发;孔型设计
1 前言
为了在夹缝中寻找生存空间,提高产品档次,2011年济钢中型轧钢厂调整了产品结构。经过前期市场考察,了解到华东市场集装箱槽钢每月需求在1.5万~2.0万t,价格较普通国标槽钢高500元/t,利润空间可观,而山东省内没有能够生产集装箱槽钢的企业。因此,济钢中型轧钢厂抓住这个市场的有利期,仅用两个月的时间就完成了工艺研发和后续的工装准备,第1次试轧就获得成功,外观几何尺寸和机械性能指标均满足用户要求。已批量生产,创造了较好的经济效益。
2 设备概况计及产品分析
主要设备:蓄热式全燃焦炉煤气加热炉1座,Φ 650×1/Φ540×2/Φ460×2/Φ450×1轧机机列,Φ 550十辊悬臂式矫直机2台,型钢冷床2台等。根据现有坯料资源,决定选择150 mm×150 mm连铸方坯,材质为SM490YA,化学成分见表1。

表1 SM490YA连铸方坯化学成分%
工艺流程:坯料加热→Φ540 I架轧机粗轧→Φ 540 II架轧机中轧→Φ460×2轧机精轧→Φ450成品轧机→热锯锯切→冷床冷却→矫直→质量检查→包装、称重入库。
生产集装箱用特种槽钢的技术难点在于:1)成品几何尺寸公差范围较小,尺寸精度高;2)孔型系统的选择;3)各道次变形参数的确定;4)各轧机压下量的分配;5)如何提高各道次孔型过钢量,减少轧辊消耗;6)在矫直机能力不足的情况下,如何确定相应工艺。
113 集装箱槽钢结构及几何尺寸标准见图1。
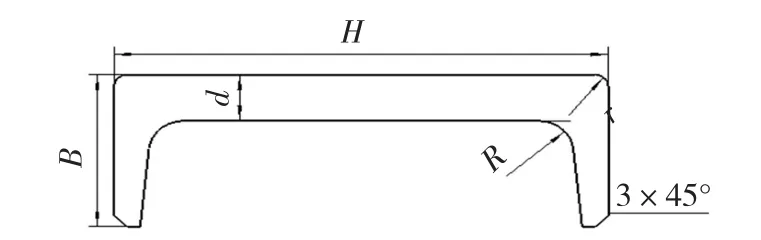
图1 集装箱槽钢结构
槽钢腰高H=(113±0.5)mm,腰厚d=(12±0.5)mm,腿宽B=(40±0.5)mm,腿端厚为(6±0.4)mm,内侧圆角R=8 mm,外侧圆角r≤3 mm,腿内侧壁斜度10%,腿端倒角为3×45°。
济钢中型轧钢厂有丰富的普通国标槽钢开发和生产经验,深谙普通槽钢的变形规律,给集装箱用特种槽钢的开发奠定了技术基础。
3 轧钢工艺设计
3.1 总体设计思路
用150 mm×150 mm连铸方坯生产113集装箱槽钢,采用12道次轧制,道次分配为7—2—1—1—1。Φ540 I架轧机轧制7道次,利用粗轧阶段钢温高,延伸系数大等特点,在Φ540 I架轧机上对轧件进行大变形轧制,在保证足够的延伸前提下切分出集装箱槽钢的雏形。从Φ540 I架向后,钢温逐渐变低,轧件的变形抗力增加,压下量逐道次减小。成品腿短且薄,在轧制过程中,温降较快,腿部变形抗力增加,轧辊磨损快,其腿部和腰部间的变形规律和普通槽钢有较大差别。成品腿部成型精度较高,还要保证3×45°的倒角。为了避免由于温降过快给轧制过程带来的困难和轧辊磨损过快,提出了新的工艺设计思路,即甩开Φ650轧机,缩短轧制流程,直接用Φ540 I架作为粗轧机。此工艺布局大大降低了工序成本,同时也利于轧制过程的顺畅。
3.2 关键道次的工艺设计
1)K1孔设计。K1孔在集装箱槽钢的工艺设计中至关重要,集装箱槽钢腿部薄且短,在轧制过程中温降较大,轧辊磨损快,到产品轧机时轧件的腿部容易变肥,从而影响腿长;同时集装箱槽钢对外形几何尺寸要求严格,其外形尺寸公差范围小,尺寸控制精度高;其次,两腿端部要求有3×45°的倒角,不得出现“耳子”、折叠等现象;再者,由于成品腰比普通槽钢偏厚,现场矫直机的能力不能保证产品弯腰挠度。结合以上几个方面,K1孔型设计成类直轧闭口控制式孔型,腰部斜度定为2.7%。
