MIG短路过渡立焊技术研究及应用
2013-03-12邹怡蓉
都 东,王 鹏,邹怡蓉,张 骅,王 力
(清华大学机械工程系先进成形制造教育部重点实验室,北京100084)
0 前言
在熔化极气体保护焊(GMAW)过程中,焊丝端部熔滴向熔池的过渡可能呈现短路过渡、大滴状过渡、喷射过渡等多种形态。其中,短路过渡形式一般出现在细丝小电流活性气体保护焊(CO2/MAG)的工业应用中,而熔化极惰性气体保护焊(MIG)大多采用喷射过渡以达到稳定电弧和深熔焊接的工艺效果。但在某些特定场合,如本研究提及的大型水轮机转轮体叶面的立焊修复作业,MIG焊接熔滴短路过渡也有用武之地。
1 MIG焊接熔滴短路过渡的形态[1]
熔化极气体保护焊的熔滴过渡形式,与被焊金属和焊丝种类、焊丝直径和干伸长、保护气体成分、焊接电流和电弧电压等因素相关[1]。为观察MIG焊接过程的熔滴过渡现象,专门采用机器人焊接系统进行了焊接实验研究。实验中采用马氏体不锈钢母材及相应配套焊丝,通过调节弧焊电源输出和送丝速度等参数,分别实现了焊接熔滴的短路过渡、大滴过渡和喷射过渡,其平均电弧电压和焊接电流值范围如图1所示。由图1可知,其中短路过渡的电弧电压和焊接电流值都明显低于喷射过渡。在实验中,还特别采用高速摄像系统观测了MIG向下立焊过程的熔滴过渡形态,稳定的熔滴短路过渡过程如图2所示,其相应的电弧电压和焊接电流的瞬态变化如图3所示。
通过实验,可以归纳出短路过渡MIG焊接工艺的特点:(1)采用惰性保护气体,满足高合金钢或有色金属的焊接要求;(2)采用熔化极,熔敷效率较高;(3)采用短路过渡形式,有利于适应全位置焊接成形需求。

图1 马氏体不锈钢MIG不同形式熔滴过渡的焊接参数范围

图2 实验观测MIG向下立焊过程中的熔滴短路过渡
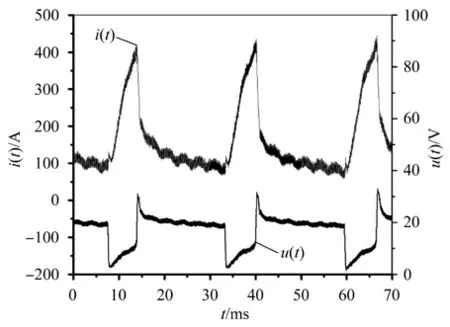
图3 短路过渡MIG向下立焊过程电弧电压和焊接电流的变化

图4 大型电站水轮机叶片表面磨蚀情况
2 短路过渡MIG焊接工艺的应用[2-3]
在大型电站水轮机组的长期运行中,其转轮体叶片会出现局部磨损和空蚀[2],如图4所示。为缩短电站停机维修工期,发展基于机器人自动化作业的叶轮原位维修技术具有重要意义[3]。研究提出的维修作业流程:采用电弧气刨工艺对叶片受损局部进行清底→采用熔化极气体保护焊接工艺对清底后的叶片局部进行补焊→对局部补焊表面进行修形以满足叶片形貌流线的要求。其中,原位自动补焊是关键工序。
大型电站水轮机转轮体叶片材料为马氏体不锈钢(0Cr13Ni5Mo),此类材料的弧焊过程应采用惰性保护气体。对于(如三峡电站)混流式转轮体,其原位焊接作业空间近乎立焊位置,还考虑补焊强调的是熔敷效率而非深熔成形,因此提出选择基于短路过渡而非脉冲喷射过渡的MIG焊接工艺方案。
为给实际工业应用提供依据,在实验室内针对叶片局部试件进行补焊实验研究。向下立焊,氩气保护,焊丝直径1.2 mm,干伸长12 mm,反极性焊接,电流平均值140 A,电弧电压平均值19 V,焊丝摆动频率0.5 Hz,焊接速度80 mm/min。补焊试件焊缝表面和截面如图5所示。针对预置多种凹坑的立焊试板表面,先以机器人等离子弧气刨工艺进行自动清底,再以机器人MIG工艺进行自动补焊。实验结果表明,MIG短路过渡立焊成形良好,可以满足叶片维修质量要求,为将来的工业实际应用提供了基础。

图5 叶片局部试件MIG短路过渡向下立焊焊缝表面和成形截面
3 结论
实验表明,通过调节焊接规范参数可以实现稳定的MIG短路过渡过程。基于该工艺可在立焊位置进行自动补焊作业,熔接可靠,熔敷效率高,焊缝成形良好,为将来实际应用于大型电站水轮机转轮体马氏体不锈钢叶片受损局部的自动修复提供了基础,为解决类似的高合金钢或有色金属全位置自动补焊技术提供了参考。
[1]殷树言.熔化极气体保护电弧焊,焊接手册(第三版)[M].北京:机械工业出版社,2008:201-254
[2]P Kumar,R P Saini.Study of cavitation in hydro turbines:A review[A].Renewable and Sustainable Energy Reviews,2010,14:374-383.
[3]D Frunzaverde,C Campian,V Cojocaru.Influence of welded layers thickness on the cavitation erosion resistance[R].Selected Topics in Energy,Environment,Sustainable Development and Landscaping,2010:316-320.