2)成品前孔K2的设计。K2孔除保证为成品孔提供合理的轧材外,还要保证合理的料形进入成品孔,从而避免成品孔磨损快,给生产带来不必要的重复性换孔作业。K1是类直轧式孔型,其侧壁斜度较小,较小的磨损将意味着较大的修复量;K3及之前的设计,是典型的弯腰大斜度槽式孔型系统[1]。所以K2孔型设计时,无论腿部侧压还是斜度,都必须保证过渡顺畅。K2的腿部斜度设定为10%。
3)K5和K3的设计。K5和K3作为控制孔控制腿长,打破了普通槽钢K5和K2作为控制孔的常规布置。由于成品腿长较普通槽钢偏小,并且端部要求有特殊倒角,因此,K5和K3在孔型设计时也设计了相对应大小的倒角。
4)K6和K4的设计。K6和K4下道次对应的都是控制孔型,首先要保证下一道次轧件顺利咬入;其次保证腿部金属充满且腿外侧不会起台[2]。所以,其腿长的设计数据和实际数据不能有较大的出入。为了满足以上条件,K6和K4轧件的腰部和腿部压下系数和宽展系数的选取就必须科学合理。
各道次孔型示意图如图2所示。
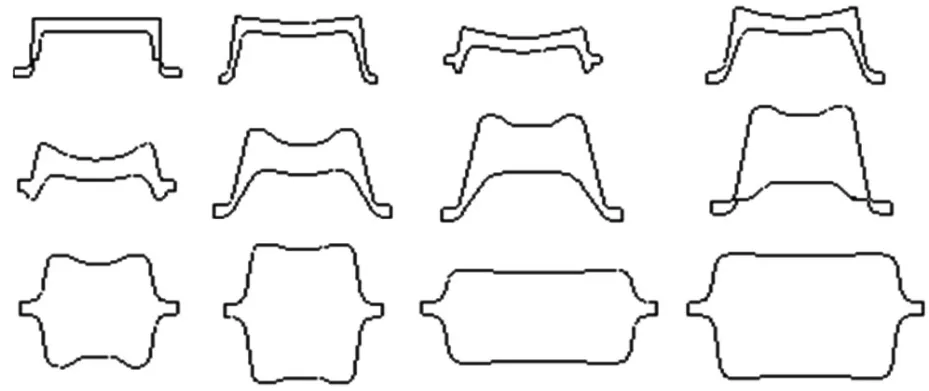
图2 各道次孔型示意图
3.3 导卫设计
由于成品尺寸精度控制较严格,因此,导卫的设计[3]、制造和使用前的修磨都较普通槽钢复杂、精细。为此设计了专门的导卫系统;结合实际轧件尺寸,设计合理的进出口宽度。这些措施的实施,在控制轧件的几何尺寸、轧件在孔型中的稳定性、保证产品表面质量方面都起到了积极的作用。
3.4 控冷及矫直工艺设计
由于成品要求有良好的综合机械性能和焊接性能,在制定控冷工艺[4]时,要求成品机后使用穿水冷却,以保障良好的力学性能。冷床禁止用水,采用自然冷却,保证矫前温度在100~150℃,同时矫直辊部分上辊和下辊对应设计成凹槽和凸台。取得了较好的矫直效果。
4 深加工工艺设计
轧制出的集装箱用槽钢并不是最终产品,用户要求是轧制出的产品用带锯断成2 658(0,-1)mm或2 353(0,-1)mm的定尺,且两端部的腰部和腿部外侧都要加工成45°,断面结构如图3所示。

图3 集装箱槽钢断面加工尺寸
利用原闲置厂房,对轧制后的集装箱槽钢进行深加工。加工工艺分为拆捆、锯切、倒角、打捆。
1)拆捆。制作3.5 m×12 m拆捆台架,破捆平摊后拉入辊道。
2)锯切。前头设一定尺挡板,2台带锯同时锯切出定尺。因长度定尺公差1 mm,安装加工需精密。采用分层锯切的方式,一层4支钢夹紧后,两锯同时锯切,一次出8根。
3)倒角。采用双面铣床的动力头对槽钢两头同时铣削,铣削工作长度1 800 mm,铣削完腰部6× 45°的倒角后翻面铣削腿部3×45°的倒角。
4)打捆。由辊道送出后,拉至排钢台面,分两组打捆、包装。
5 成品各项参数分析
随机对不同炉号不同批号的10批槽钢进行抽检,具体性能指标见表2,同时对成品外形尺寸进行抽样测量。结果表明,产品力学性能、尺寸精度、表面质量等各项指标均满足企业内控标准及用户要求。济钢中型轧钢厂利用现有设备开发的集装箱用特种槽钢生产工艺可行。
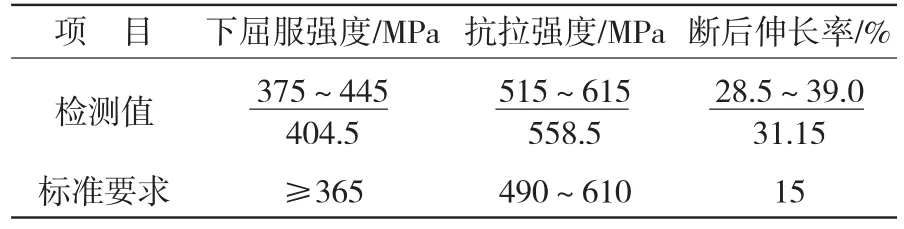
表2 SM490YA材质集装箱槽钢各项力学性能
6 结语
济钢中型轧钢厂用150 mm×150 mm方坯、横列式轧机生产集装箱用特种槽钢,工艺设计合理,轧件在各道次变形参数的设定,用轧辊工艺弥补矫直能力不足、轧后控冷工艺及深加工线的设计等都有独到之处。集装箱用特种槽钢的开发和生产,丰富了济钢的产品系列,实现了“产品+服务”的结构调整,提高了产品档次。2011年共计生产该槽钢约4 500 t,成材率达到94.3%,平均辊耗5.5 kg/t。由于采用独特的孔型系统,特别是K1孔的设计,弥补了后部矫直能力不足带来的外形缺陷,产品满足客户和企业标准要求。
[1]许云祥.型钢孔型设计[M].北京:冶金工业出版社,2009.
[2]王廷浦.轧钢工艺学[M].北京:冶金工业出版社,1981.
[3]白光润.型钢孔型设计[M].北京:冶金工业出版社,1995.
[4]崔忠圻,覃耀春.金属学与热处理[M].2版.北京:机械工业出版社,2011.
Research and Development of Special Channel Steel for Container
SUN Qipeng,ZHANG Xin,LI Guodong,YANG Yuanfeng
(The Medium Section Rolling Plant of Jinan Iron and Steel Group Corporation,Jinan 250100,China)
In order to broaden the product range,The Medium Section Rolling Plant of Jinan Steel developed and produced special channel steel for container by open-train mill,150 mm×150 mm continuous casting billet and 12 passes.The groove of key pass, guide and controlled cooling,straightening and deep processing technologies were designed and optimized.Especially,the design of K1 pass used a vertical-like and closed control type pass system.The follow-up straightening pressure and roll consumption were reduced.Practices showed that developed processes are feasible,the mechanical properties,dimensions and surface quality of the products all meet the needs of the standard of the enterprise and users.The qualified product radio reached 94.3%.
steel for container;special channel steel;rolling;process development;pass design
TG335.4
B
1004-4620(2013)01-0014-02
2012-10-22
孙启朋,男,1980年生,2006年毕业于安徽工业大学材料成型及控制工程专业。现为济钢中型轧钢厂助理工程师,从事轧钢工艺技术工作。
